
一种不锈钢圆形丝材加工成异形丝材的成型工艺.pdf

书生****写意


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种不锈钢圆形丝材加工成异形丝材的成型工艺.pdf
本发明公开了一种不锈钢圆形丝材加工成异形丝材的成型工艺,首先在一个圆柱形辊表面上加工一圈或一圈以上的成型槽,然后将加工好的圆柱形辊装夹在车床的三抓卡盘上;此时,在车床的刀座上安装带轮滚的刀头,并使轮滚对准成型槽后紧贴圆柱形辊表面,然后将不锈钢圆形丝材卡入成型槽内,再通过车床缓慢带动圆柱形辊转动,这样便可通过滚轮将成型槽内的整圈不锈钢圆形丝材连续滚压成不同截面形状的异形丝材。本发明采用现有的车床便可将不锈钢圆形丝材加工成不同截面尺寸和形状的材料,代替了现有冷冲模具的加工方式,具有操作方便、制造成本低、工作效

双层异形复合丝材的研究.docx
双层异形复合丝材的研究双层异形复合丝材的研究摘要:双层异形复合丝材是一种具有很大应用潜力的材料,它的研究对于提高材料的性能和扩大应用领域具有重要意义。本论文对双层异形复合丝材的制备方法、性能以及应用进行了详细介绍和分析,并对未来的研究方向和发展趋势进行了展望。1.引言双层异形复合丝材是由两种不同材料的薄层通过复合技术制备而成的复合材料。它具有优异的力学性能、导电性能以及耐高温性能,因此在航空、航天、电子等领域具有广泛的应用前景。目前,双层异形复合丝材的研究还处于初级阶段,因此有必要对其进行深入的研究和探索
用于丝材成型的增材制造装置及增材制造方法.pdf
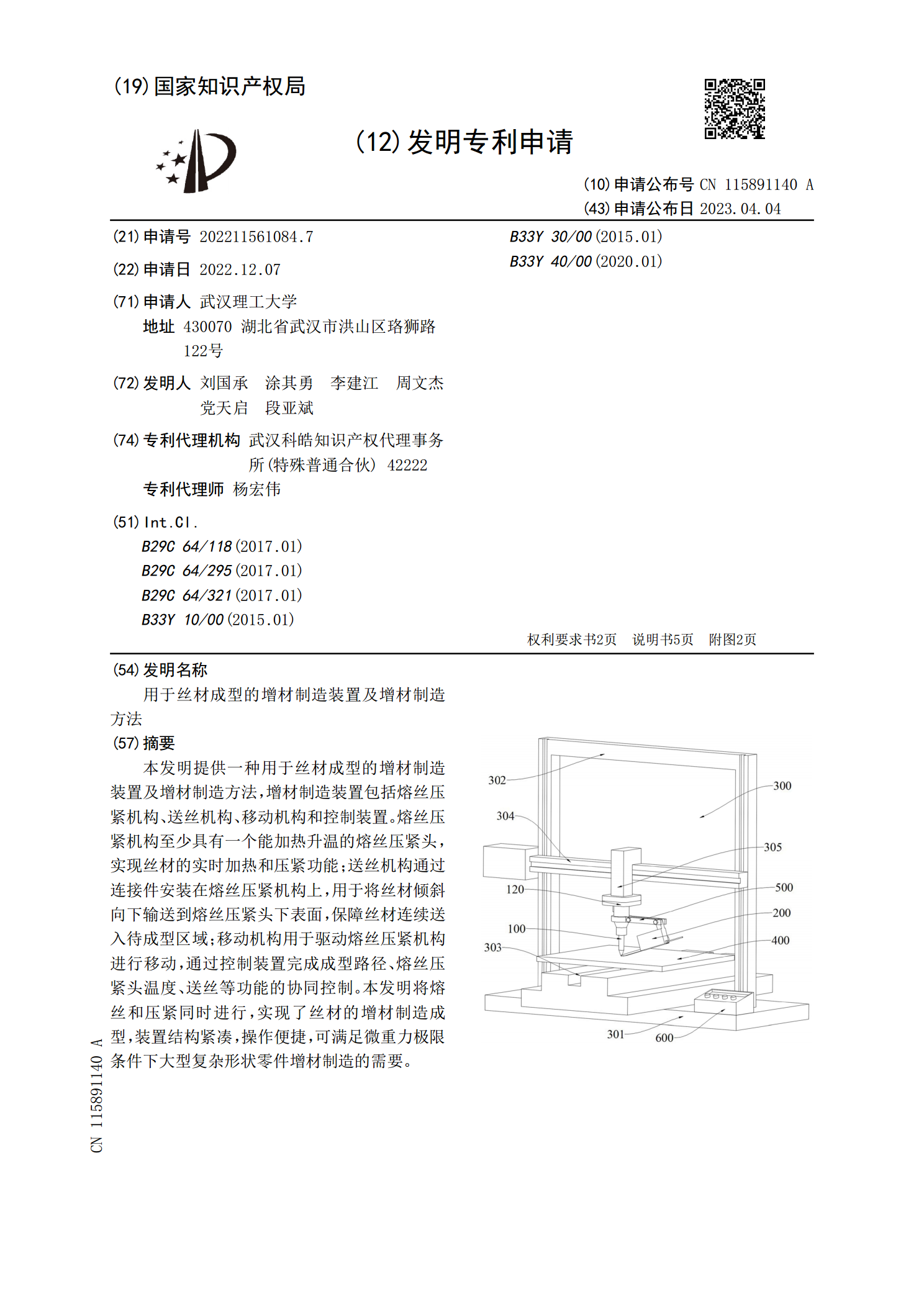
本发明提供一种用于丝材成型的增材制造装置及增材制造方法,增材制造装置包括熔丝压紧机构、送丝机构、移动机构和控制装置。熔丝压紧机构至少具有一个能加热升温的熔丝压紧头,实现丝材的实时加热和压紧功能;送丝机构通过连接件安装在熔丝压紧机构上,用于将丝材倾斜向下输送到熔丝压紧头下表面,保障丝材连续送入待成型区域;移动机构用于驱动熔丝压紧机构进行移动,通过控制装置完成成型路径、熔丝压紧头温度、送丝等功能的协同控制。本发明将熔丝和压紧同时进行,实现了丝材的增材制造成型,装置结构紧凑,操作便捷,可满足微重力极限条件下大型

一种用于金属丝材熔化加工的丝材对准方法及装置.pdf
本发明针对利用热源熔化金属丝材进行加工的技术,利用加装了滤波装置的摄像机拍摄熔池及其附近图像,对图像进行处理和定义,区分出熔池轮廓及丝端影像。根据加工特点及实践经验,将熔池分为安全区、过渡区和不安全区。比较丝端与熔池中心的相对位置;当丝端位于过渡区外的不安全区域或长时间位于过渡区时,计算机根据丝端与熔池中心的相对位置,发出反馈信号,控制调节机构的电机运动,通过送丝导嘴的移动将丝端调整到安全区域,从而实现丝材的自适应对准,使得送丝过程更加稳定,成形外观质量更好。

一种柔性丝材熔融沉积增材制造的进丝机构.pdf
本发明公开了一种柔性丝材熔融沉积增材制造的进丝机构,属于3D打印技术领域。本发明解决了现有熔融沉积法3D打印的进丝机构,在打印相对较软的柔性材料时易产生缠丝、绕丝现象的问题。本发明的进丝机构将主动齿轮和从动齿轮分别采用过盈配合或者固定螺栓进行精确定位,主动齿轮和从动齿轮之间设置有喉管,喉管顶面不低于主动齿轮的下边缘,喉管由绝热材料制成,喉管下部可拆卸连接有储料器,储料器底部靠近喉管设置有进料口,储料器底部可拆卸连接有喷嘴,喷嘴的顶部与储料器的进料口连通。本发明使得TPU等柔性材料在常见的熔融沉积法3D打印