
精加工轴承套圈的方法.pdf

雨星****萌娃

1/10

2/10
3/10

4/10
5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
精加工轴承套圈的方法.pdf
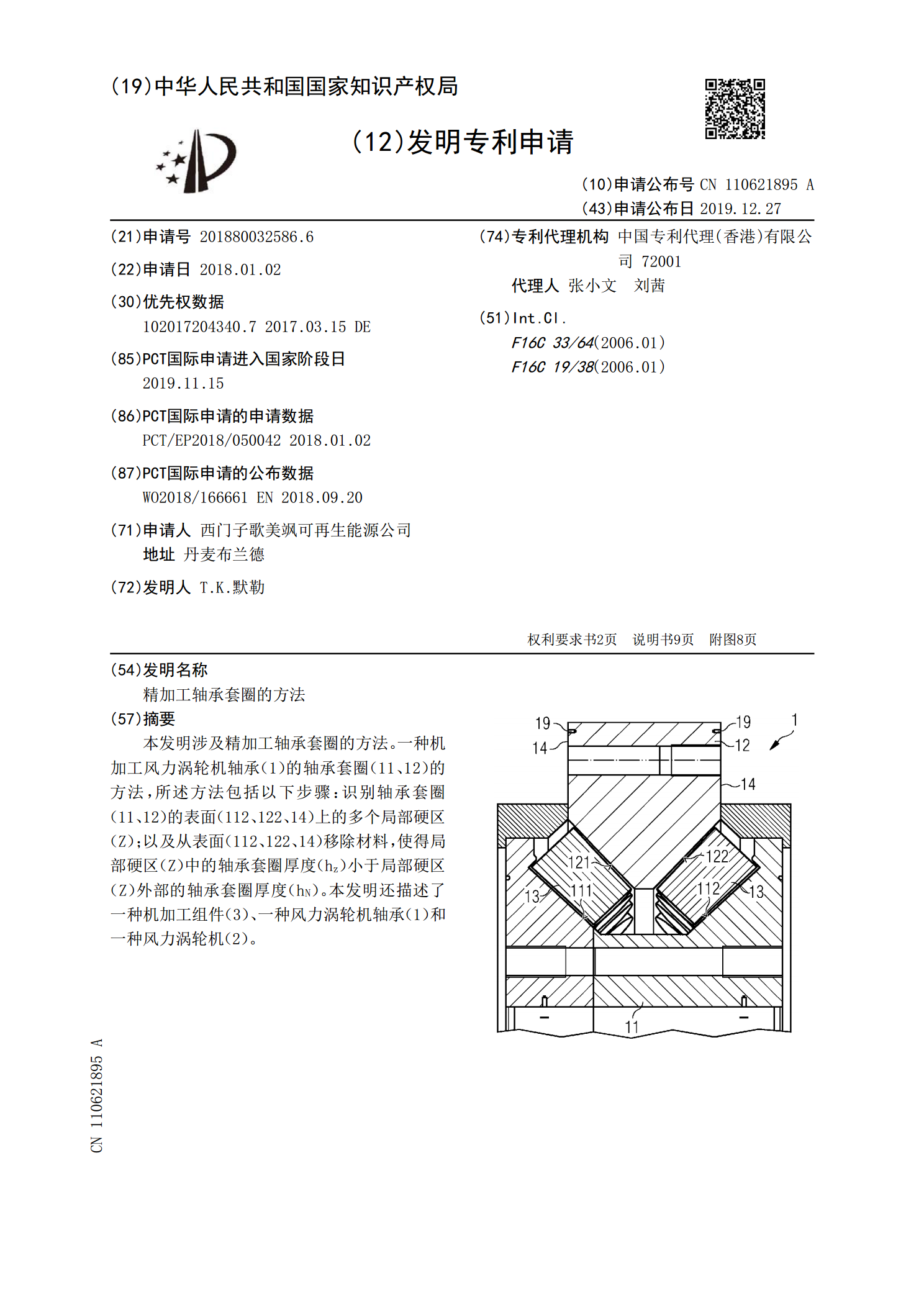
本发明涉及精加工轴承套圈的方法。一种机加工风力涡轮机轴承(1)的轴承套圈(11、12)的方法,所述方法包括以下步骤:识别轴承套圈(11、12)的表面(112、122、14)上的多个局部硬区(Z);以及从表面(112、122、14)移除材料,使得局部硬区(Z)中的轴承套圈厚度(h

一种轴承套圈超精加工专用内支撑.pdf
本发明公开了一种轴承套圈超精加工专用内支撑,该轴承套圈超精加工专用内支撑包括支撑体、工作外圈、双套轴承、锁紧螺母,所述工作外圈的外表面为柱形支撑面,所述柱形支撑面与工件内径为柔性接触,所述双套轴承外径与工作外圈过盈配合,所述双套轴承的内径与支撑轴过渡配合。由于采用上述结构,把现有技术中的定点固定支撑改进为转位旋转支撑,变固定为转动,变滑动为滚动,通过双套轴承滚动定位加之外圈与工件柔性接触,降低内圈内径粗糙度,可完全杜绝内支撑与内圈内径的摩擦,减少轴承与内支撑的磕碰,提高轴承外观质量。

超精加工砂轮、使用该砂轮的超精加工方法和球轴承.pdf
本发明涉及一种超精加工砂轮、使用该砂轮的超精加工方法以及球轴承。该砂轮(10)在前端部(11)具有大致呈V字状相交的第一倾斜面(12a)和第二倾斜面(12b),该第一倾斜面(12a)和第二倾斜面(12b)从厚度方向观察时,相对于从中央部向两侧的跨度方向,以3°以上且5°以下的倾斜角延伸。第一倾斜面(12a)和第二倾斜面(12b)具有从跨度方向观察时呈圆弧形的形状。另外,砂轮(10)是通过陶瓷结合剂将由对工件具有化学反应性但不有切削性的软质磨料和对工件具有切削性的硬便质磨料构成的复合磨料结合而成。
高强度钢轴承圈外形精加工方法.pdf
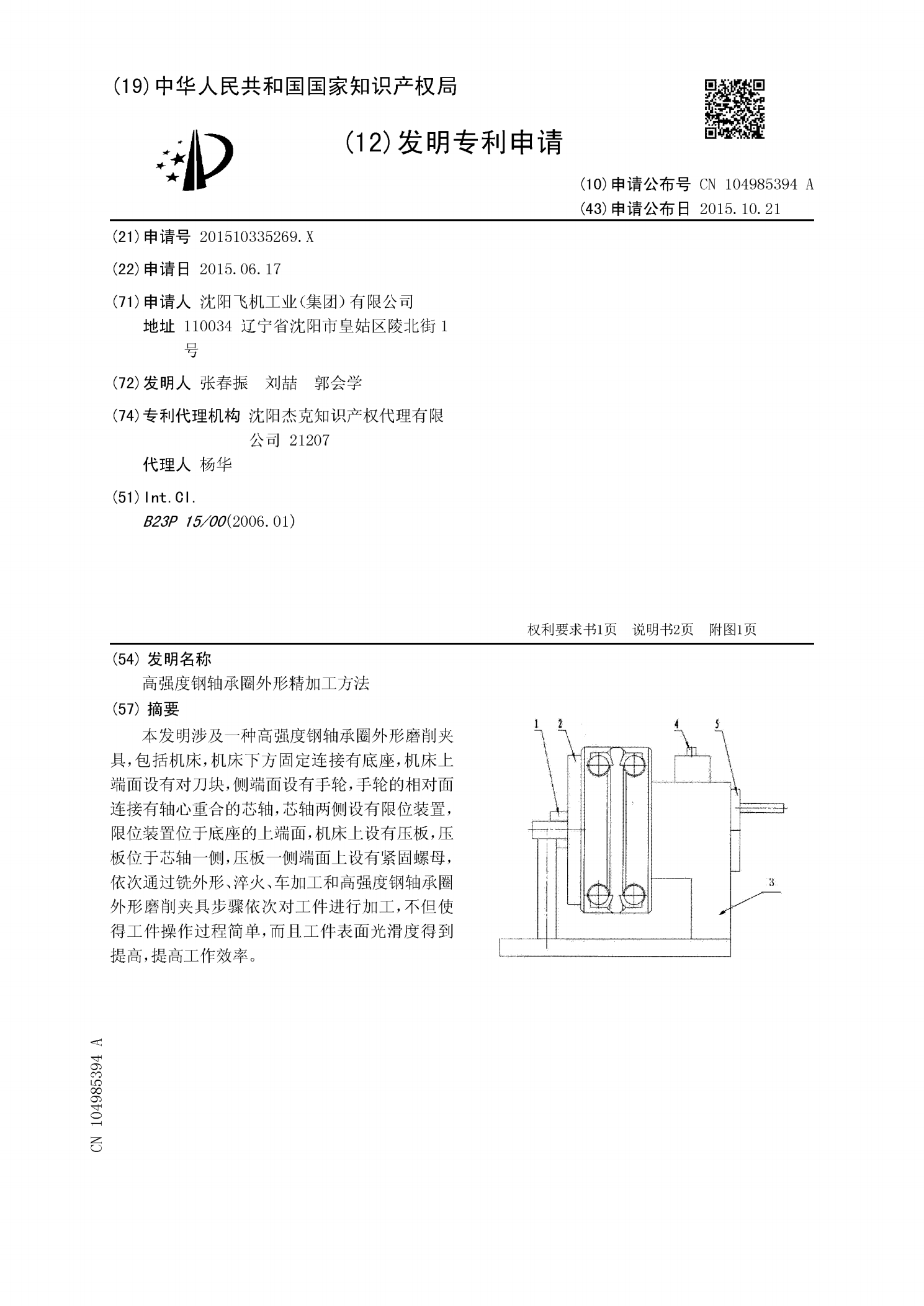
本发明涉及一种高强度钢轴承圈外形磨削夹具,包括机床,机床下方固定连接有底座,机床上端面设有对刀块,侧端面设有手轮,手轮的相对面连接有轴心重合的芯轴,芯轴两侧设有限位装置,限位装置位于底座的上端面,机床上设有压板,压板位于芯轴一侧,压板一侧端面上设有紧固螺母,依次通过铣外形、淬火、车加工和高强度钢轴承圈外形磨削夹具步骤依次对工件进行加工,不但使得工件操作过程简单,而且工件表面光滑度得到提高,提高工作效率。

轴承套圈淬火后可控变形方法.pdf
本发明涉及渗碳轴承套圈淬火处理后可控抗变形方法,设计一套淬火胎具,该淬火胎具对轴承套圈内径接触,具体的工艺步骤如下:将经过渗碳处理后的轴承套圈,轴承套圈温度为室温,放到加热炉中加热到830度;将轴承套圈从加热炉中取出,将轴承套圈放入淬火胎具中,然后将承载轴承套圈的淬火胎具置于淬火油中进行油淬处理;淬火工序结束后,待轴承套圈温度冷却至淬火结束温度时,将轴承套圈从淬火胎具中取下。解决现有技术的处理方式存在的轴承套圈为了保证不变形而出现局部淬火缺陷的问题,并且淬火后轴承套圈圆度好,防止因变形造成批次性报废,提高