
一种改善热压罐成型表面质量的复合材料成型方法.pdf

一吃****继勇

1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种改善热压罐成型表面质量的复合材料成型方法.pdf
本发明公开一种改善热压罐成型表面质量的复合材料成型方法,涉及复合材料舱段成型工艺技术领域,本发明主要采用热压罐成型复合材料壳体,在铺放完成后的复合材料表面铺放一层质软的薄壁金属或非金属外模,将该外模与待固化复合材料一同包入真空袋,抽真空打压固化,以提高成型后产品的表面轮廓度。
一种复合材料热压成型机及热压成型方法.pdf
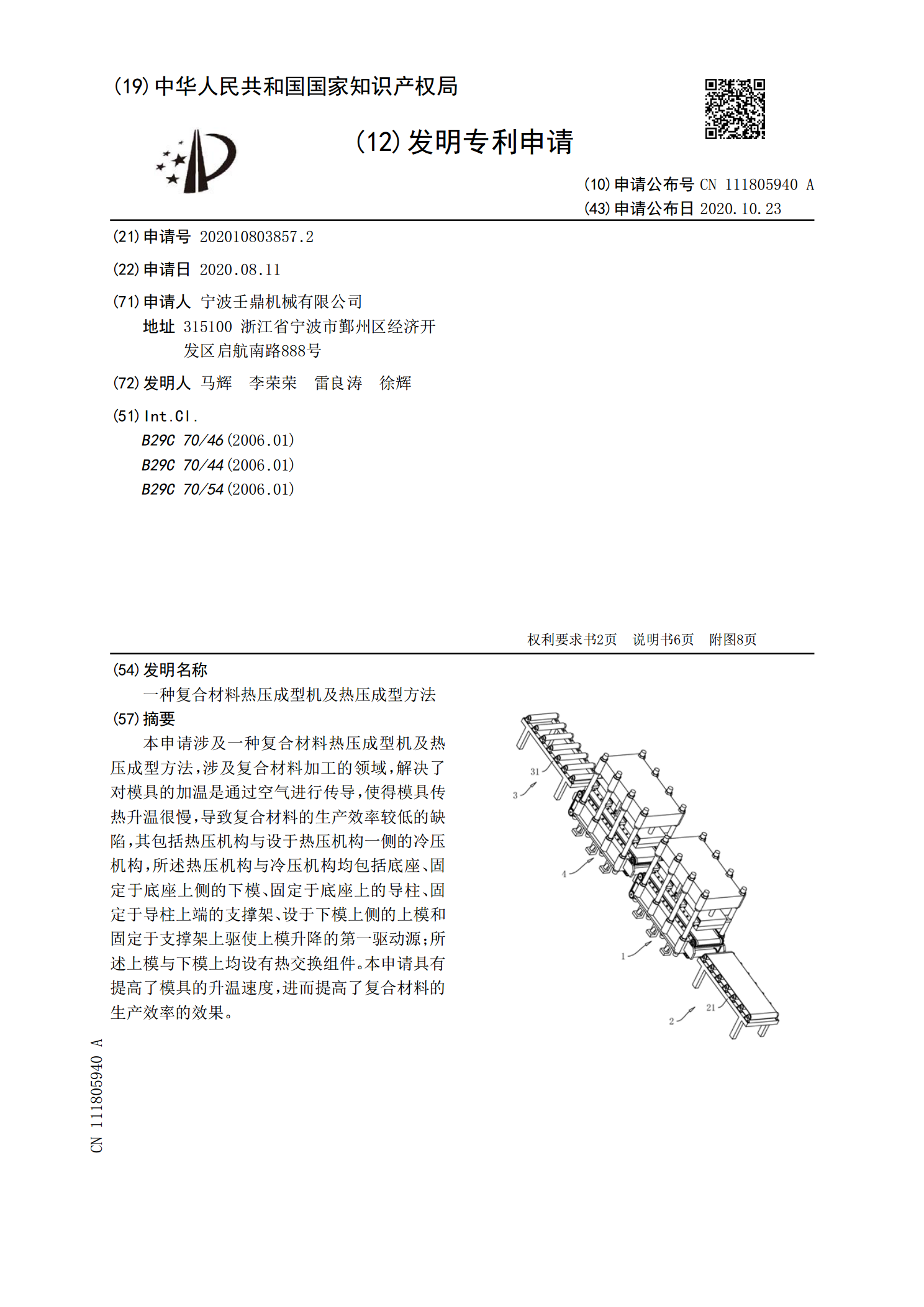
本申请涉及一种复合材料热压成型机及热压成型方法,涉及复合材料加工的领域,解决了对模具的加温是通过空气进行传导,使得模具传热升温很慢,导致复合材料的生产效率较低的缺陷,其包括热压机构与设于热压机构一侧的冷压机构,所述热压机构与冷压机构均包括底座、固定于底座上侧的下模、固定于底座上的导柱、固定于导柱上端的支撑架、设于下模上侧的上模和固定于支撑架上驱使上模升降的第一驱动源;所述上模与下模上均设有热交换组件。本申请具有提高了模具的升温速度,进而提高了复合材料的生产效率的效果。

热压罐成型复合材料成型工艺的常见缺陷及对策.pptx
汇报人:/目录0102表面粗糙气泡和气孔脱层和分层纤维弯曲和折皱颜色不均03优化热压罐工艺参数严格控制原材料质量加强生产过程的监控和管理引入先进技术和设备加强员工培训和技能提升04创新工艺技术和设备加强复合材料的研发和应用提高生产效率和产品质量拓展应用领域和市场汇报人:

热压罐成型工艺.ppt
热压罐及其功能热压罐主体及子系统热压罐成型的产品热压罐固化的特点热压罐成型工艺控制热压罐成型模具热压罐成型注意事项热压罐及其功能热压罐主体热压罐子系统加热系统冷却系统螺杆式压缩机、一级储罐、控制阀、增压器、二级储罐、冷冻式干燥机、管路过滤器和压力表。鼓风系统真空系统控制柜,温度、压力、真空、冷却的显示与控制装置,计算机及控制程序软件,安全报警…..进料系统仪表阀门适合热压罐固化的产品板状构件固化热压罐成型用材料热压罐固化的特点热压罐成型工艺流程热压罐成型工艺控制热压罐成型的模具---模具用材料热压罐成型的

复合材料热压罐成型模具设计研究方法.docx
复合材料热压罐成型模具设计研究方法复合材料热压罐成型模具设计研究方法复合材料要制造成为热压罐成型模具有哪些设计的技巧和要点呢?下面YJBYS小编为你讲解!随着复合材料在飞机结构件上用量的逐步增加,零件越来越大而复杂,并逐步使用到主承力件上,这对复合材料制件的质量提出了更高的要求。因复合材料制件的固化成型特点,其质量在很大程度上取决于成型模具的质量,而高质量的模具来源于科学、合理的设计,特别是对于大型模具,除模具质量对制件质量的影响外,模具的尺寸、重量对模具成本以及复材制件的总制造成本有很大影响。通过对复合