
小型零件尺寸在线检测与自动分拣装置和方法.pdf

元容****少女

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

小型零件尺寸在线检测与自动分拣装置和方法.pdf
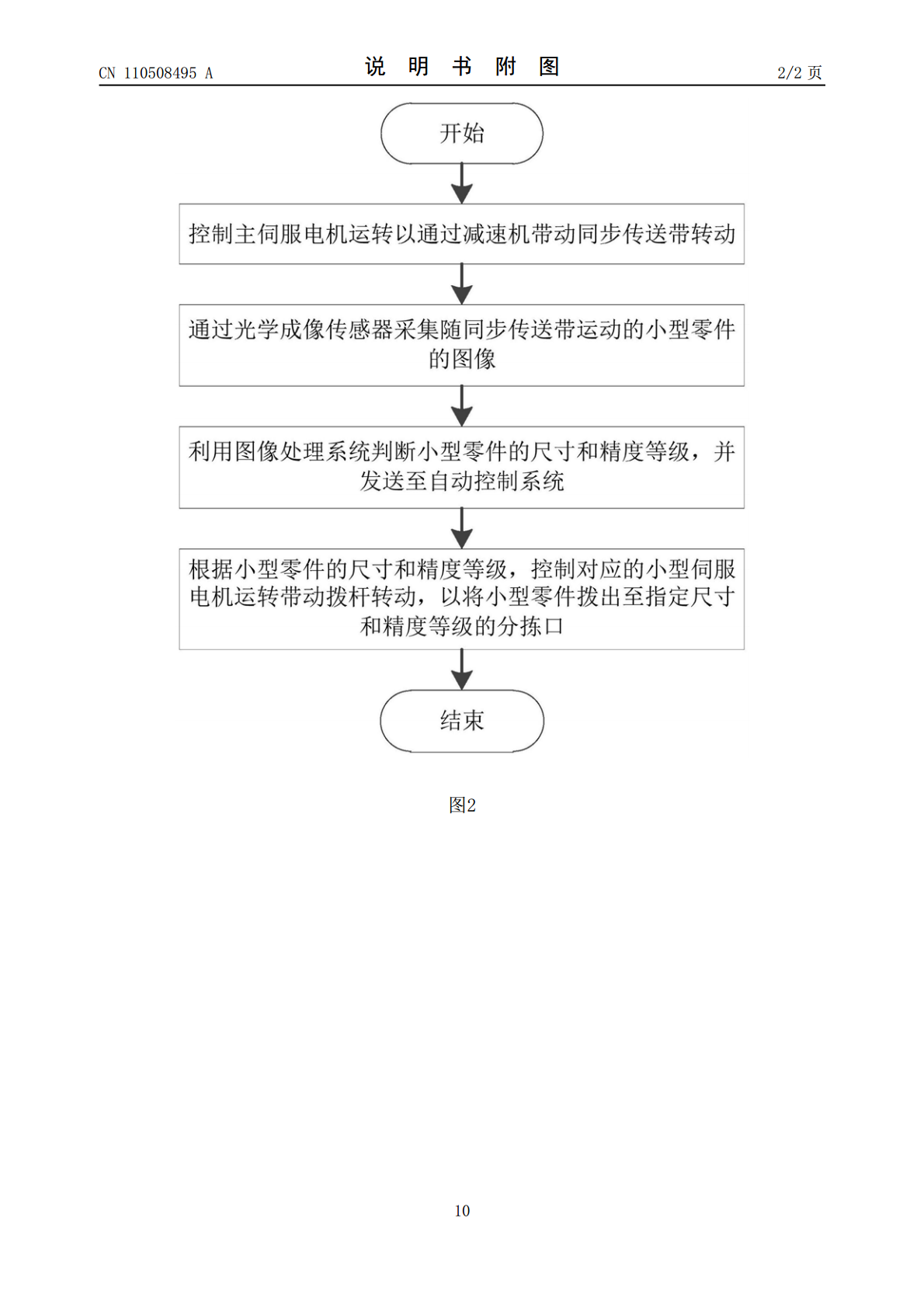
本发明公开了一种小型零件尺寸在线检测与自动分拣装置和方法,其中自动分拣装置中,减速机与主伺服电机相装配;同步传送组件包括张紧轮、转向轮和同步传送带,减速机带动同步传送带转动;光学成像传感器的视场覆盖同步传送带的宽度方向;小型伺服电机‑减速机组件包括与拨杆相连接,拨杆安装于同步传送带边缘,在拨杆转动时扫过同步传送带使得小型零件被拨出同步传送带;自动控制系统和图像处理系统安装于安装地柜内,图像处理系统与光学成像传感器相连接,自动控制系统分别与主伺服电机、小型伺服电机和图像处理系统相连接。通过本发明的技术方案,
零件尺寸自动化检测装置及方法.pdf
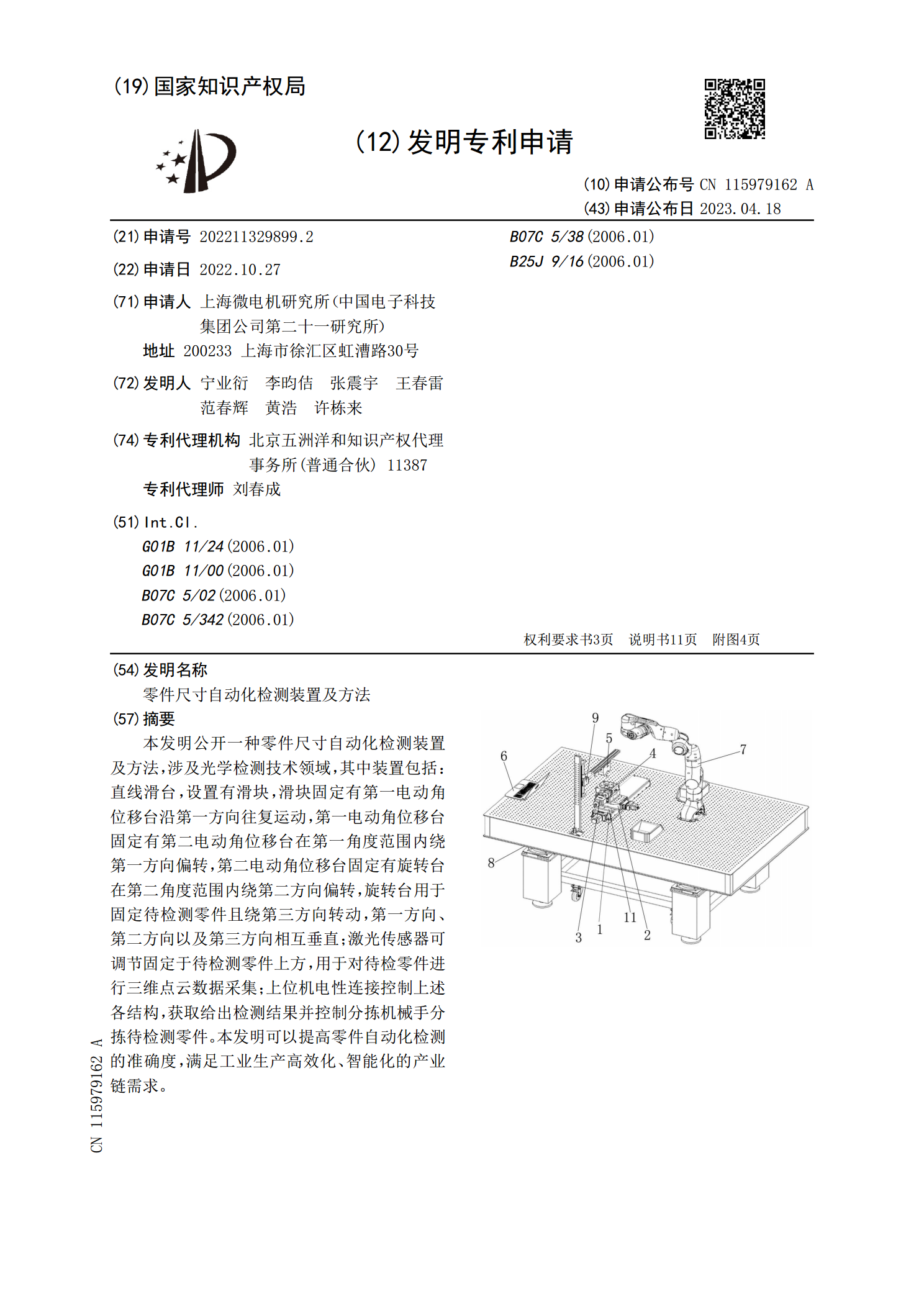
本发明公开一种零件尺寸自动化检测装置及方法,涉及光学检测技术领域,其中装置包括:直线滑台,设置有滑块,滑块固定有第一电动角位移台沿第一方向往复运动,第一电动角位移台固定有第二电动角位移台在第一角度范围内绕第一方向偏转,第二电动角位移台固定有旋转台在第二角度范围内绕第二方向偏转,旋转台用于固定待检测零件且绕第三方向转动,第一方向、第二方向以及第三方向相互垂直;激光传感器可调节固定于待检测零件上方,用于对待检零件进行三维点云数据采集;上位机电性连接控制上述各结构,获取给出检测结果并控制分拣机械手分拣待检测零件

一种小型化城轨轮对尺寸在线检测装置及方法.pdf
本发明公开了一种小型化城轨轮对尺寸在线检测装置及方法。该装置包括激光位移传感器、步进电机滑动导轨、安装架、限位柱、固定架、垫块、变磁吸附机构、蓝牙装置、电机驱动器和移动电源;其中固定架顶端设置安装架,中端设置限位柱,底端两侧分别设置垫块和变磁吸附机构;安装架一侧与步进电机滑动导轨相连,另一侧设置蓝牙装置、电机驱动器和移动电源;步进电机滑动导轨上设置激光位移传感器。方法为:建立平面直角坐标系;将小型化城轨轮对尺寸在线检测装置吸附在待测轮对内侧;使用步进电机滑动导轨带动激光位移传感器,沿轮对轴线方向扫描轮对表

自动分拣检测装置.pdf
本发明公开了一种自动分拣检测装置,可用于医用消毒棉片自动分拣与检测,也可用于类似产品的分拣与检测。该装置包括条形承载机架,所述条形承载机架上表面固定连接工作台,工作台上表面一端为台式高速自动分页机,所述台式高速自动分页机上方设滑杆支撑架,一个所述滑杆支撑架上安装与高速自动分页机上表面相匹配的堆垛机构,台式高速自动分页机边缘处连接一组带视觉传感器检测设备的传送带,一个传送带边缘处连接步进电机操控的分拣转盘。本发明操作简单,便于通过控制进行高速计数,按照规定数量分拣,通过摄像头捕捉图像信息,检测拍摄对象的数量
基于机器视觉的轮毂外观自动分拣装置、分拣方法和分拣系统.pdf
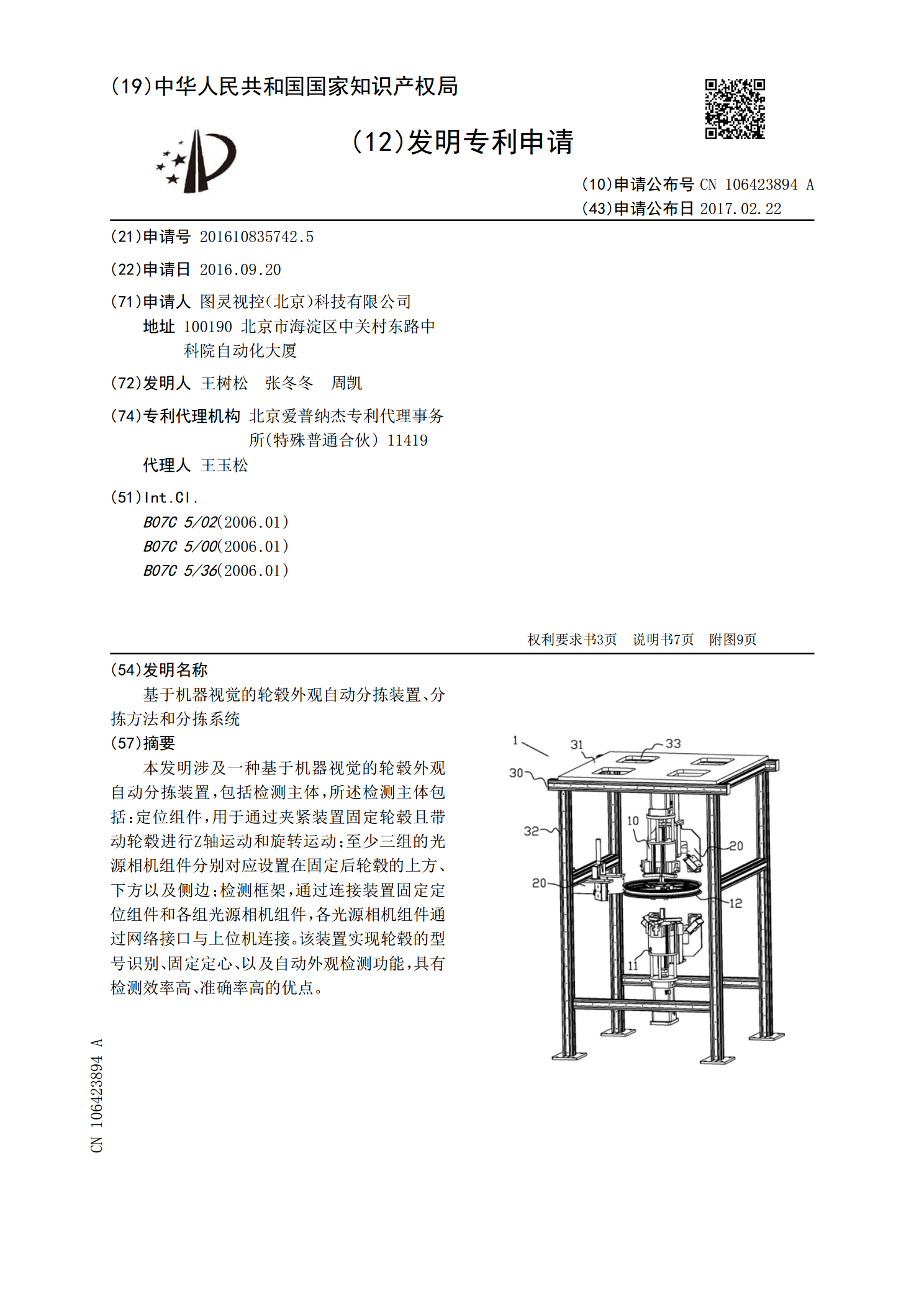
本发明涉及一种基于机器视觉的轮毂外观自动分拣装置,包括检测主体,所述检测主体包括:定位组件,用于通过夹紧装置固定轮毂且带动轮毂进行Z轴运动和旋转运动;至少三组的光源相机组件分别对应设置在固定后轮毂的上方、下方以及侧边;检测框架,通过连接装置固定定位组件和各组光源相机组件,各光源相机组件通过网络接口与上位机连接。该装置实现轮毂的型号识别、固定定心、以及自动外观检测功能,具有检测效率高、准确率高的优点。