
一种钢筋焊接生产线中的网片翻转定位装置及其方法.pdf

Jo****63


1/10

2/10
3/10

4/10
5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种钢筋焊接生产线中的网片翻转定位装置及其方法.pdf
一种钢筋焊接生产线中的网片翻转定位装置及其方法,属于钢筋生产领域,所述翻转定位装置包括网片翻转机和网片定位机,网片翻转机设置在钢筋网焊接工序后,翻转机包括内侧框架和外侧框架,外侧框架左右两侧分别利用多个升降电缸支撑,内侧框架转动设置在外侧框架内,内侧框架上设置有网片夹紧装置,网片定位机为一对相对设置且沿水平方向相对滑动的L型结构部件,L型结构部件内设置有驱动辊轮,内侧框架位于一对L型结构部件中间位置,通过网片的翻转,可使两个网片正反叠加,缩小网片累加设置高度,增大一次搬运的网片数量,提高运输能力,免去用户
一种钢筋网片定位装置及其使用方法.pdf
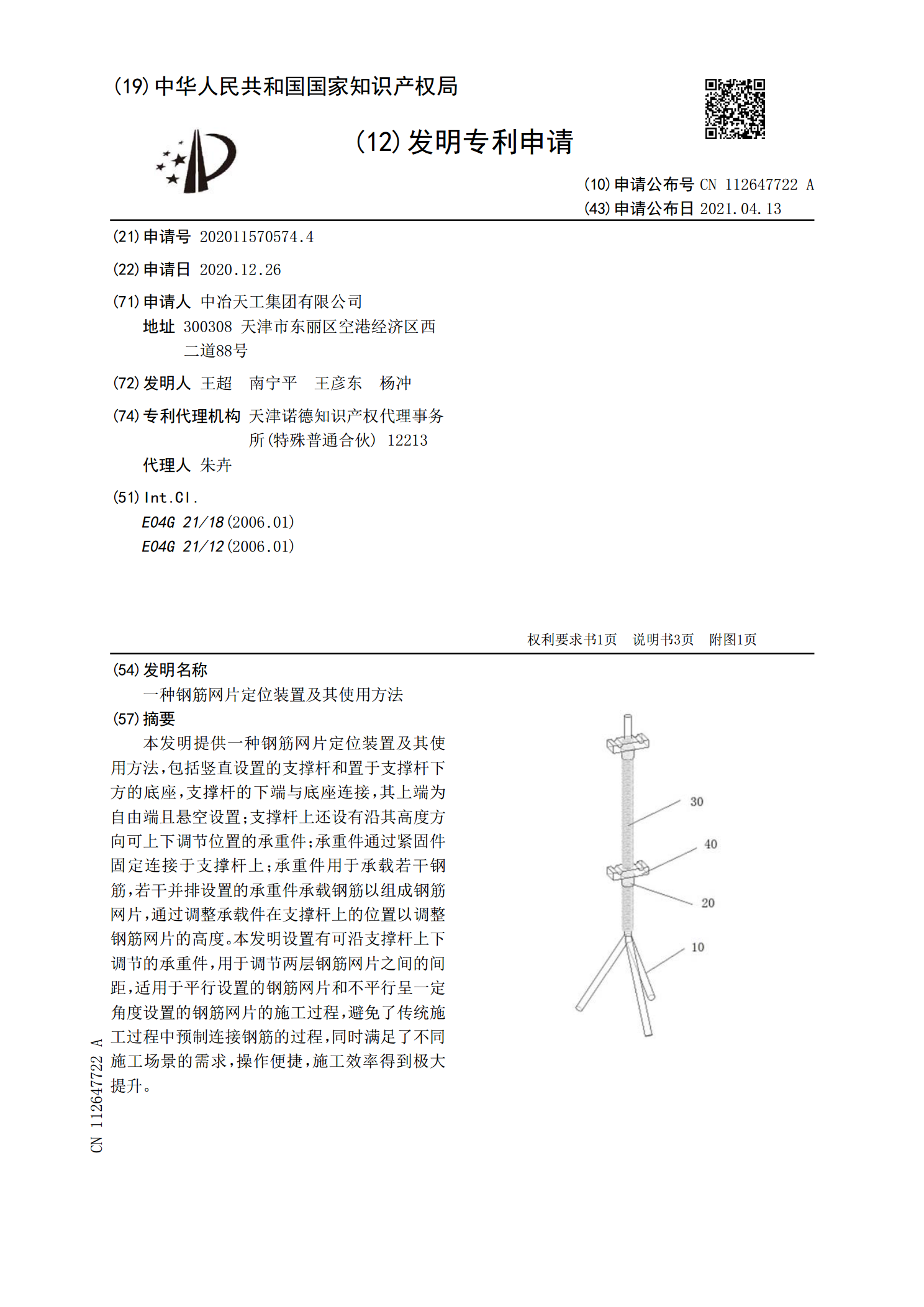
本发明提供一种钢筋网片定位装置及其使用方法,包括竖直设置的支撑杆和置于支撑杆下方的底座,支撑杆的下端与底座连接,其上端为自由端且悬空设置;支撑杆上还设有沿其高度方向可上下调节位置的承重件;承重件通过紧固件固定连接于支撑杆上;承重件用于承载若干钢筋,若干并排设置的承重件承载钢筋以组成钢筋网片,通过调整承载件在支撑杆上的位置以调整钢筋网片的高度。本发明设置有可沿支撑杆上下调节的承重件,用于调节两层钢筋网片之间的间距,适用于平行设置的钢筋网片和不平行呈一定角度设置的钢筋网片的施工过程,避免了传统施工过程中预制连
一种建筑钢筋网片焊接装置.pdf
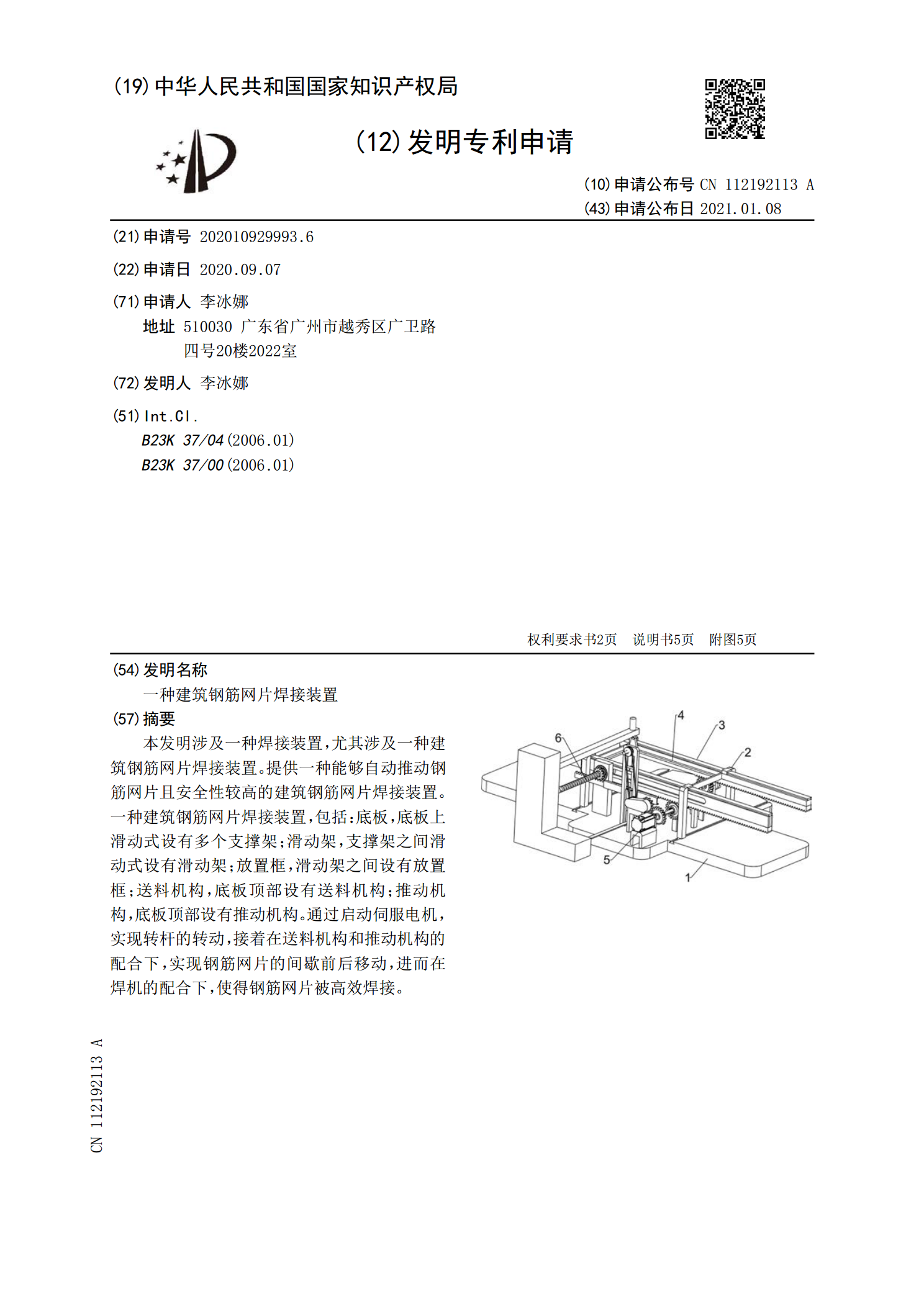
本发明涉及一种焊接装置,尤其涉及一种建筑钢筋网片焊接装置。提供一种能够自动推动钢筋网片且安全性较高的建筑钢筋网片焊接装置。一种建筑钢筋网片焊接装置,包括:底板,底板上滑动式设有多个支撑架;滑动架,支撑架之间滑动式设有滑动架;放置框,滑动架之间设有放置框;送料机构,底板顶部设有送料机构;推动机构,底板顶部设有推动机构。通过启动伺服电机,实现转杆的转动,接着在送料机构和推动机构的配合下,实现钢筋网片的间歇前后移动,进而在焊机的配合下,使得钢筋网片被高效焊接。

钢筋网片焊接调整装置.pdf
本实用新型公开了钢筋网片焊接调整装置,涉及钢筋焊接设备技术领域,包括安装底板,所述安装底板的顶部安装有两个对称分布的横向安装件,所述横向安装件的内部固定连接有等距分布的固定箱,所述固定箱的内部均安装有间距调节组件,本实用新型有益增效:设置有横向安装件、限位组件和间距调节组件,通过两个第三螺栓对钢筋主体进行限位,提高了焊接时的稳定效果,减少焊接误差,从而加快了整体的作业效率,设置有竖向安装件、插杆、第二螺栓和限位槽,根据所需选择对应的限位槽进行放入,通过第二螺栓进行固定,第二螺栓根据所需进行更换长短尺寸,满
一种钢筋笼焊接装置及其焊接方法.pdf
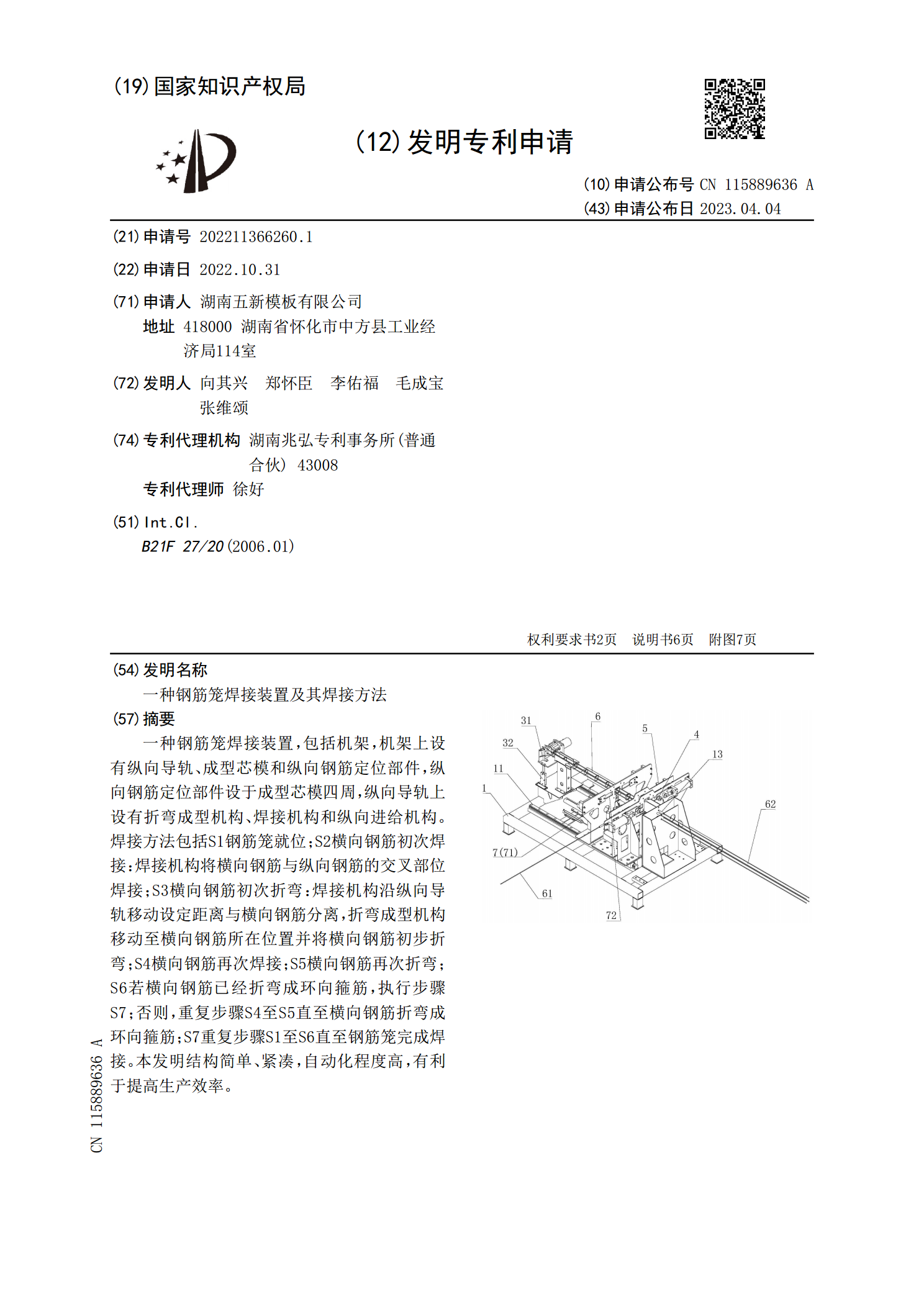
一种钢筋笼焊接装置,包括机架,机架上设有纵向导轨、成型芯模和纵向钢筋定位部件,纵向钢筋定位部件设于成型芯模四周,纵向导轨上设有折弯成型机构、焊接机构和纵向进给机构。焊接方法包括S1钢筋笼就位;S2横向钢筋初次焊接:焊接机构将横向钢筋与纵向钢筋的交叉部位焊接;S3横向钢筋初次折弯:焊接机构沿纵向导轨移动设定距离与横向钢筋分离,折弯成型机构移动至横向钢筋所在位置并将横向钢筋初步折弯;S4横向钢筋再次焊接;S5横向钢筋再次折弯;S6若横向钢筋已经折弯成环向箍筋,执行步骤S7;否则,重复步骤S4至S5直至横向钢筋