
球形舱体赤道缝的电子束焊接接头结构及其焊接方法.pdf

文光****iu

1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
球形舱体赤道缝的电子束焊接接头结构及其焊接方法.pdf
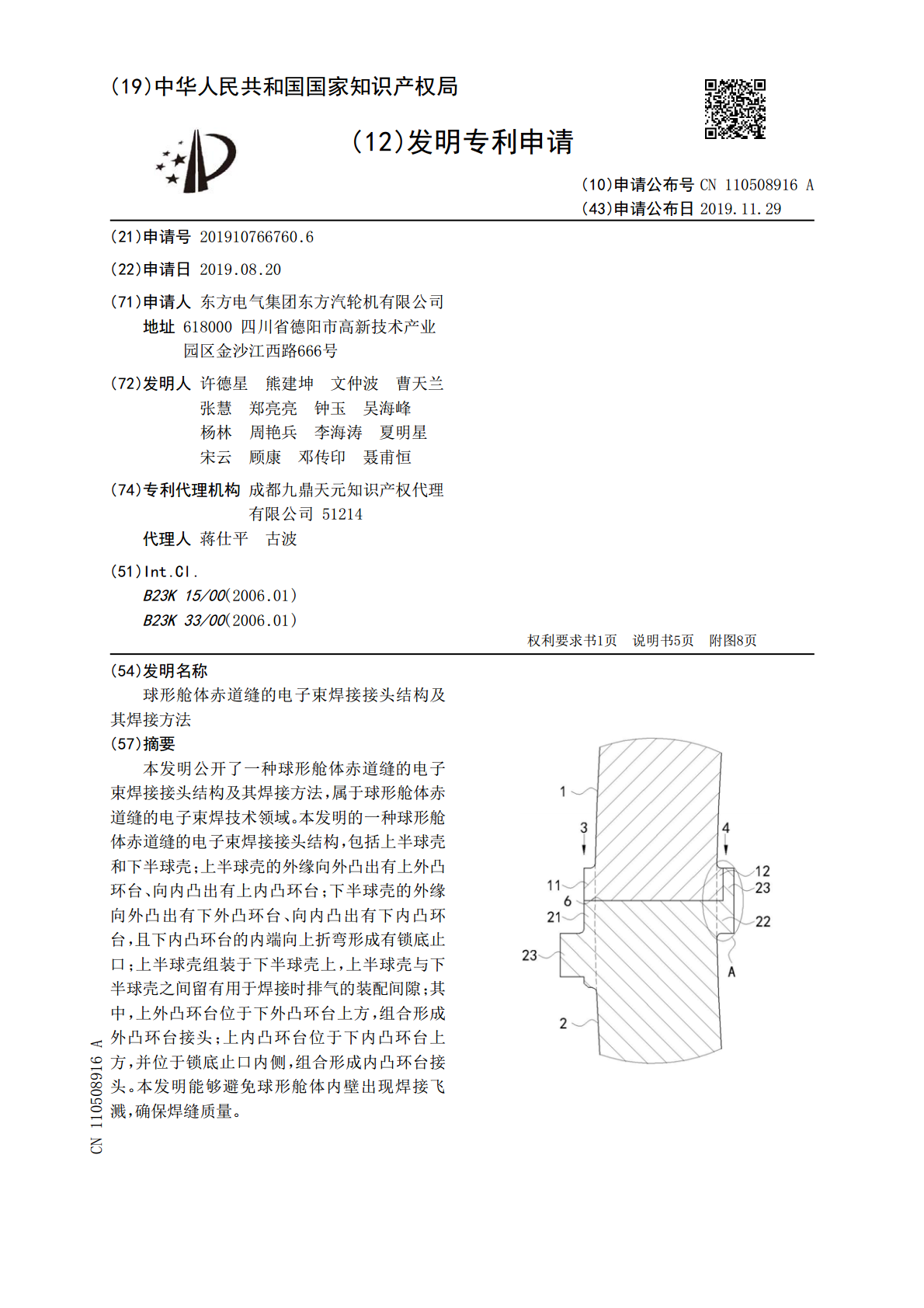
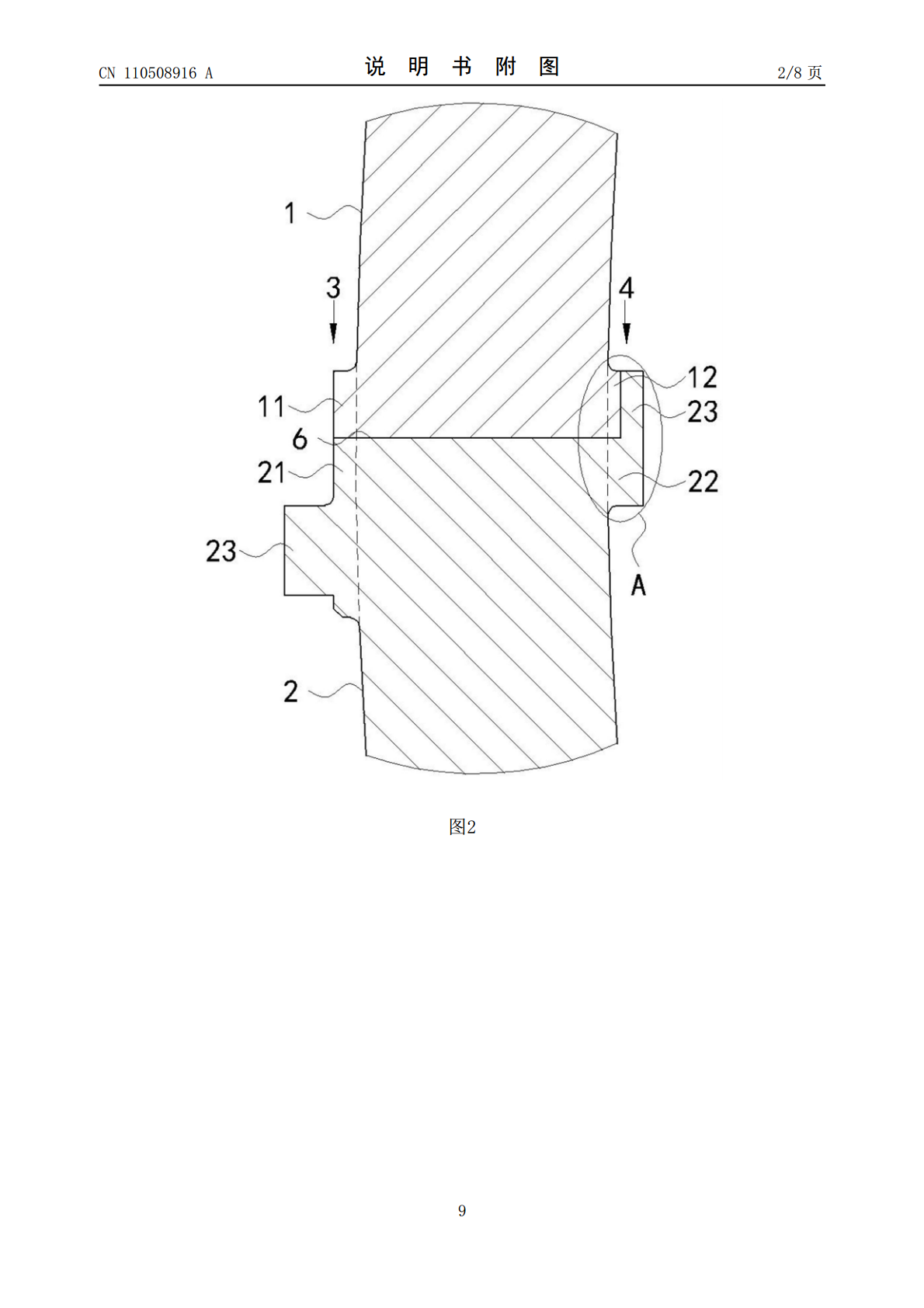
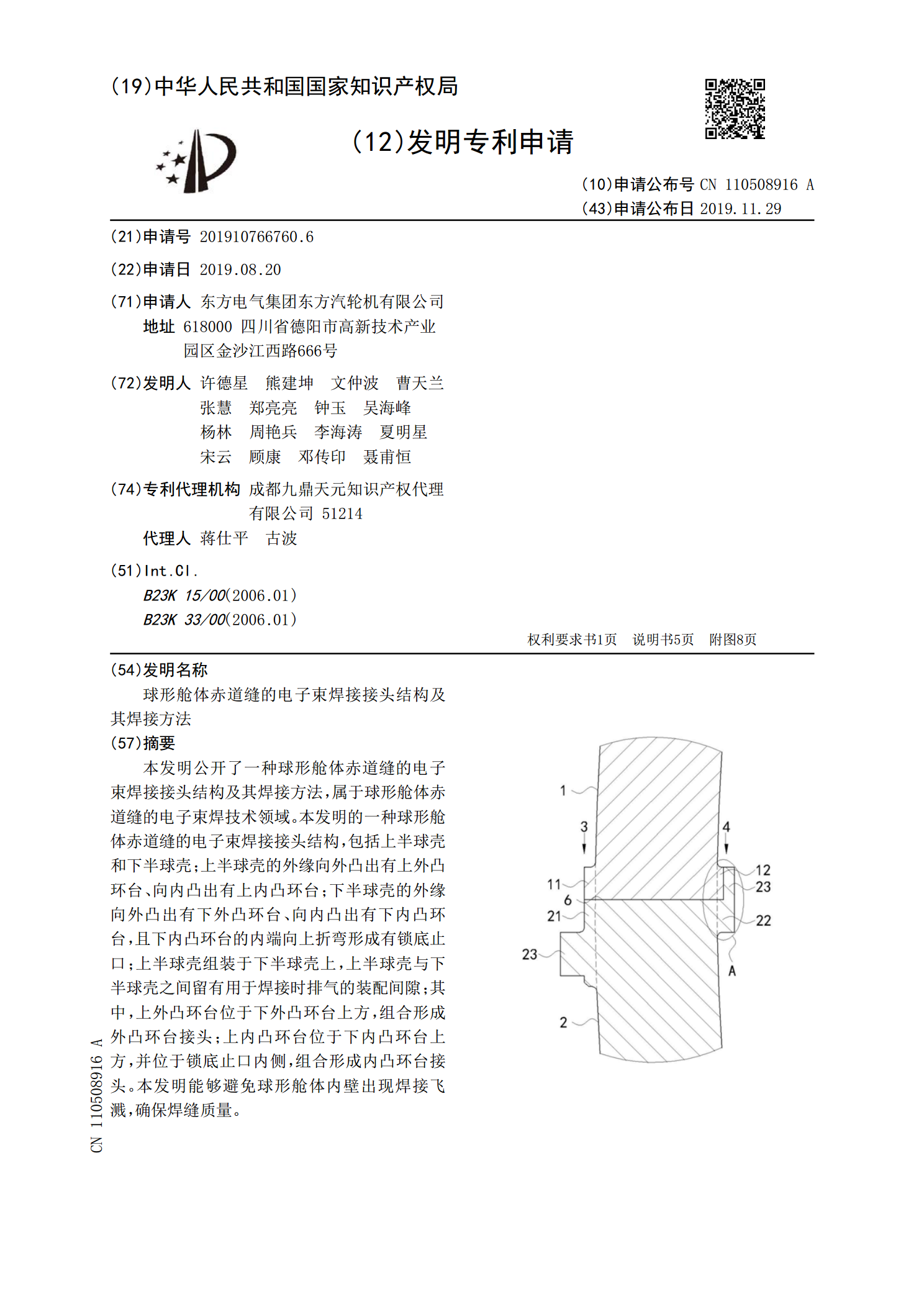
本发明公开了一种球形舱体赤道缝的电子束焊接接头结构及其焊接方法,属于球形舱体赤道缝的电子束焊技术领域。本发明的一种球形舱体赤道缝的电子束焊接接头结构,包括上半球壳和下半球壳;上半球壳的外缘向外凸出有上外凸环台、向内凸出有上内凸环台;下半球壳的外缘向外凸出有下外凸环台、向内凸出有下内凸环台,且下内凸环台的内端向上折弯形成有锁底止口;上半球壳组装于下半球壳上,上半球壳与下半球壳之间留有用于焊接时排气的装配间隙;其中,上外凸环台位于下外凸环台上方,组合形成外凸环台接头;上内凸环台位于下内凸环台上方,并位于锁底止

TC4钛合金球形高压气瓶赤道缝电子束焊接研究.docx
TC4钛合金球形高压气瓶赤道缝电子束焊接研究摘要:本文研究了TC4钛合金球形高压气瓶赤道缝电子束焊接的工艺参数及焊接质量控制,通过对实验结果的分析,得出最佳的焊接参数并对焊接接头进行了性能测试,结果表明,使用优化的电子束焊接工艺,可以得到优质的焊接接头。引言:TC4钛合金球形高压气瓶广泛应用于航空、航天、汽车、石油、化工等领域,是一种重要的高强度、轻量化的新型压力容器结构。由于其在服务过程中需要承受高压、高温和高应力等极端工况的影响,其焊接质量的优劣直接影响着其使用寿命和安全性能。因此,对TC4钛合金球形
舱体搭接结构的焊接方法.pdf
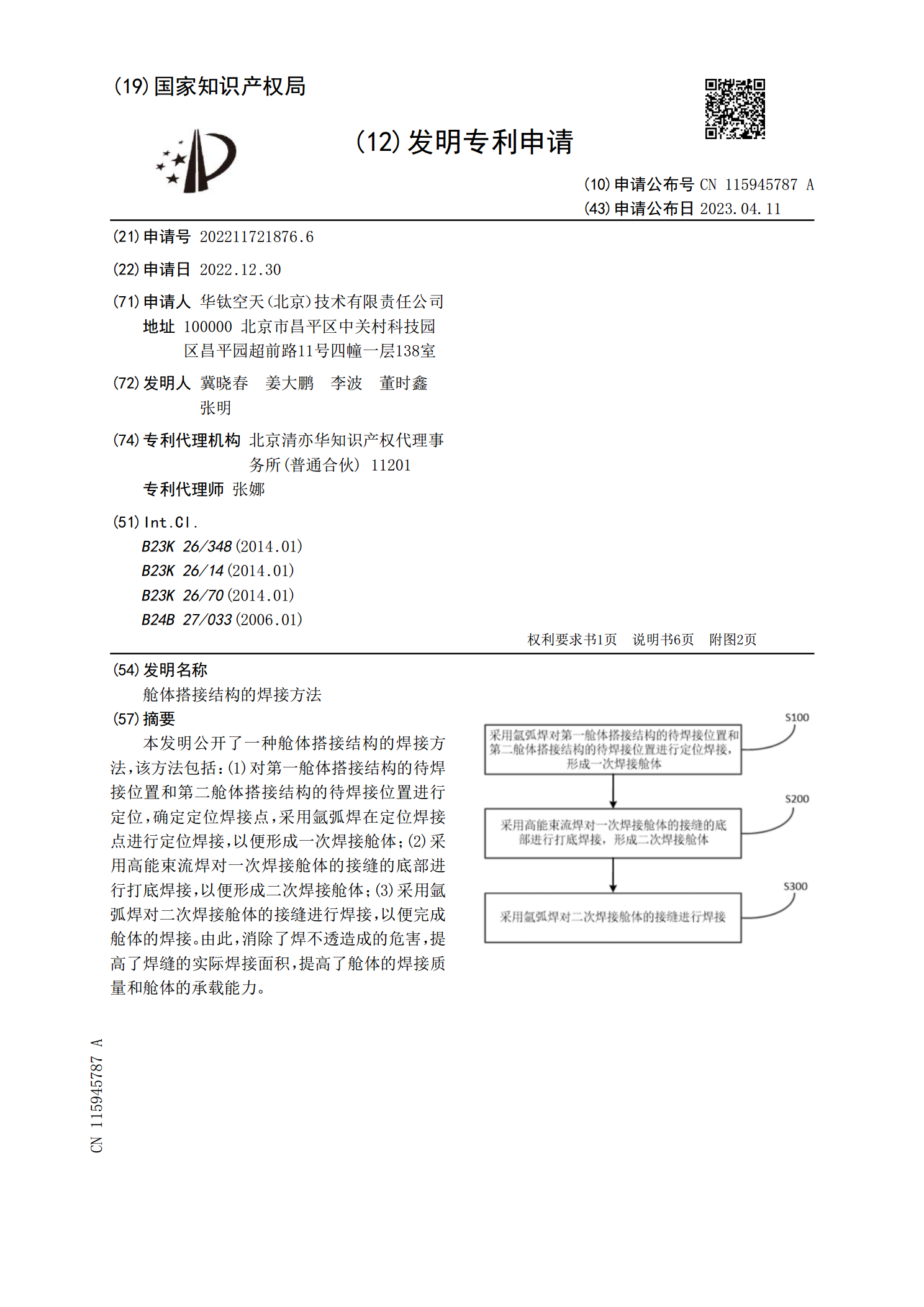
本发明公开了一种舱体搭接结构的焊接方法,该方法包括:(1)对第一舱体搭接结构的待焊接位置和第二舱体搭接结构的待焊接位置进行定位,确定定位焊接点,采用氩弧焊在定位焊接点进行定位焊接,以便形成一次焊接舱体;(2)采用高能束流焊对一次焊接舱体的接缝的底部进行打底焊接,以便形成二次焊接舱体;(3)采用氩弧焊对二次焊接舱体的接缝进行焊接,以便完成舱体的焊接。由此,消除了焊不透造成的危害,提高了焊缝的实际焊接面积,提高了舱体的焊接质量和舱体的承载能力。
一种电子束焊接接头结构.pdf
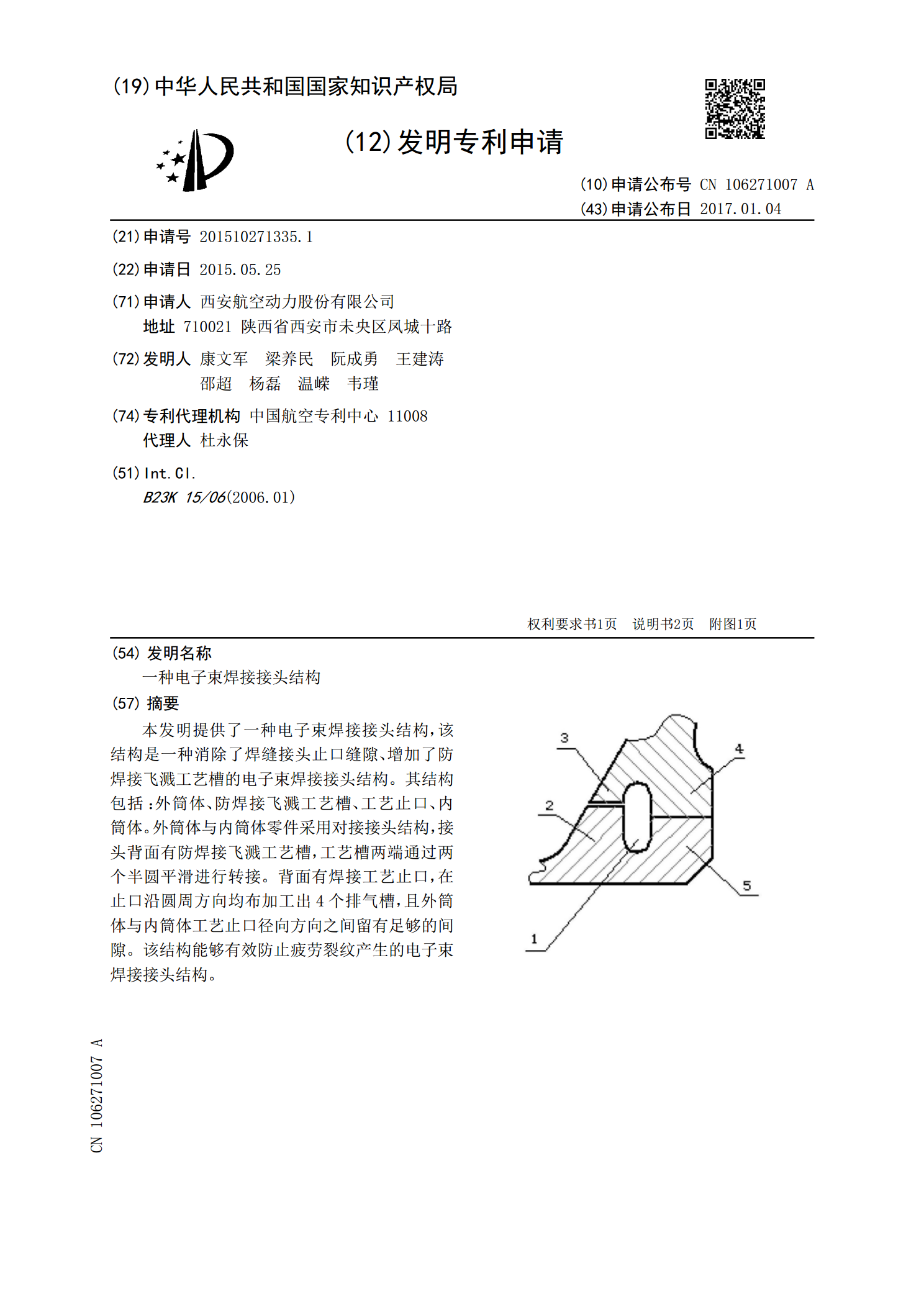
本发明提供了一种电子束焊接接头结构,该结构是一种消除了焊缝接头止口缝隙、增加了防焊接飞溅工艺槽的电子束焊接接头结构。其结构包括:外筒体、防焊接飞溅工艺槽、工艺止口、内筒体。外筒体与内筒体零件采用对接接头结构,接头背面有防焊接飞溅工艺槽,工艺槽两端通过两个半圆平滑进行转接。背面有焊接工艺止口,在止口沿圆周方向均布加工出4个排气槽,且外筒体与内筒体工艺止口径向方向之间留有足够的间隙。该结构能够有效防止疲劳裂纹产生的电子束焊接接头结构。

焊接接头及焊接结构的强度.docx
第二单元焊接接头及焊接结构的强度(课本习题)模块一一、填空题(将正确答案填在横线上)1.焊接接头是由、、组成的。2.焊接接头的两个基本属性是:和。3.影响焊接接头性能的主要因素可归纳为:和两个方面。4.焊接接头的坡口形式可根据、、等因素进行选择。5.焊接接头的基本形式有四种:、、、。二、判断题(在题末括号内,对画√,错画×)1.在焊接接头的四种形式中,最好的接头形式是搭接接头。()2.开焊接坡口的目的是为了焊缝美观。()3.同样的母材,相同的板厚,开V形坡口焊接要比X形坡口变形小。()4.坡口形式与焊接方