
铸造工艺流程.doc

sy****28


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

铸造工艺流程.ppt
金属材料§2—1铸造生产铸造方法:一、砂型铸造砂型铸造工艺流程(一)造型材料(1)整模造型(2)分模造型(三箱造型)(3)挖砂造型(4)活块造型(5)刮板造型2、机器造型起模方法有:顶箱起模(适用于高度小而且形状简单的铸件);翻转起模(适用于高度高而且形状复杂的铸件);漏模起模(适用于形状复杂的铸件)等。(三)铸造合金的熔炼及浇注(2)燃料——常用燃料为焦炭。铸铁:用焦碳为燃料的冲天炉;铸钢:用电加热的电弧炉和感应炉;有色金属:多用反射炉或坩埚。二、特种铸造2、压力铸造3、熔模铸造课后小结3.铸造的方法5

铸造工艺流程.doc
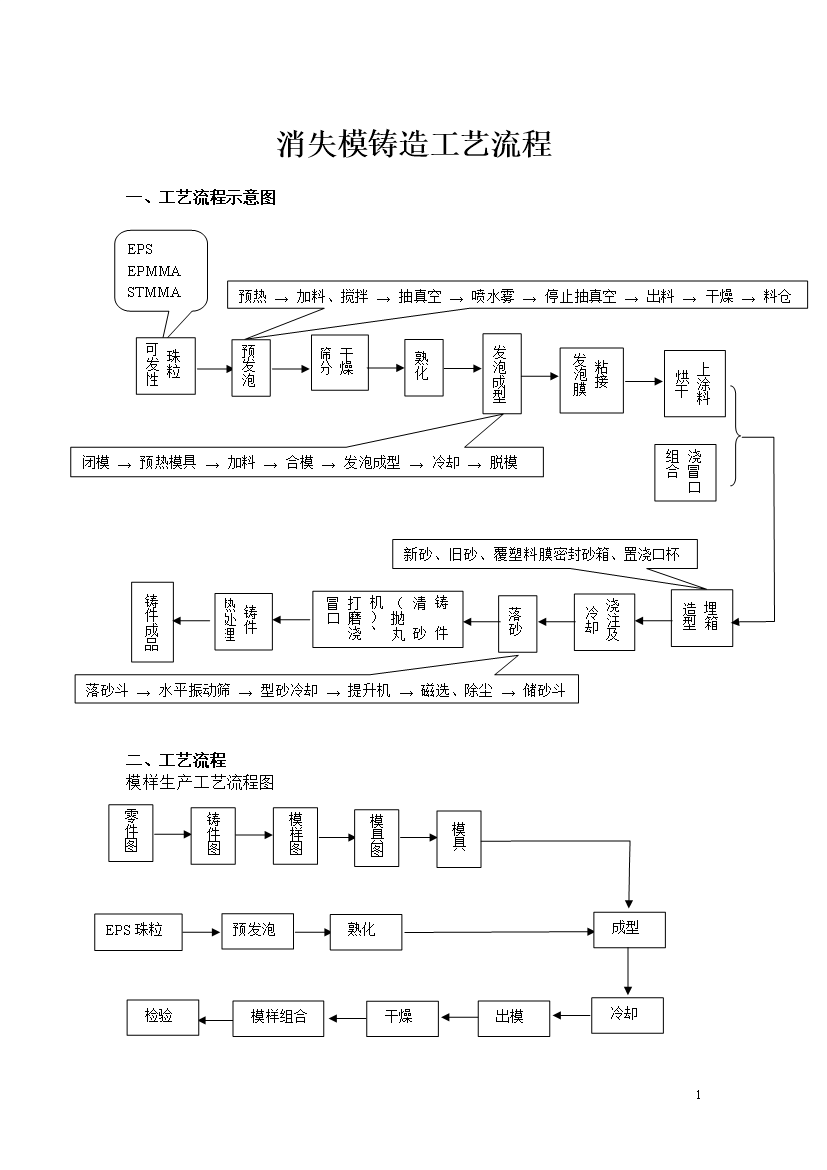
消失模铸造工艺流程一、工艺流程示意图EPSEPMMASTMMA预热→加料、搅拌→抽真空→喷水雾→停止抽真空→出料→干燥→料仓珠粒可发性预发泡发泡成型干燥筛分熟化上涂料烘干粘接发泡膜闭模→预热模具→加料→合模→发泡成型→冷却→脱模浇冒口组合新砂、旧砂、覆塑料膜密封砂箱、置浇口杯铸件热处理铸件成品铸件清砂(抛丸机)、打磨浇冒口落砂浇注及冷却埋箱造型落砂斗→水平振动筛→型砂冷却→提升机→磁选、除尘→储砂斗工艺流程模样生产工艺流程图模具模具图模样图铸件图零件图成型熟化预发泡EPS珠粒检验模样组合
铸造工艺流程.doc
26消失模铸造工艺流程一、工艺流程示意图EPSEPMMASTMMA预热→加料、搅拌→抽真空→喷水雾→停止抽真空→出料→干燥→料仓珠粒可发性预发泡发泡成型干燥筛分熟化上涂料烘干粘接发泡膜闭模→预热模具→加料→合模→发泡成型→冷却→脱模浇冒口组合新砂、旧砂、覆塑料膜密封砂箱、置浇口杯铸件热处理铸件成品铸件清砂(抛丸机)、打磨浇冒口落砂浇注及冷却埋箱造型落砂斗→水平振动筛→型砂冷却→提升机→磁选、除尘→储砂斗工艺流程模样生产工艺流程图模具模具图模样图铸件图零件图成型熟化预发泡EPS珠粒检验模样组合干燥出模冷却预

铸造工艺流程.doc
铸造生产的工艺流程铸造生产是一个复杂的多工序组合的工艺过程,它包括以下主要工序:1)生产工艺准备,根据要生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文件,绘制铸造工艺图;2)生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备;3)造型与制芯;4)熔化与浇注;成形原理铸造生产是将金属加热熔化,使其具有流动性,然后浇入到具有一定形状的铸型型腔中,在重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成铸件(或零件)的一种金属成形方法。图1铸造成形过程铸件一般作为毛
铸造工艺流程.pptx
金属材料§2—1铸造生产铸造措施:一、砂型铸造砂型铸造工艺流程(一)造型材料(1)整模造型(2)分模造型(三箱造型)(3)挖砂造型(4)活块造型(5)刮板造型2、机器造型起模措施有:顶箱起模(合用于高度小而且形状简朴旳铸件);翻转起模(合用于高度高而且形状复杂旳铸件);漏模起模(合用于形状复杂旳铸件)等。(三)铸造合金旳熔炼及浇注(2)燃料——常用燃料为焦炭。铸铁:用焦碳为燃料旳冲天炉;铸钢:用电加热旳电弧炉和感应炉;有色金属:多用反射炉或坩埚。二、特种铸造2、压力铸造3、熔模铸造课后小结3.铸造旳措施5