
一种自动控制的拨轮装置及其拨轮方法.pdf

猫巷****永安


1/10

2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种自动控制的拨轮装置及其拨轮方法.pdf
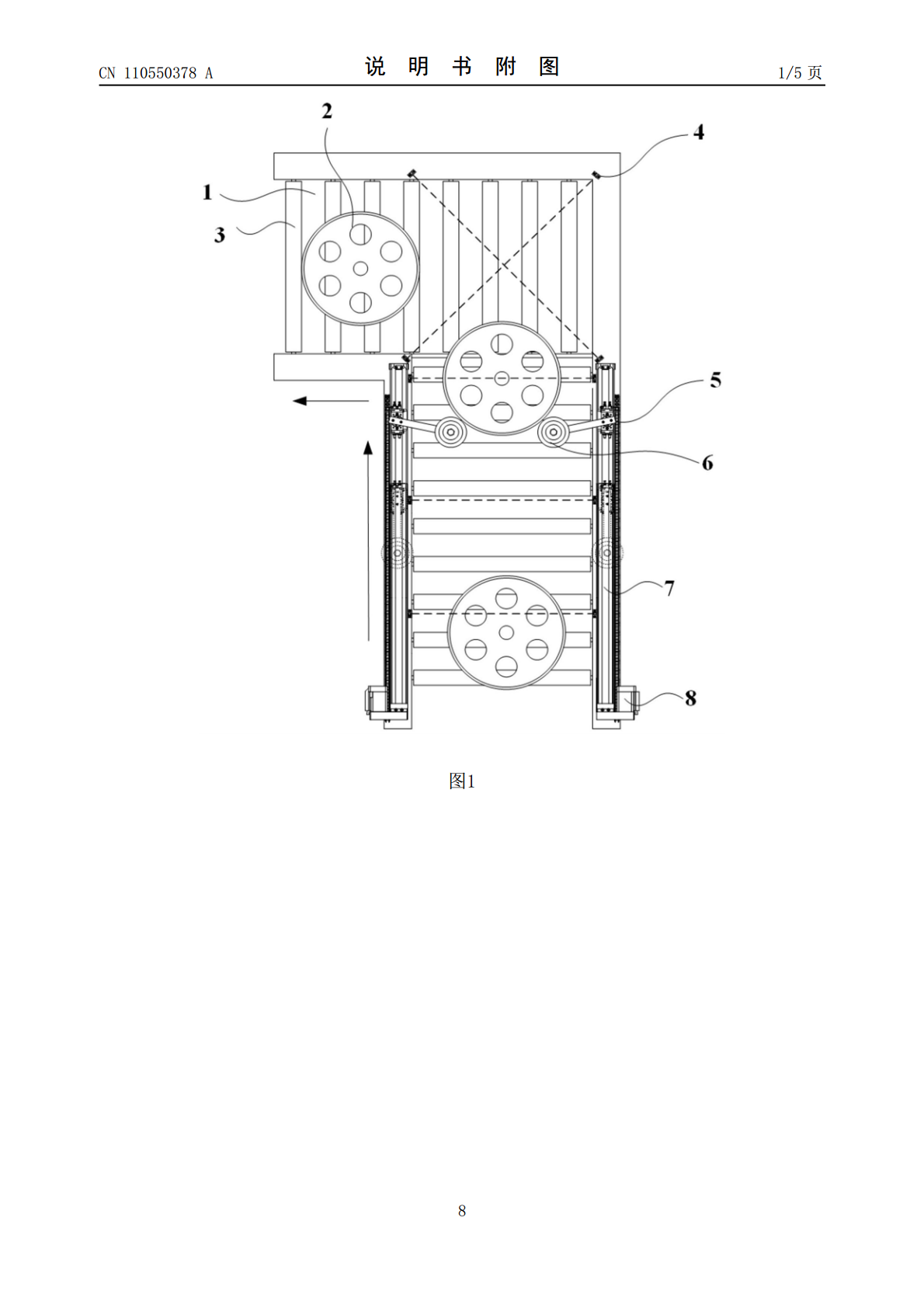
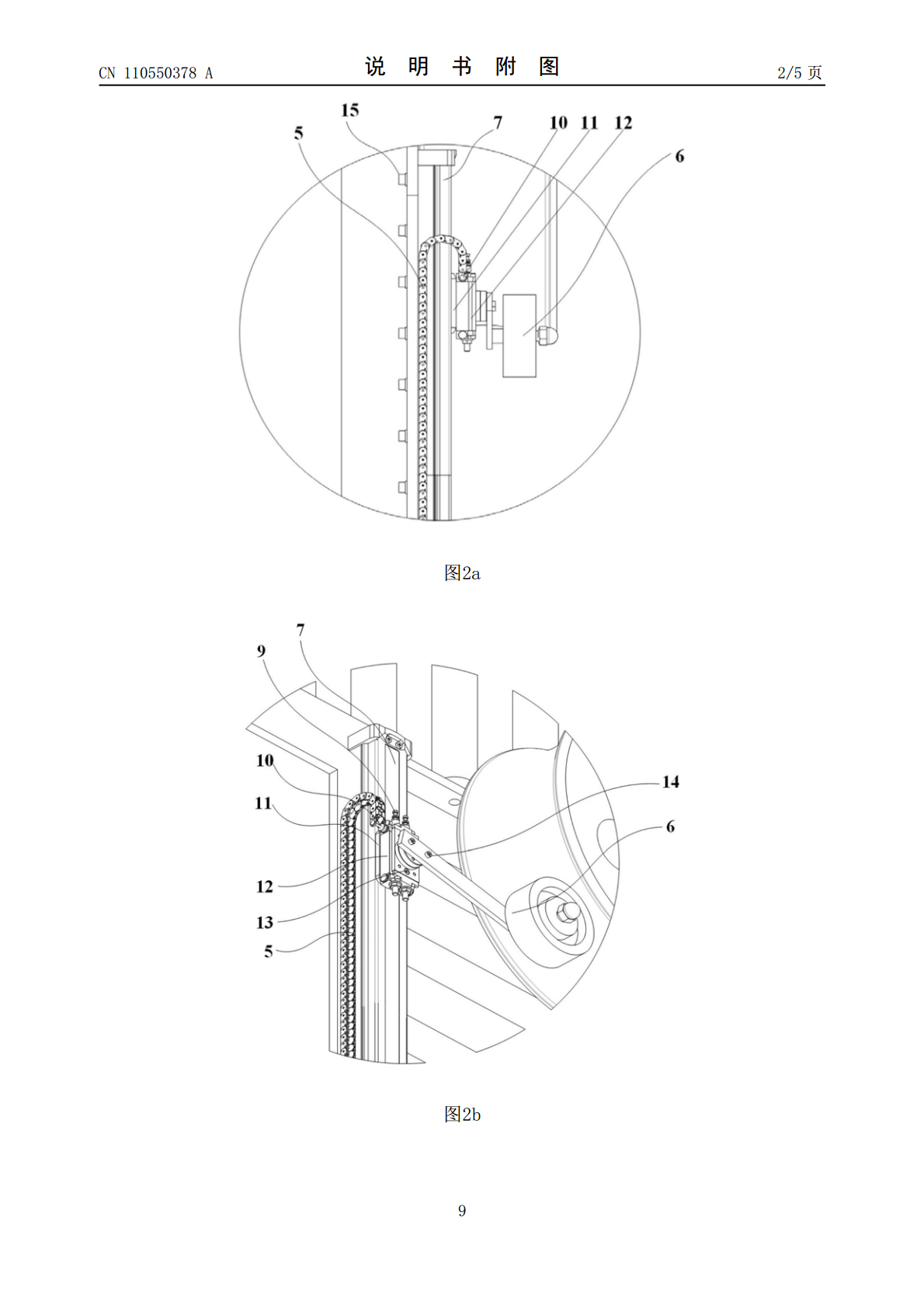
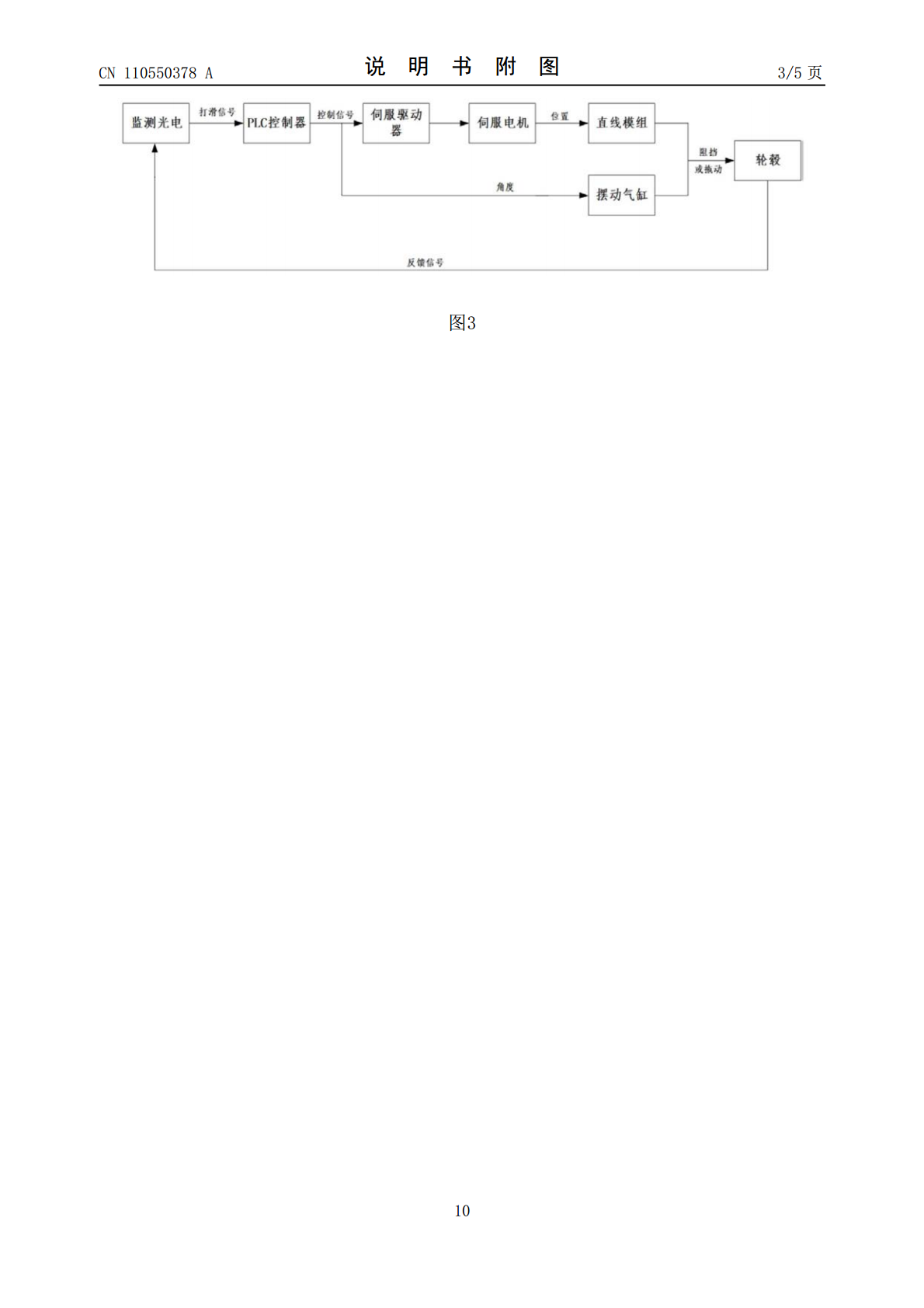
本发明公开了一种自动控制的拨轮装置及其拨轮方法,拨轮装置主要由控制系统、伺服电机、直线模组、摆动气缸、导向轮以及监测光电等元件组成。当汽车轮毂在自动化物流辊道上面出现卡轮状况时,该拨轮装置可自动识别卡轮工况,进行拨轮动作,减少人工作业强度,保证连续化生产,为设备维修争取时间。同时该拨轮装置也可以通过手动模式,可单独控制辊道两侧导向轮的位置,为轮毂转向起导向作用。

一种拨轮部件及拨轮输瓶装置.pdf
本发明公开了一种拨轮部件,包括拨轮以及一条以上连接拨轮的真空控制线路,拨轮上开设有与自身拨槽一一对应连通的多个真空通道,真空控制线路包括至少具有三个接口端的气路连接组件,气路连接组件的三个接口端分别通过气路与真空通道、真空气源和外界大气相连,真空通道通过气路连接组件与真空气源和外界大气进行切换连通。本发明还公开了一种拨轮输瓶装置,包括两个上述拨轮部件,所述两个拨轮部件的拨轮相交接。本发明交接瓶体时稳定可靠、能够有效避免出现炸瓶现象。
一种拨轮进料装置及拨轮进料速度自动匹配方法.pdf
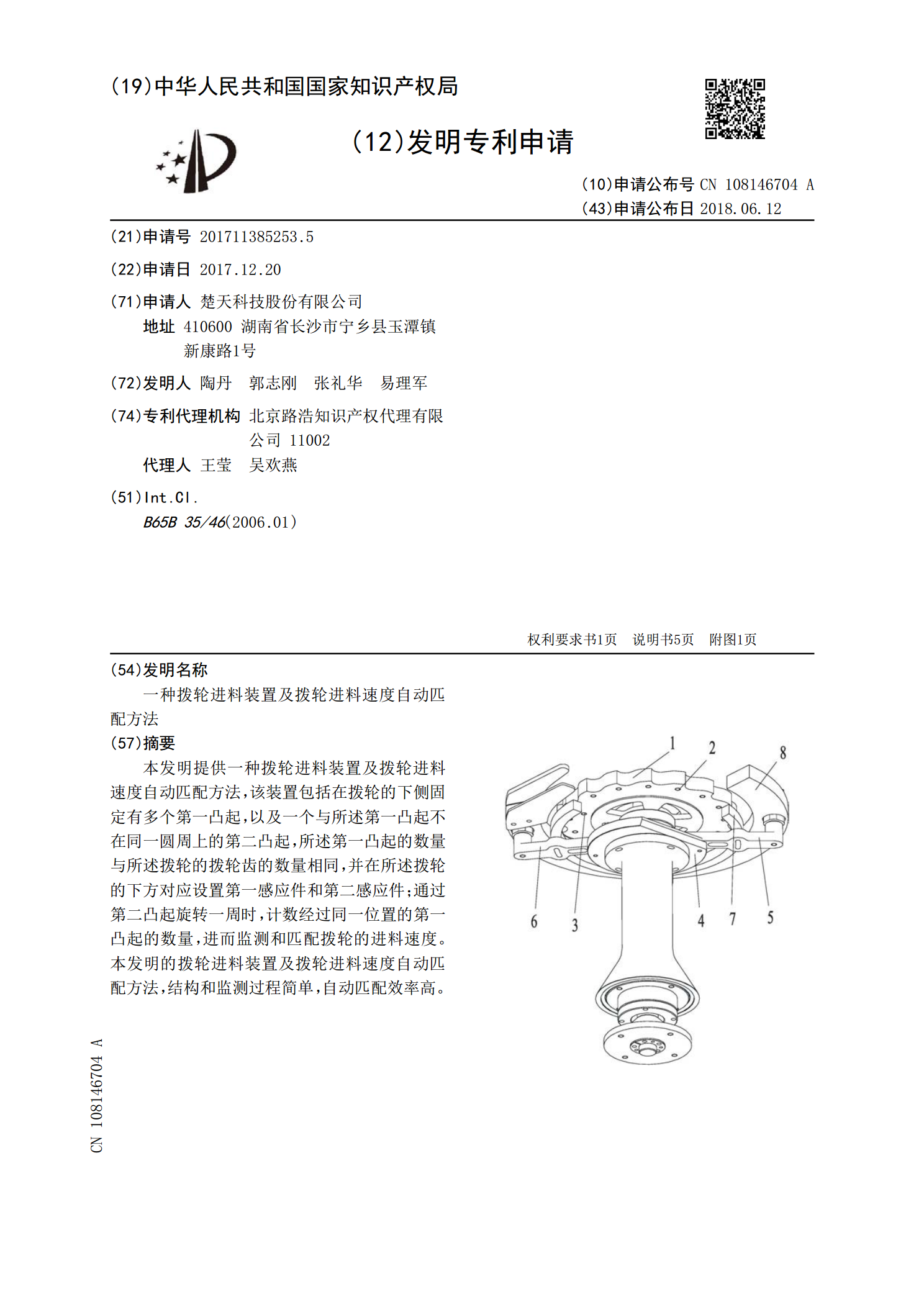
本发明提供一种拨轮进料装置及拨轮进料速度自动匹配方法,该装置包括在拨轮的下侧固定有多个第一凸起,以及一个与所述第一凸起不在同一圆周上的第二凸起,所述第一凸起的数量与所述拨轮的拨轮齿的数量相同,并在所述拨轮的下方对应设置第一感应件和第二感应件;通过第二凸起旋转一周时,计数经过同一位置的第一凸起的数量,进而监测和匹配拨轮的进料速度。本发明的拨轮进料装置及拨轮进料速度自动匹配方法,结构和监测过程简单,自动匹配效率高。

具有行星轮拨断机构的薄纸卷绕装置及其拨断薄纸方法.pdf
一种具有行星轮拨断机构的薄纸卷绕装置,其中一上卷轮以一预定方向旋转,复数个弧型导板设置于上卷轮下方一预定距离处,并与上卷轮的轮面构成一弧型通道,且一薄纸由弧型通道导送至一卷绕区卷绕成一卷筒。一组行星轮拨断机构包括复数支轮回转臂及复数个行星轮,其中轮回转臂具有一回转驱动端及一自由端并配置于上卷轮下方一预定位置。每一个行星轮可旋转地结合于自由端,当自由端绕转轴旋转至面向于相对应的上卷轮的轮面时,薄纸因受拉力而断裂。

阻尼拨线轮装置.pdf
本发明涉及一种在滑轮式拉丝机上使用的阻尼拨线轮装置,其主要在上罐盖与下罐盖之间设有刹车盘,刹车盘与上罐盖固定一体,在上罐盖与下罐盖之间的刹车盘外部套接有拨线轮安装座,在拨线轮安装座上固定有拨线轮轴,在拨线轮轴上转动安装有滚轮与拨线轮,滚轮在下罐盖的上端面上绕着刹车盘的轴线滚动,转动带着,所述滚轮位于上罐盖与下罐盖之间,拨线轮位于上罐盖与下罐盖的外侧,在拨线轮安装座与刹车盘之间设有刹车片,在拨线轮安装座上设有能推动刹车片并使得刹车片与刹车盘之间的压紧力发生变化的压紧调节机构。本发明结构简单、紧凑、合理;当卷