
用于制造飞轮的方法.pdf

一吃****仕龙

1/10
2/10

3/10

4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于制造飞轮的方法.pdf
本发明涉及用于制造飞轮的方法,其中,通过将为飞轮设置的至少第一金属板元件(13)永久地连接到至少一个另外的第二平行板层(14)上形成夹层组件来制造阻尼板部件,其中,根据本发明,第一板元件(13)通过接合工艺连接至第二平行板层(14),使得它们彼此靠在一起以形成盘形结构单元(10)。根据本发明,至少两个不同材料构成的金属板层(13、14)和/或至少两个具有不同材料强度的金属板层(13、14)彼此连接。这使得飞轮的制造有很大的差异。以这种方式,例如可以根据该构思来制造飞轮,该飞轮具有多个叠置的板,这些叠置的板

飞轮的制造方法和相关飞轮.pdf
本发明涉及一种飞轮的制造方法,其包括如下步骤:从金属板(L)切割出盘(1),并钻出中心孔(10)和第一孔(15),预成形盘的同心部分(11、12、13)并预成形外周缘(3),预成形中心轮毂(2)的区域,形成外周缘(3),钻出第二孔(14),精压孔(10、14、15)并挤出销(16),挤出中心轮毂(2)。
飞轮、飞轮的制造方法以及发电装置.pdf
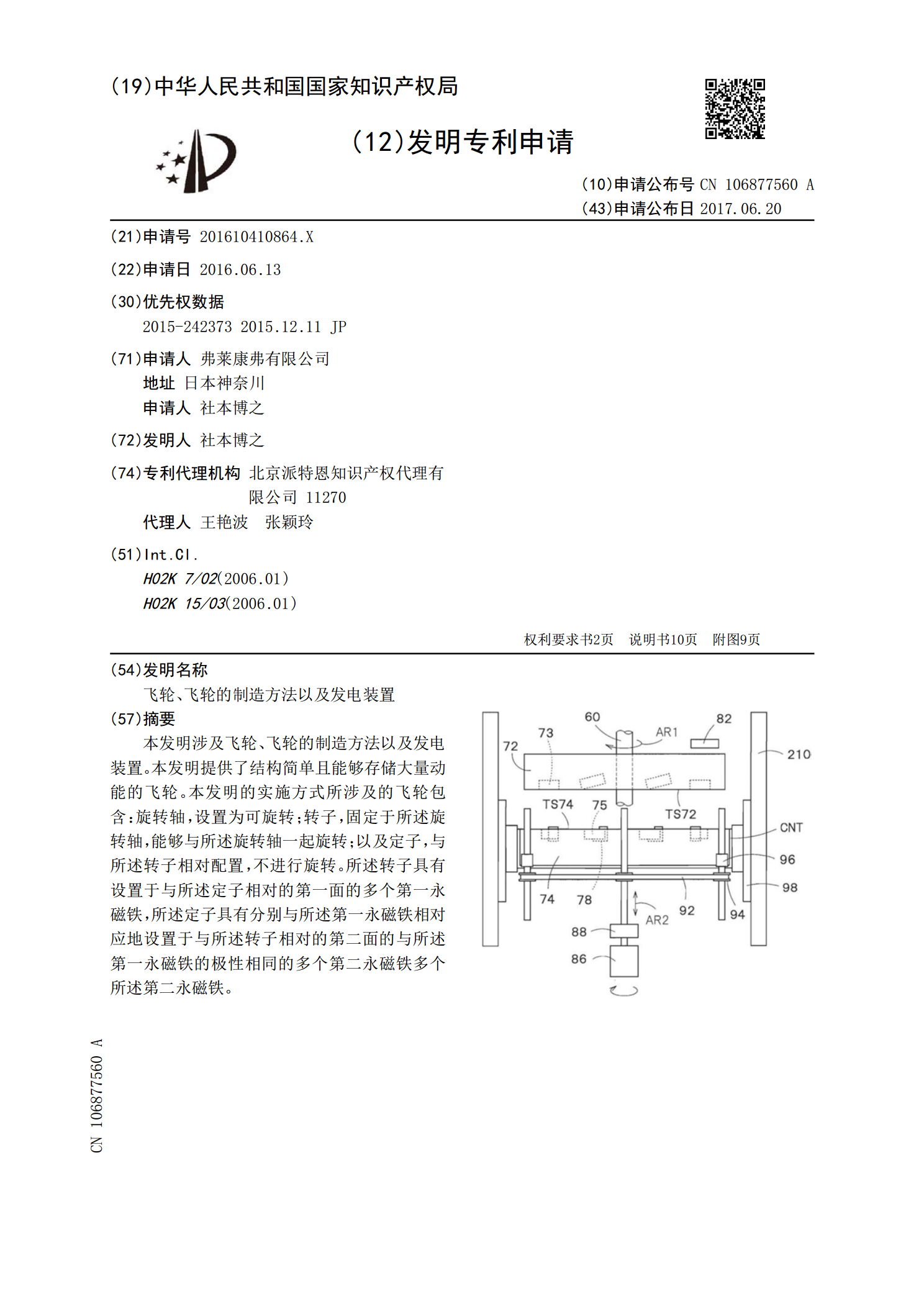
本发明涉及飞轮、飞轮的制造方法以及发电装置。本发明提供了结构简单且能够存储大量动能的飞轮。本发明的实施方式所涉及的飞轮包含:旋转轴,设置为可旋转;转子,固定于所述旋转轴,能够与所述旋转轴一起旋转;以及定子,与所述转子相对配置,不进行旋转。所述转子具有设置于与所述定子相对的第一面的多个第一永磁铁,所述定子具有分别与所述第一永磁铁相对应地设置于与所述转子相对的第二面的与所述第一永磁铁的极性相同的多个第二永磁铁多个所述第二永磁铁。

自行车飞轮制造方法.pdf
本发明公开了一种自行车飞轮制造方法,飞轮的外链齿圈与内芯连接,外壳扣合在内芯上,外壳内侧设有内螺纹孔,外壳的圆周内壁为齿形;所述外链齿圈和内芯均采用粉末冶金工艺制成,粉末原料由铁粉(Fe)、石墨粉(C)、铜粉(Cn)、硫磺粉(S)、硬脂酸锌和锭子油组成;本发明的自行车飞轮制造方法,采用粉末冶金工艺生产制造自行车飞轮,不仅使零部件的硬度、耐磨性、抗拉强度等指标达到使用要求,而且与老的传统制作飞轮工艺相比较,具有生产工序简单、效率高的特点,材料利用率高达95%,大幅度降低制造成本,克服现有传统陈旧机械加工生产

用于制造基胎的方法、用于制造轮胎的方法以及基胎.pdf
本发明提供一种用于制造基胎的方法、用于制造轮胎的方法以及基胎。本发明提供一种基胎,其包括在随后处理中贴附胎面橡胶的胎面区域,其中,该胎面区域的厚度大于侧区域的厚度,具有贴附该胎面橡胶用的粘合面的胎面基部设置在形成胎面区域的带束层的轮胎径向外侧,并且小型胎侧胶布置在胎面基部的两轴向侧。