
全自动数控镀锌机.pdf

永香****能手

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
全自动数控镀锌机.pdf
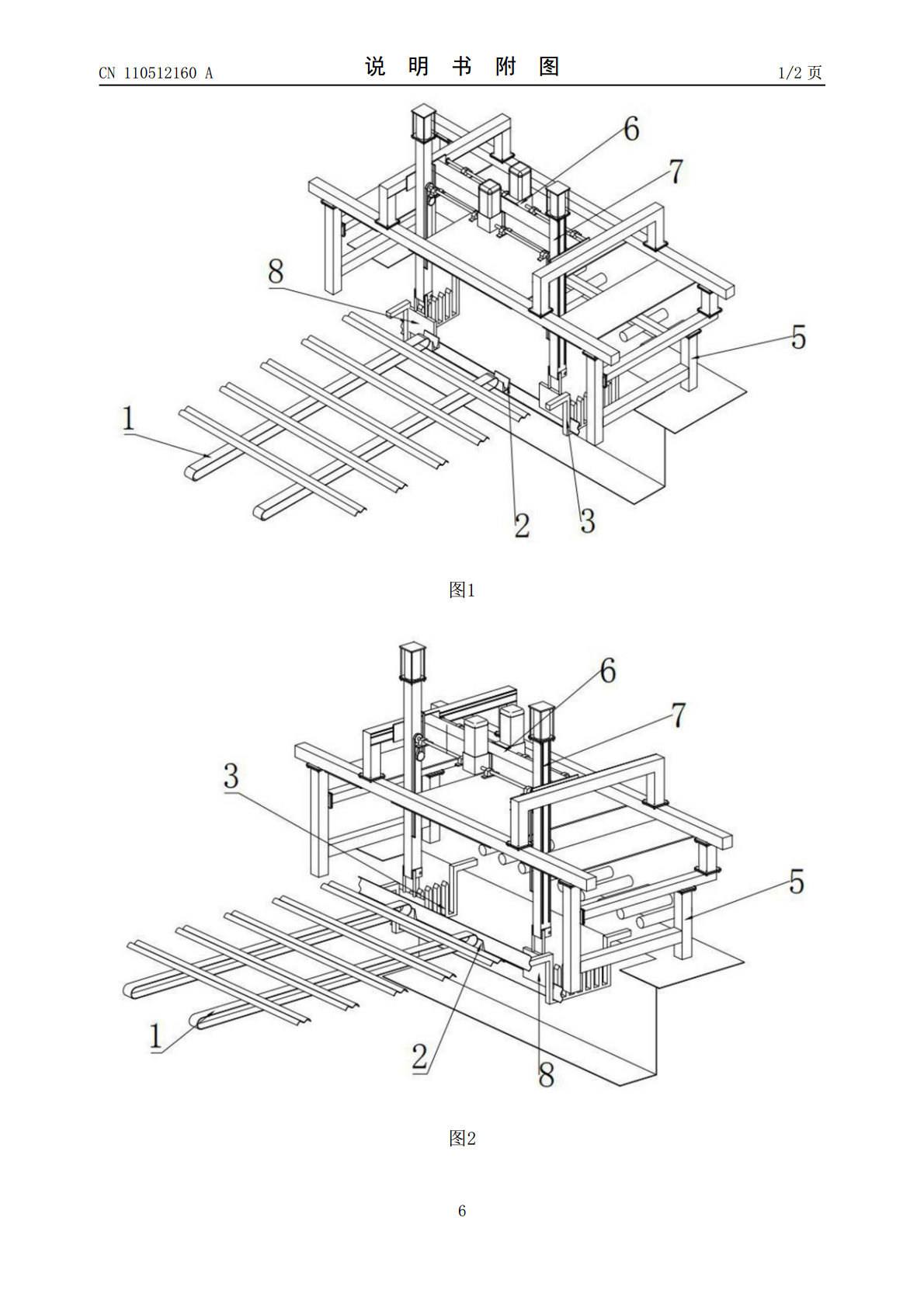
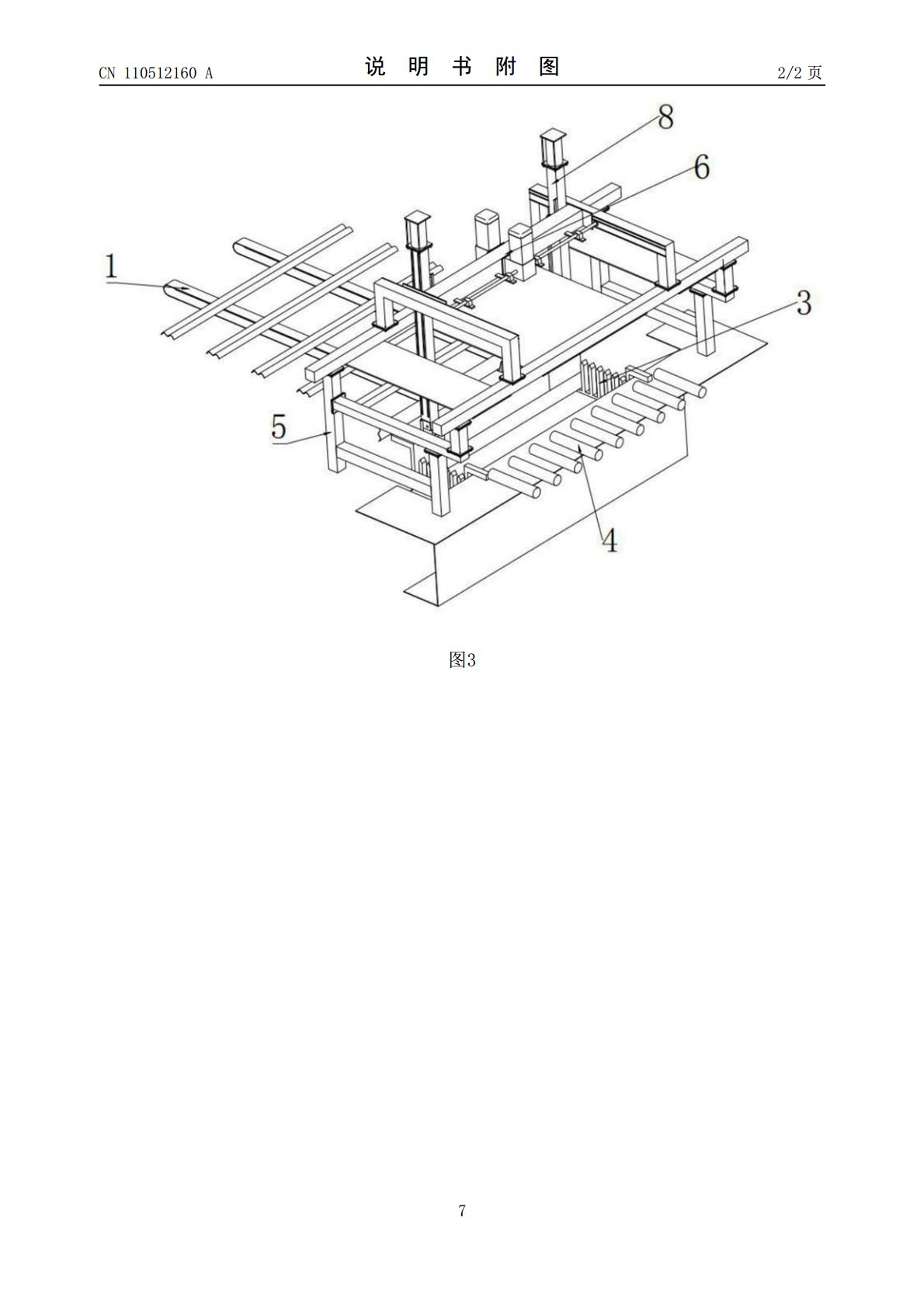
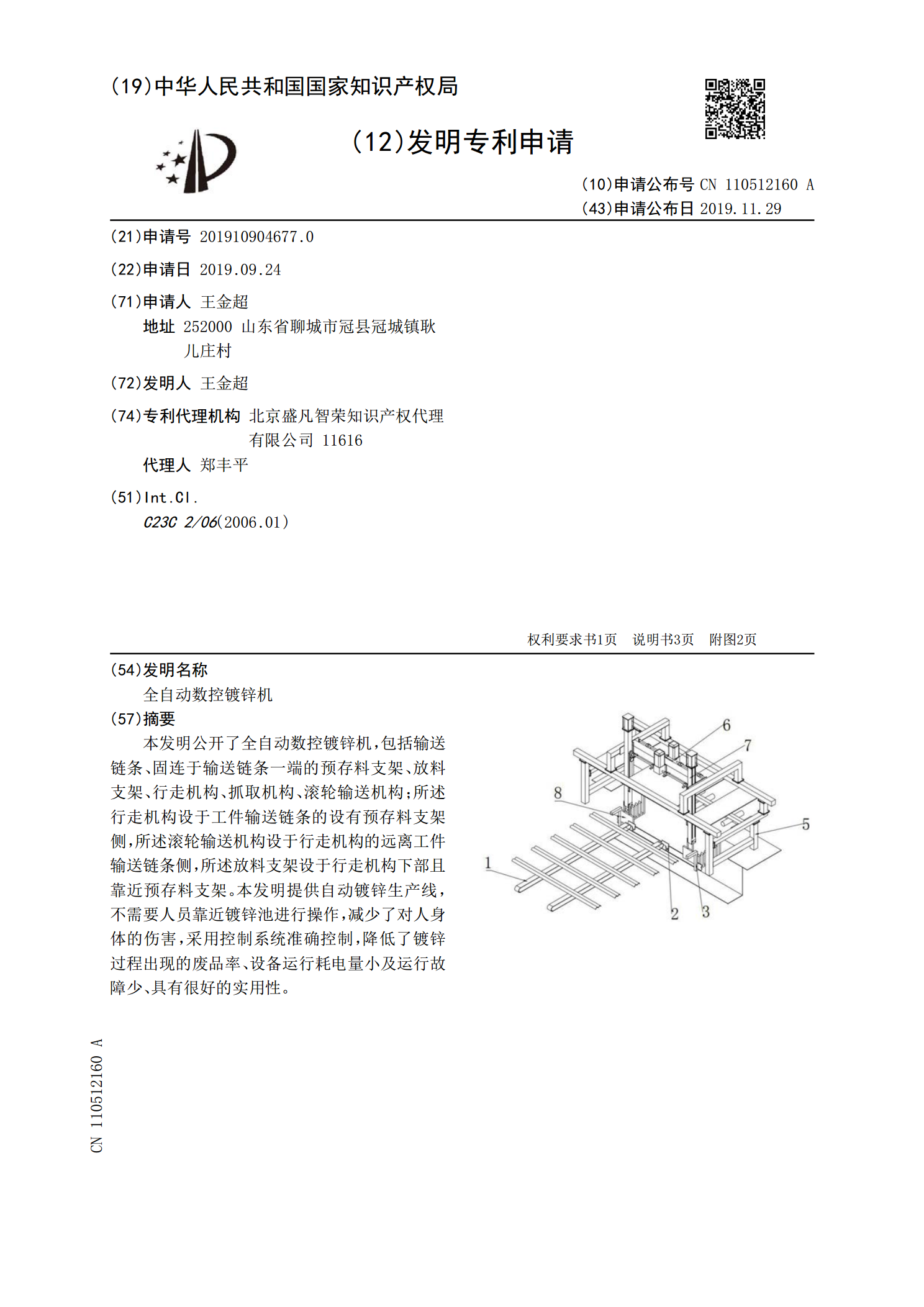
本发明公开了全自动数控镀锌机,包括输送链条、固连于输送链条一端的预存料支架、放料支架、行走机构、抓取机构、滚轮输送机构;所述行走机构设于工件输送链条的设有预存料支架侧,所述滚轮输送机构设于行走机构的远离工件输送链条侧,所述放料支架设于行走机构下部且靠近预存料支架。本发明提供自动镀锌生产线,不需要人员靠近镀锌池进行操作,减少了对人身体的伤害,采用控制系统准确控制,降低了镀锌过程出现的废品率、设备运行耗电量小及运行故障少、具有很好的实用性。

数控全自动烫盘机.pdf
一种数控全自动烫盘机,包括底座、气液缸、电化铝放膜机构、电化铝收膜机构,其特点是:底座上面左右两端分别装有张紧滑板,张紧滑板上面装有竖向支撑板,两支撑板内侧装有大链轮,四根支撑柱支撑放料座板,放料座板四角四根支撑柱支撑工装板,放料座板中部四个隔套支撑气缸下板,气缸下板中间装有气缸,底座上面装有导轴底板,导轴底板四角四根导轴穿过工作台托板,工作台托板中部上侧装有工作台,四根导轴顶端支撑气液缸板,气液缸板中心装有气液缸,气液缸的轴端连接气液缸底板,气液缸底板下侧装有加热板。它解决了目前塑料盘烫印设备不能进行连
数控全自动打磨机.pdf
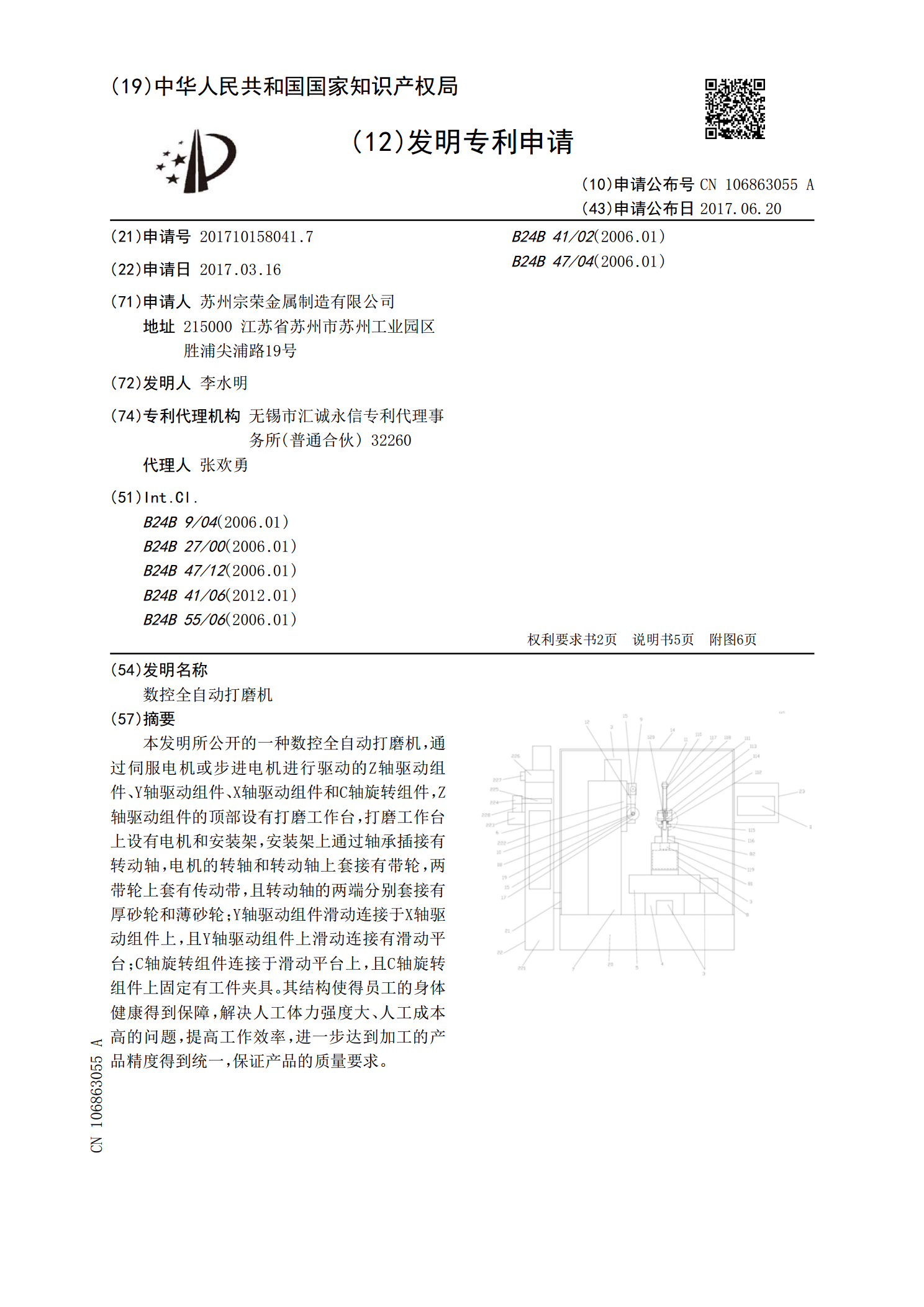
本发明所公开的一种数控全自动打磨机,通过伺服电机或步进电机进行驱动的Z轴驱动组件、Y轴驱动组件、X轴驱动组件和C轴旋转组件,Z轴驱动组件的顶部设有打磨工作台,打磨工作台上设有电机和安装架,安装架上通过轴承插接有转动轴,电机的转轴和转动轴上套接有带轮,两带轮上套有传动带,且转动轴的两端分别套接有厚砂轮和薄砂轮;Y轴驱动组件滑动连接于X轴驱动组件上,且Y轴驱动组件上滑动连接有滑动平台;C轴旋转组件连接于滑动平台上,且C轴旋转组件上固定有工件夹具。其结构使得员工的身体健康得到保障,解决人工体力强度大、人工成本高
全自动数控高速冲孔机.pdf
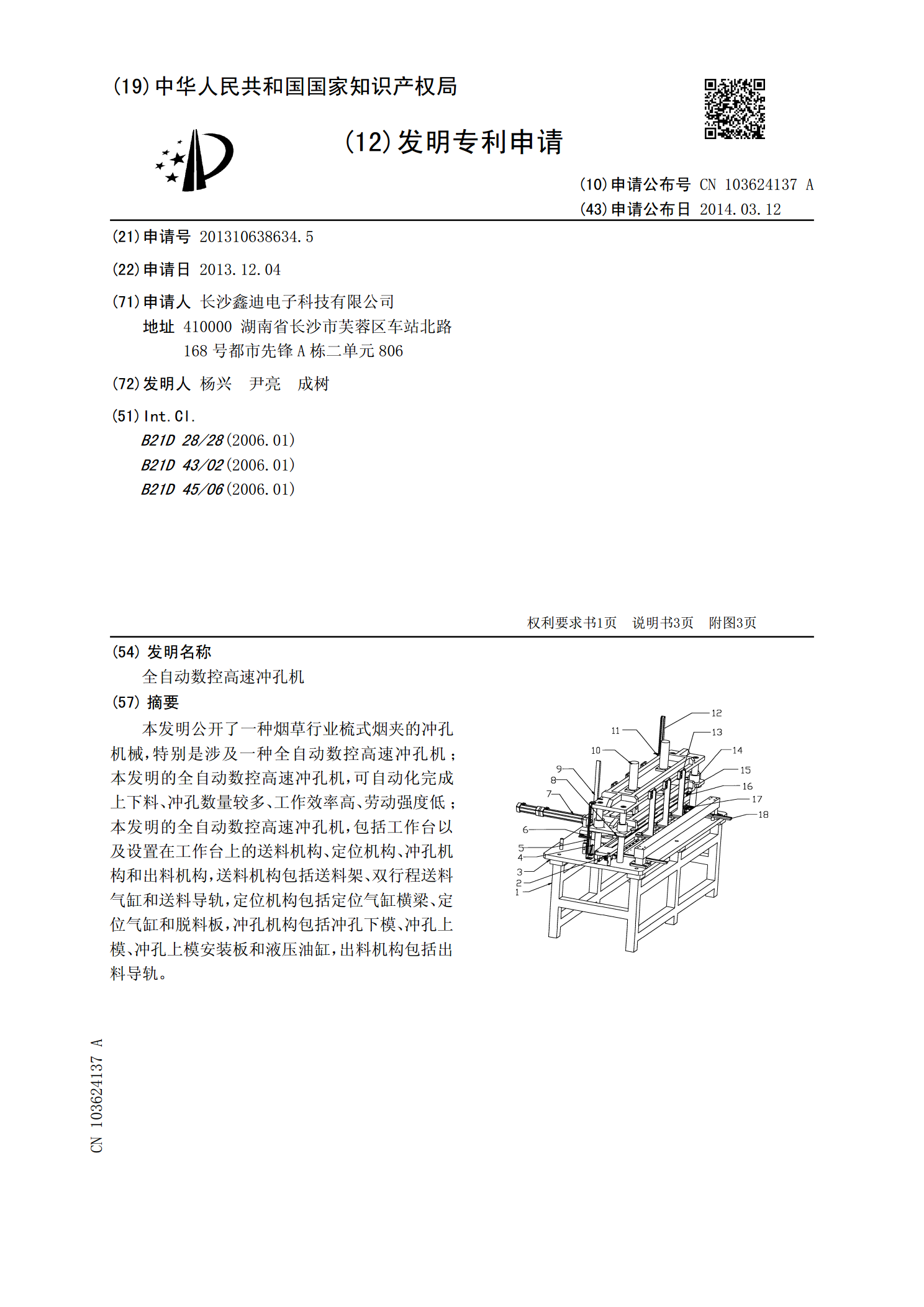
本发明公开了一种烟草行业梳式烟夹的冲孔机械,特别是涉及一种全自动数控高速冲孔机;本发明的全自动数控高速冲孔机,可自动化完成上下料、冲孔数量较多、工作效率高、劳动强度低;本发明的全自动数控高速冲孔机,包括工作台以及设置在工作台上的送料机构、定位机构、冲孔机构和出料机构,送料机构包括送料架、双行程送料气缸和送料导轨,定位机构包括定位气缸横梁、定位气缸和脱料板,冲孔机构包括冲孔下模、冲孔上模、冲孔上模安装板和液压油缸,出料机构包括出料导轨。

全自动数控跳切机.pdf
本发明公开一种全自动数控跳切机,包括有机体、传动机构、主电机、加压机构和上模座,该机体的底板上设置有跳切平台,针对该跳切平台,于底板上设有顶刀机构。藉此,首先,通过配合利用伺服电机、涡轮和蜗杆微调上模座的上下位置,以实现电动加压,实现了数控自动化操作,省去人工调试加压,操作方便灵活;其次,配合利用顶刀机构微调跳切平台与上模座之间平行度,以实现精定位,稳定性更好,能做到卷材、片材两用高精度全断、半断大幅面材料及特性材料(比较厚)的加工;再者,通过设置有离合器,使得主电机可采用普通电机,成本更低,速度更快,吨