
一种快速拆装轮毂盖及其制备方法.pdf

白凡****12

1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种快速拆装轮毂盖及其制备方法.pdf
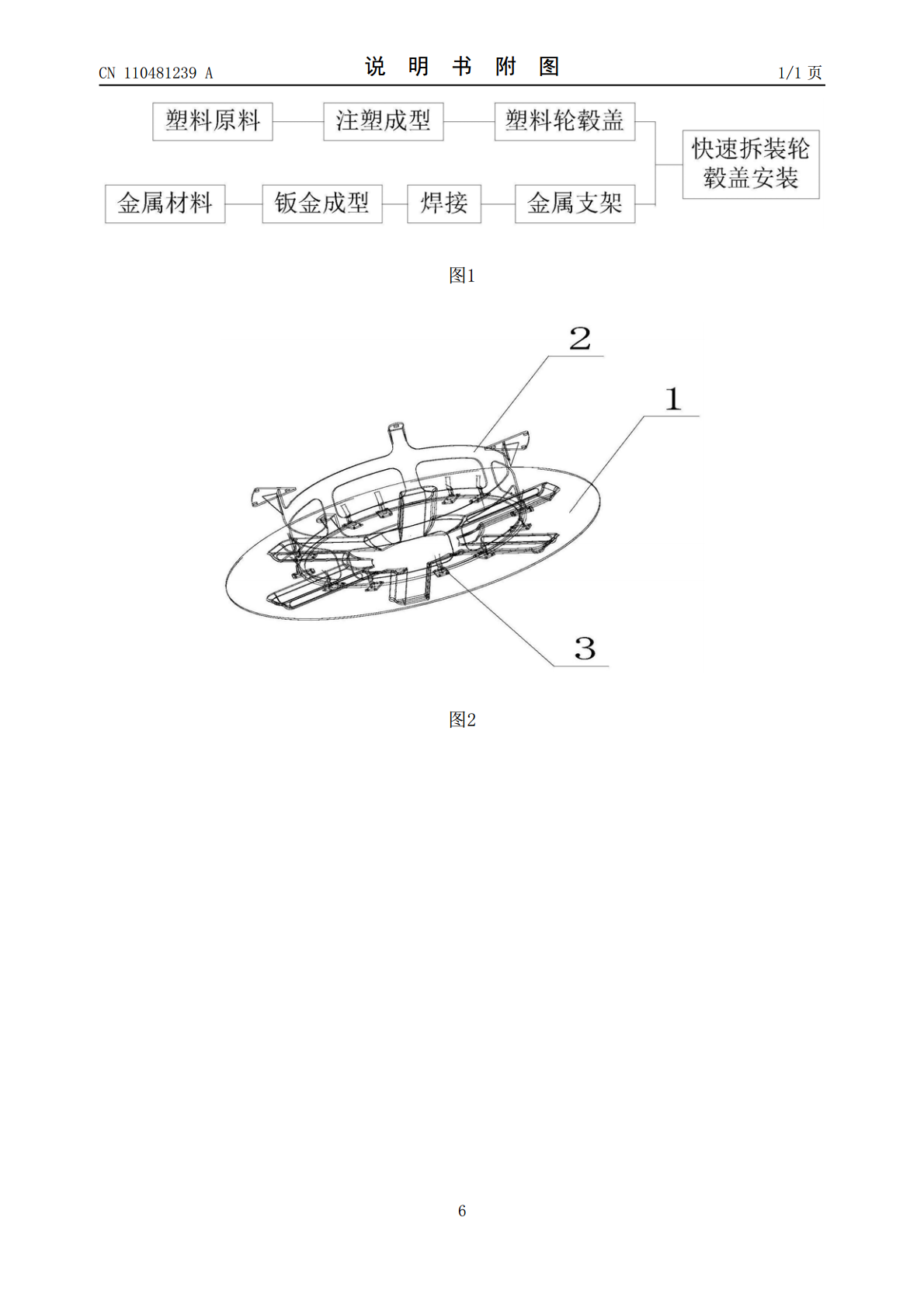
本发明属于多功能材料技术领域,公开了一种快速拆装轮毂盖及其制备方法,所述快速拆装轮毂盖的制备方法包括:制备塑料基材材轮毂盖,制备金属支架,安装轮毂盖。本发明制备的快速拆装轮毂盖具有重量轻、成型简单、成本低、效率高等优点;且具有拆装方便的特点,轮毂盖与支架间通过卡扣连接,具有拆装渐变,方便轮毂检修功能;本发明制备的快速拆装轮毂盖及支架可根据轮毂大小的不同,制备相应大小的支架和轮毂盖,总体上具有安装使用便捷,重量轻及环境性能优越的特点。

一种实现半轴快速拆装的FSAE赛车后轮毂及拆装方法.pdf
本发明公开了一种实现半轴快速拆装的FSAE赛车后轮毂及拆装方法,该后轮毂包括三柱槽壳和密封装置,三柱槽壳中心具有通腔,密封装置密封通腔;密封装置包括端盖、端盖垫圈、密封圆环和密封圆环垫圈,端盖和密封圆环分别与通腔相匹配;端盖将密封圆环压装在通腔处;在密封圆环一端中心设有环状梯台,端盖将端盖垫圈压装在环状梯台上;在密封圆环的外柱面上设有与其同心的环槽,密封圆环垫圈设置在环槽内,装配后,密封圆环垫圈的外表面与后轮毂的内表面紧密接触。拆卸半轴时,半轴一端撞击密封圆环,使密封圆环和半轴向车辆外侧移动,直至半轴另一
一种轮毂盖快速打磨装置.pdf
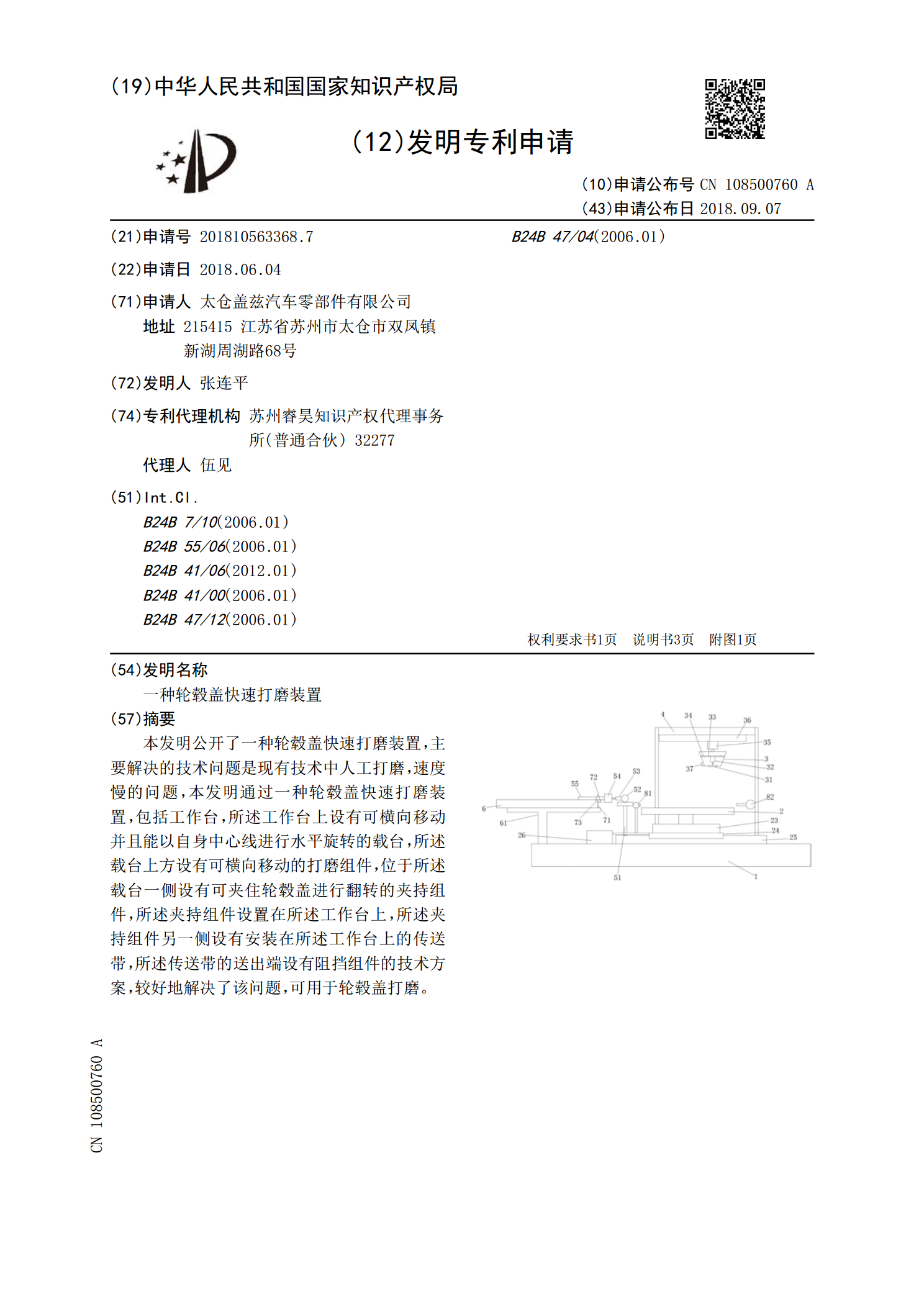
本发明公开了一种轮毂盖快速打磨装置,主要解决的技术问题是现有技术中人工打磨,速度慢的问题,本发明通过一种轮毂盖快速打磨装置,包括工作台,所述工作台上设有可横向移动并且能以自身中心线进行水平旋转的载台,所述载台上方设有可横向移动的打磨组件,位于所述载台一侧设有可夹住轮毂盖进行翻转的夹持组件,所述夹持组件设置在所述工作台上,所述夹持组件另一侧设有安装在所述工作台上的传送带,所述传送带的送出端设有阻挡组件的技术方案,较好地解决了该问题,可用于轮毂盖打磨。
一种快速拆装的轮毂铸造装置.pdf
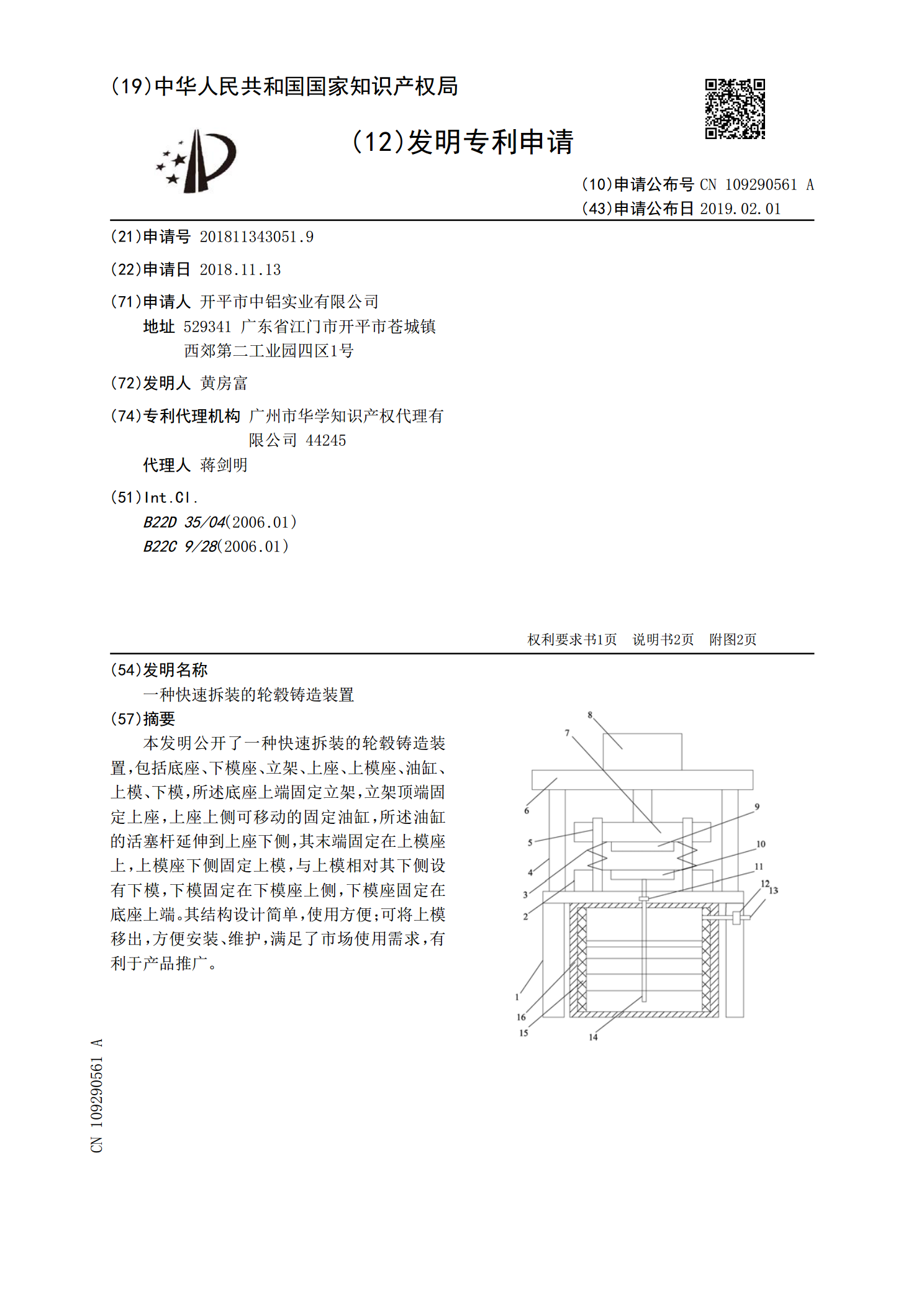
本发明公开了一种快速拆装的轮毂铸造装置,包括底座、下模座、立架、上座、上模座、油缸、上模、下模,所述底座上端固定立架,立架顶端固定上座,上座上侧可移动的固定油缸,所述油缸的活塞杆延伸到上座下侧,其末端固定在上模座上,上模座下侧固定上模,与上模相对其下侧设有下模,下模固定在下模座上侧,下模座固定在底座上端。其结构设计简单,使用方便;可将上模移出,方便安装、维护,满足了市场使用需求,有利于产品推广。
轮毂装饰盖及其安装方法.pdf
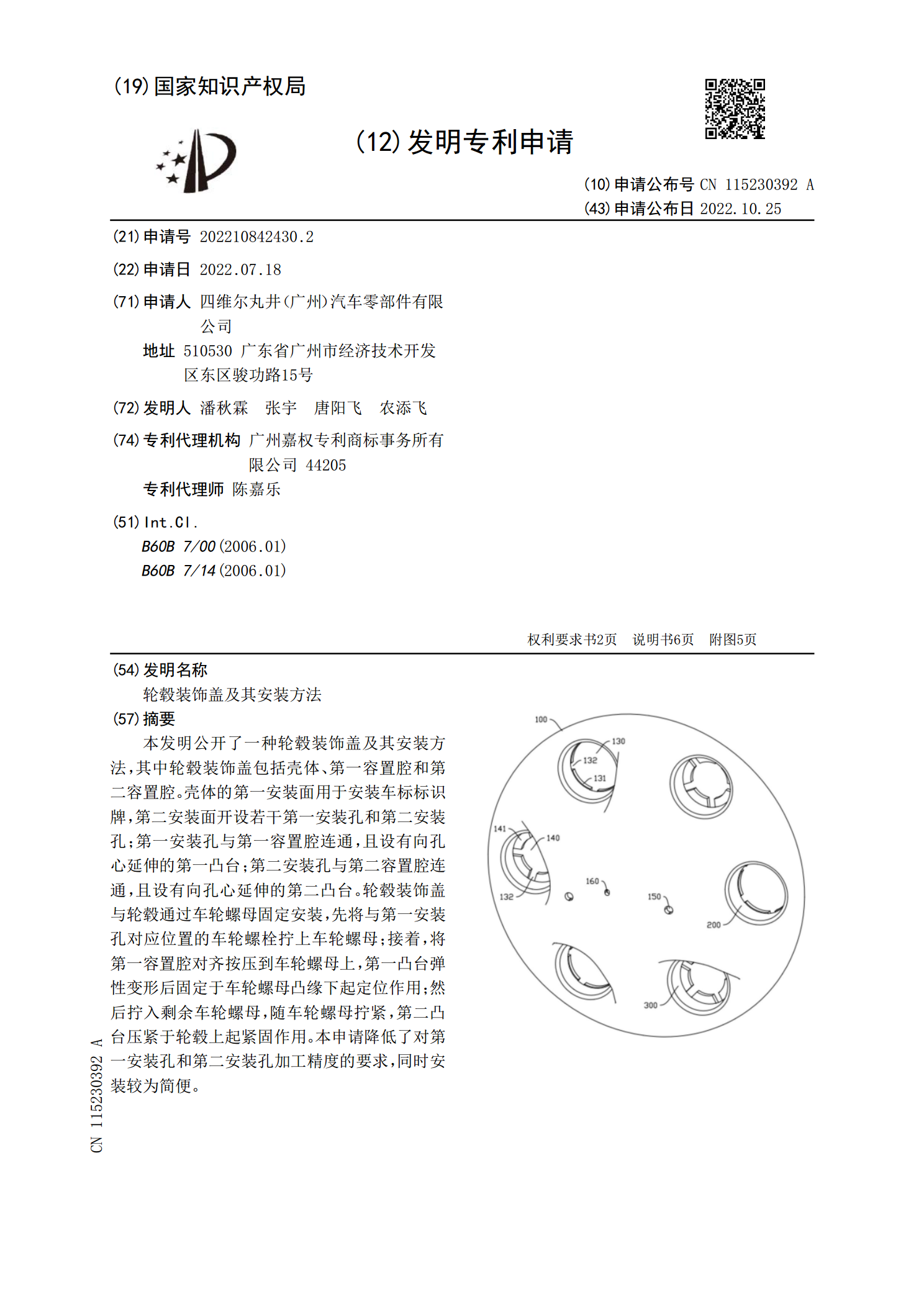
本发明公开了一种轮毂装饰盖及其安装方法,其中轮毂装饰盖包括壳体、第一容置腔和第二容置腔。壳体的第一安装面用于安装车标标识牌,第二安装面开设若干第一安装孔和第二安装孔;第一安装孔与第一容置腔连通,且设有向孔心延伸的第一凸台;第二安装孔与第二容置腔连通,且设有向孔心延伸的第二凸台。轮毂装饰盖与轮毂通过车轮螺母固定安装,先将与第一安装孔对应位置的车轮螺栓拧上车轮螺母;接着,将第一容置腔对齐按压到车轮螺母上,第一凸台弹性变形后固定于车轮螺母凸缘下起定位作用;然后拧入剩余车轮螺母,随车轮螺母拧紧,第二凸台压紧于轮毂