
冲压模具拉延筋槽结构及其外形轮廓成型方法和冲压模具.pdf

是你****盟主


1/10

2/10

3/10
4/10
5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

冲压模具拉延筋槽结构及其外形轮廓成型方法和冲压模具.pdf
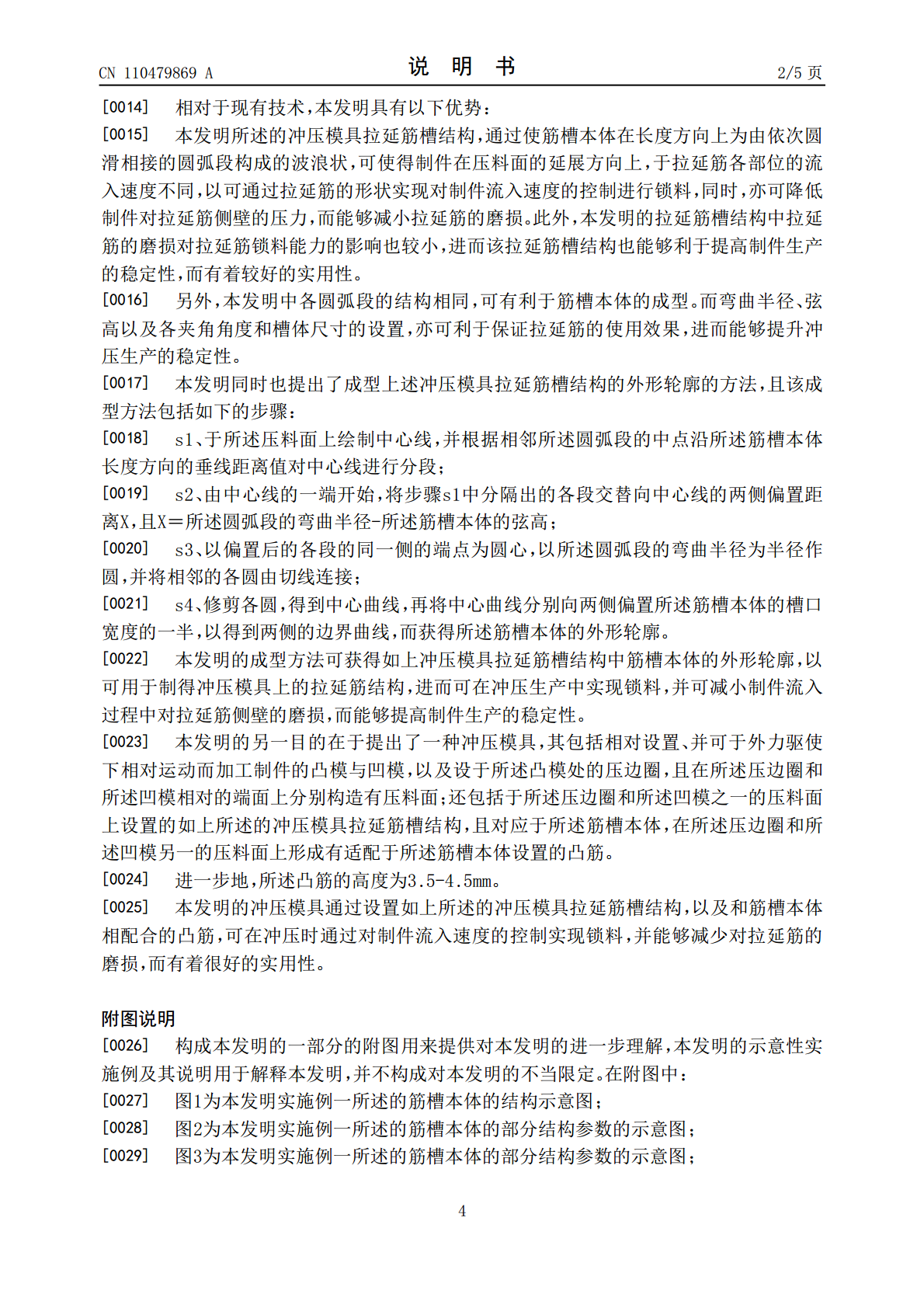
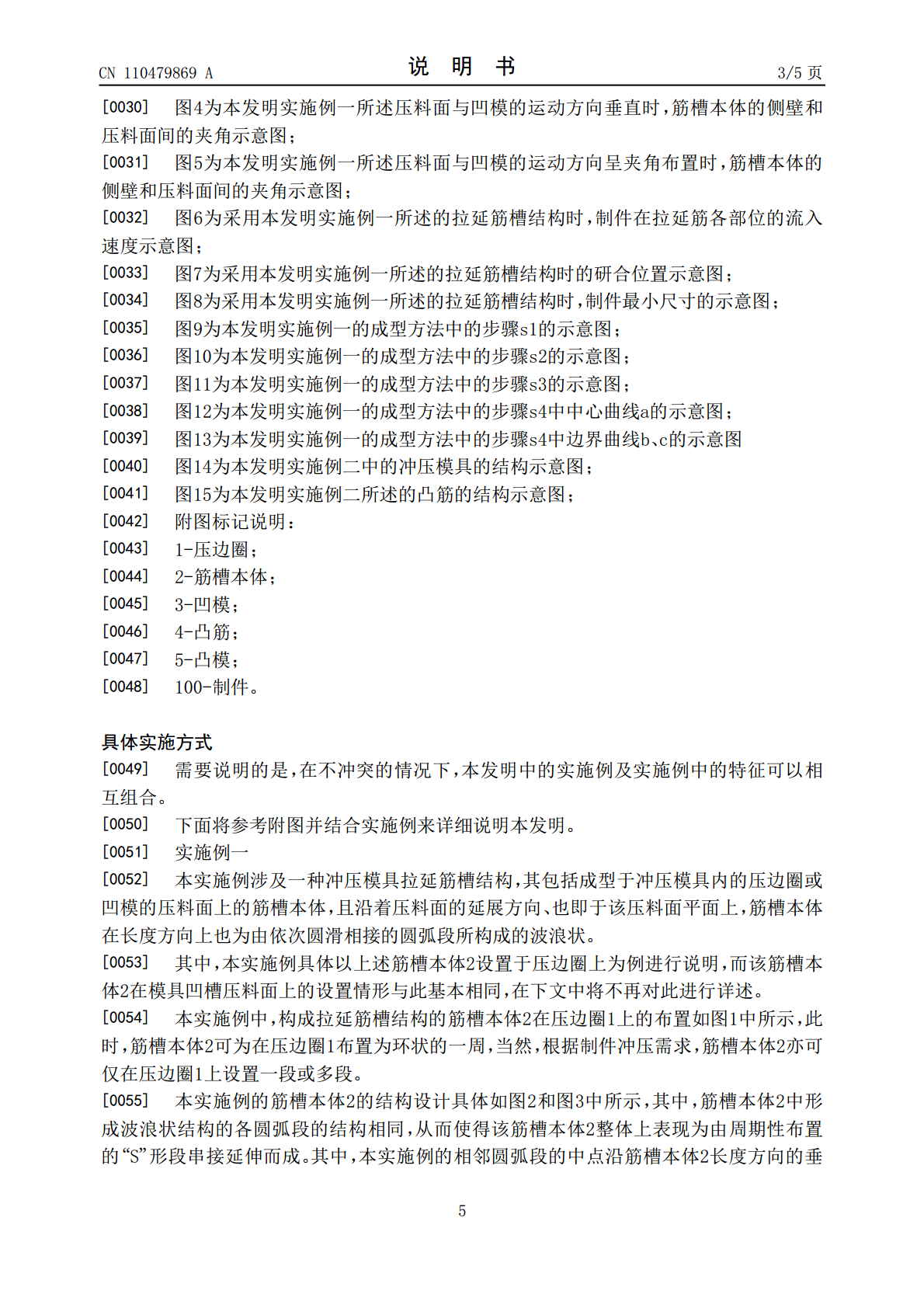
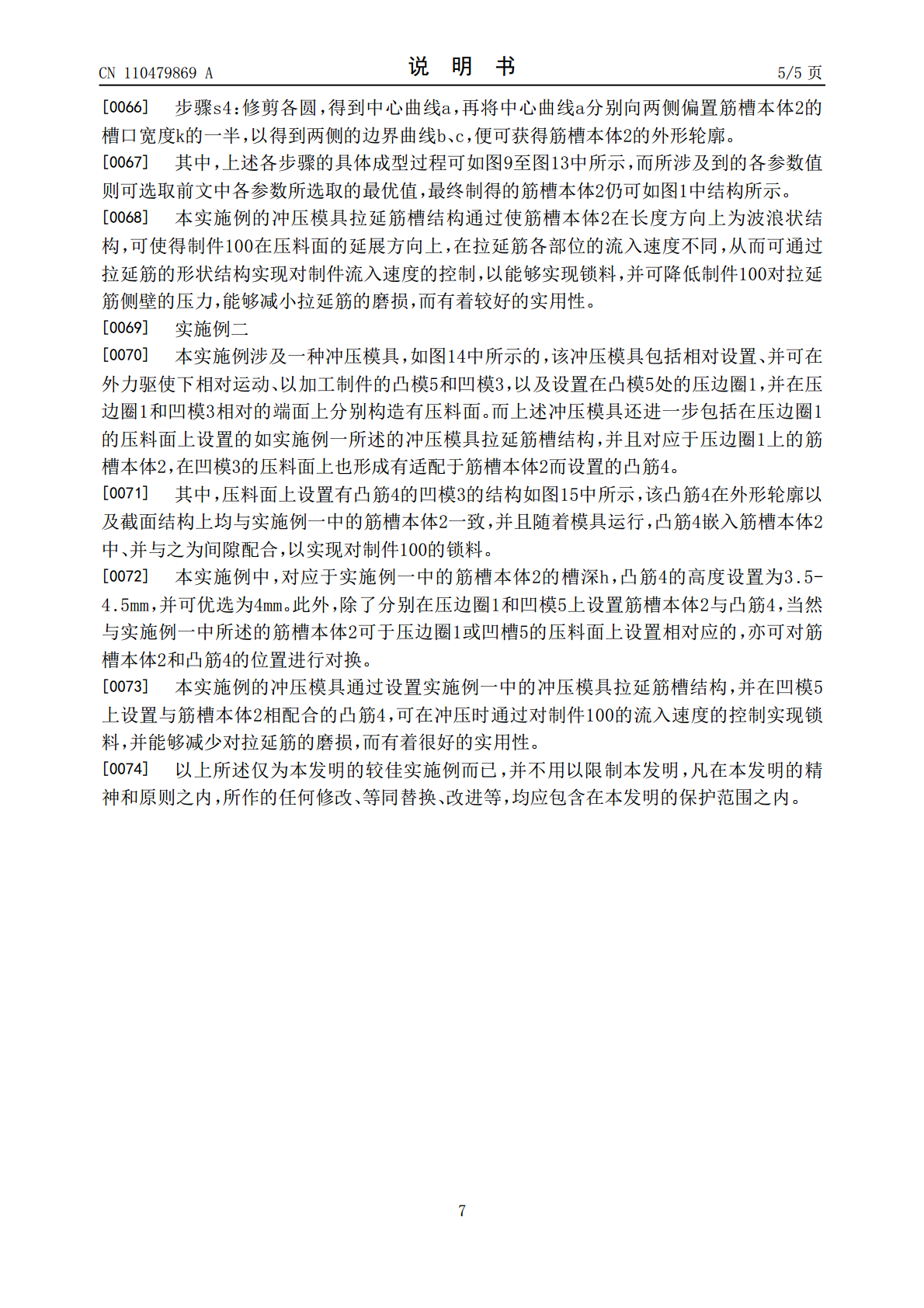
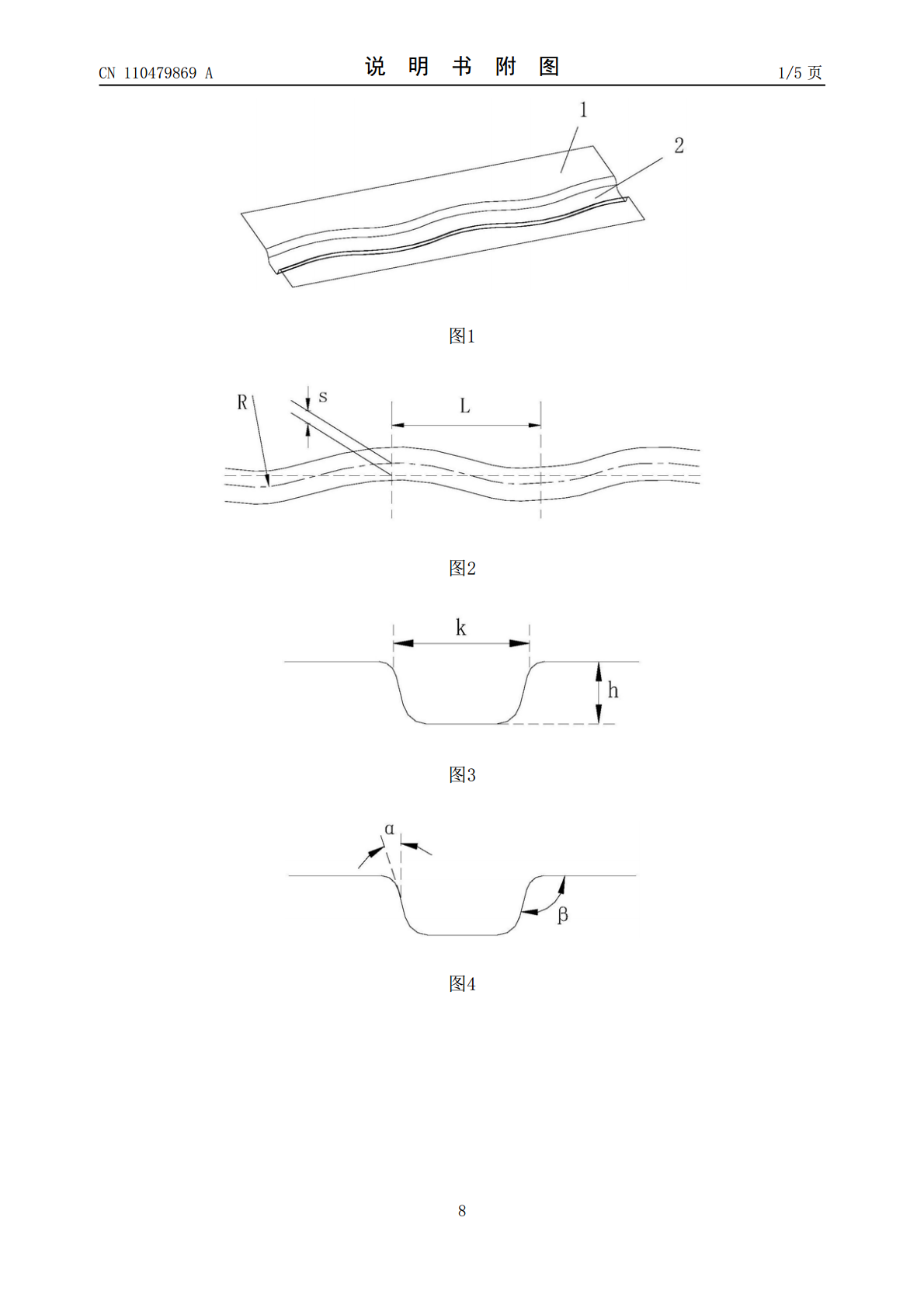
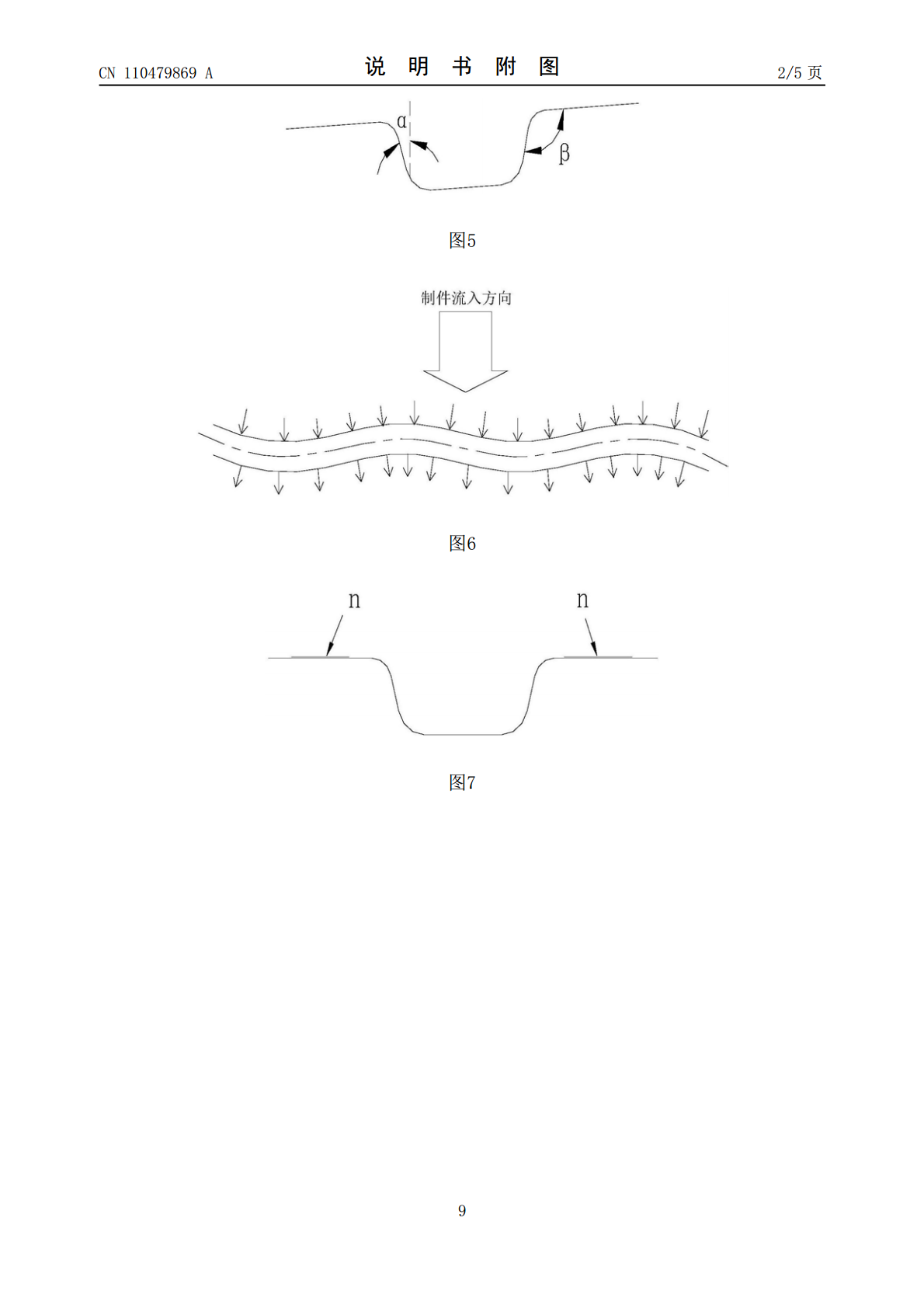
本发明提供了一种冲压模具拉延筋槽结构及其外形轮廓成型方法和冲压模具,本发明的冲压模具拉延筋槽结构包括成型于冲压模具内的压边圈或凹模的压料面上的筋槽本体,并且沿压料面的延展方向,筋槽本体在长度方向上为由依次圆滑相接的圆弧段构成的波浪状。本发明的冲压模具拉延筋槽结构通过使筋槽本体在长度方向上为由依次圆滑相接的圆弧段构成的波浪状,可使得制件在压料面的延展方向上,于拉延筋各部位的流入速度不同,以能够通过拉延筋的形状实现对制件流入速度的控制进行锁料,并可降低制件对拉延筋侧壁的压力,而能够减小拉延筋的磨损。

冲压模具结构及其成型方法介绍.pptx
1234567891011121314151617181920212223242526272829303132333435363738394041424344454647

冲压模具结构及其成型方法介绍.pptx
1234567891011121314151617181920212223242526272829303132333435363738394041424344454647
冲压模具结构和成型调试方法.pptx
冲压模具构造及成型调试措施冲压模具主要构造34冷冲模具图片模具设计规范连续模具构造图按工序种类分:压筋线原则模具设计规范打沙拉孔设计原则冲孔漏料构造种类Z形折弯设计经过冲子产品两边同步成型90度构造材料冲压过程冲压产品压毛刺机构白色通用1谢谢观看冲压模具料设计带图冲压模具组装侧视图产品角度微调机构23下模滑块构造两边同步成型内角度折弯构造设计技巧26拉深构造拉深构造一般材料拉深次数模具设计技巧模具设计前增长在料带上打2根加强压线,确保后续生产顺畅.凸包周围增长回压整形经过脱料板行程采用齿轮原理,将产品拉深
冲压成型方法、冲压模具及冲压系统.pdf
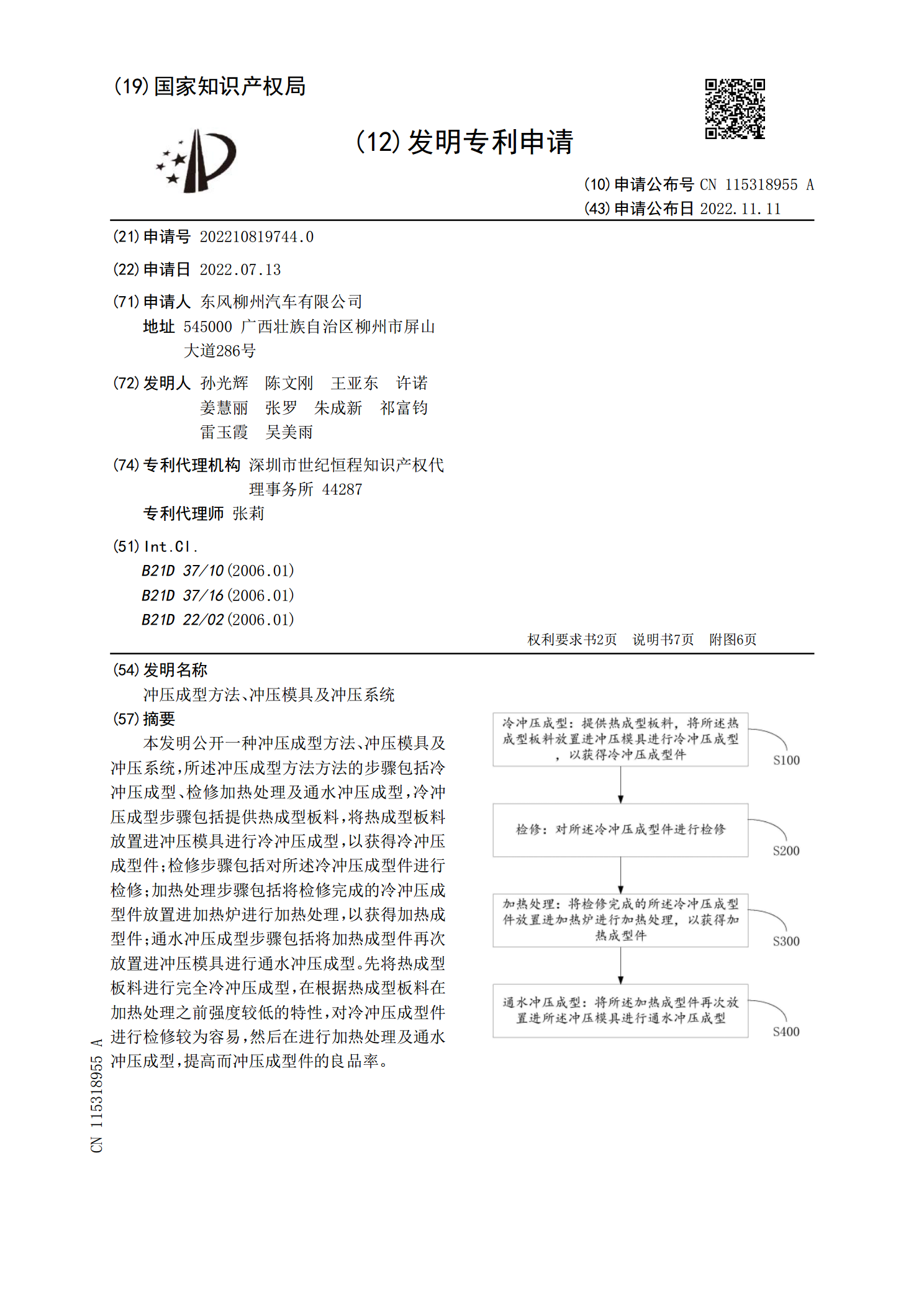
本发明公开一种冲压成型方法、冲压模具及冲压系统,所述冲压成型方法方法的步骤包括冷冲压成型、检修加热处理及通水冲压成型,冷冲压成型步骤包括提供热成型板料,将热成型板料放置进冲压模具进行冷冲压成型,以获得冷冲压成型件;检修步骤包括对所述冷冲压成型件进行检修;加热处理步骤包括将检修完成的冷冲压成型件放置进加热炉进行加热处理,以获得加热成型件;通水冲压成型步骤包括将加热成型件再次放置进冲压模具进行通水冲压成型。先将热成型板料进行完全冷冲压成型,在根据热成型板料在加热处理之前强度较低的特性,对冷冲压成型件进行检修较