
一种返修转子护环止口喷镀防护工艺方法.pdf

甲申****66


1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种返修转子护环止口喷镀防护工艺方法.pdf
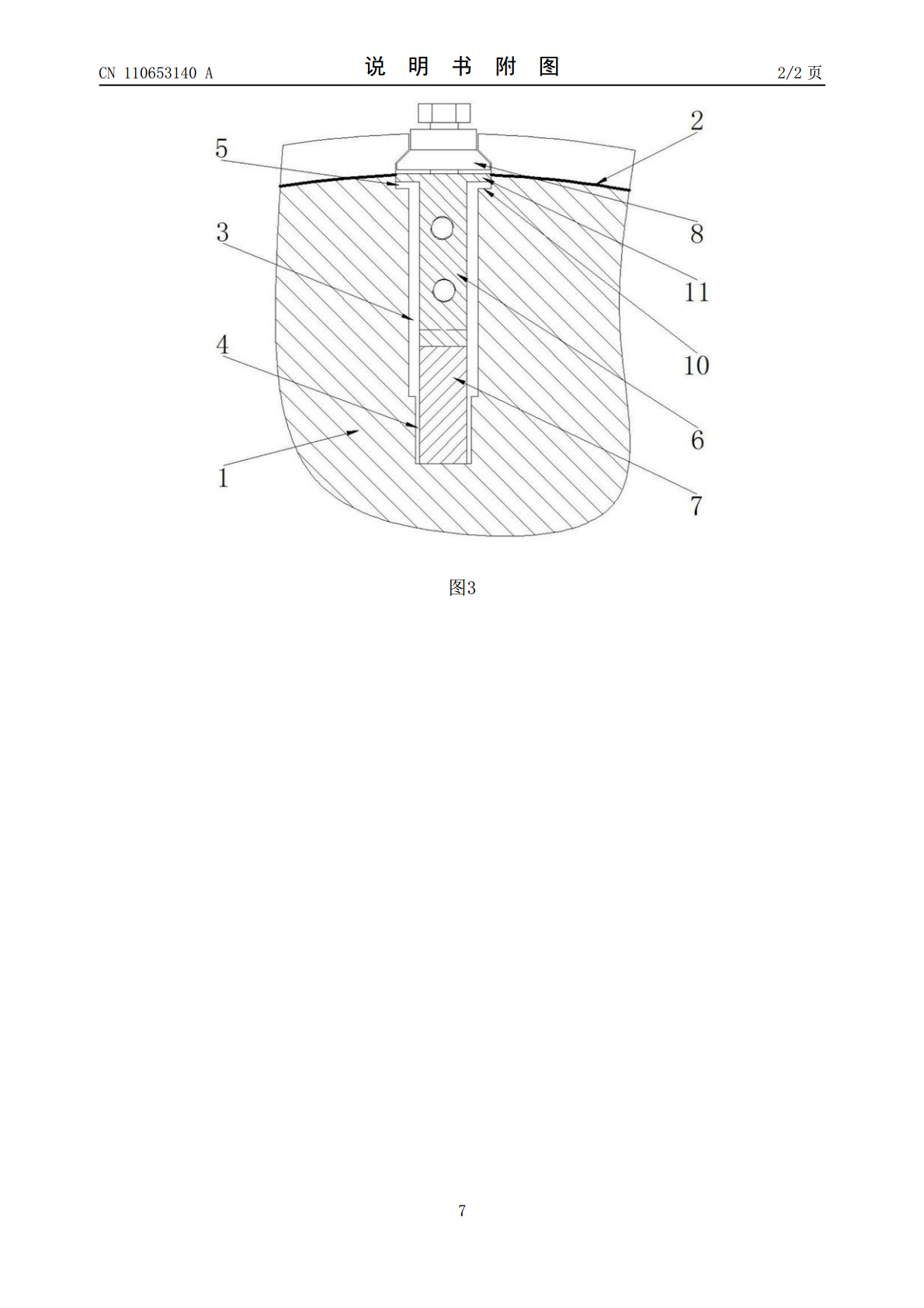
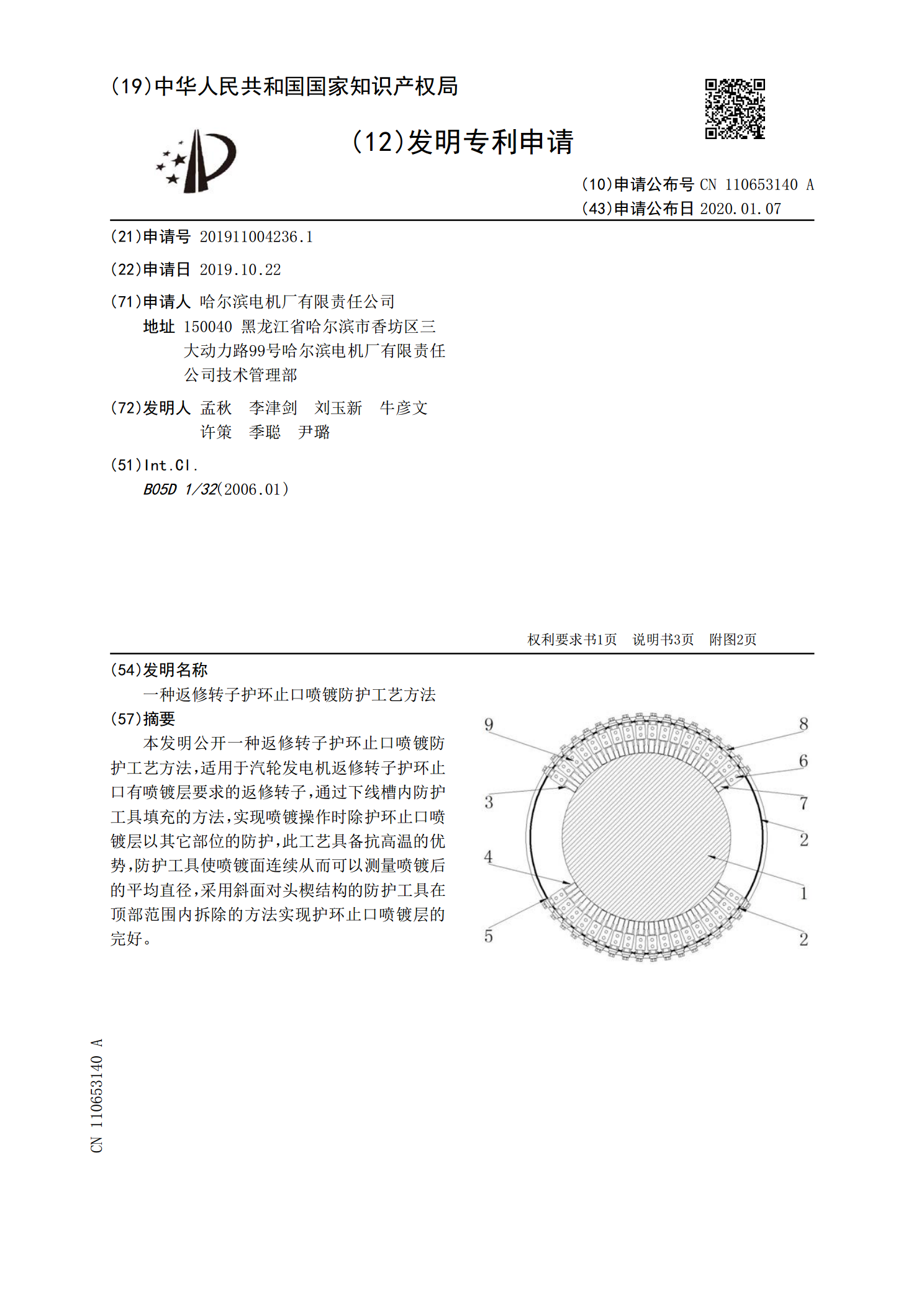
本发明公开一种返修转子护环止口喷镀防护工艺方法,适用于汽轮发电机返修转子护环止口有喷镀层要求的返修转子,通过下线槽内防护工具填充的方法,实现喷镀操作时除护环止口喷镀层以其它部位的防护,此工艺具备抗高温的优势,防护工具使喷镀面连续从而可以测量喷镀后的平均直径,采用斜面对头楔结构的防护工具在顶部范围内拆除的方法实现护环止口喷镀层的完好。

发电机转子及转子护环的寿命评估方法.pdf
本发明涉及一种发电机转子及转子护环的寿命评估方法,它包括下列步骤:A、确定转子及转子护环的数种状态并进行热影响分析;B、对转子及转子护环的温度场和应力场建立系统模型;C、对温度场和应力场的系统模型进行有限元计算分析;D、进行寿命损伤分析。按本发明的寿命评估方法,能够达到有效评估发电机转子及转子护环使用寿命的效果,进而完善整个汽轮发电机组的寿命评定技术。

汽轮发电机转子护环热套工艺方法.pdf
本发明的目的是提供一种汽轮发电机转子护环热套工艺方法,本发明与传统的工艺方法相比具有如下优点:1)本发明采用护环感应加热方式,相比传统加热方法更安全、更迅速,且加热过程中温度更易于掌控。2)本发明对转子端部的固定方式,相比较传统的端部固定方式,可以更有效的固定端部线圈,降低弹性膨胀,使中心环安装位置更精确,使护环套装过程更容易。3)本发明采用护环吊装方案使护环自停止加热至吊运至转子前的时间更短,降低温度损耗,并且吊运过程更安全,同时简易有效的解决了新工具护环拉爪的固定问题。4)本方案护环热套步骤相比传统的

一种燃气轮机转子的轮盘止口定位结构.pdf
本发明公开了一种燃气轮机转子的轮盘止口定位结构,包括支撑架、安装板、燃烧室、储存罐和转动壳体,转动壳体内部一侧中间位置处轮盘两侧与两侧轮盘一侧分别设有卡接层和定位块,定位块与卡接层卡接固定,轮盘一侧设有转动杆,转动杆一侧设有焊接块,焊接块与轮盘之间设有螺旋杆,螺旋杆外部对接安装有螺旋转动块。本发明通过定位块与卡接层卡接固定,一旦内部热量较多,造成卡接层与定位块膨胀,增加定位块与卡接层之间卡接的紧固性,通过不同的使用时气体加热膨胀方向的不同,造成螺旋转动块转动方向不同,从而使螺旋转动块对轮盘进行转动挤压,增
一种止滑防护手套的生产工艺.pdf
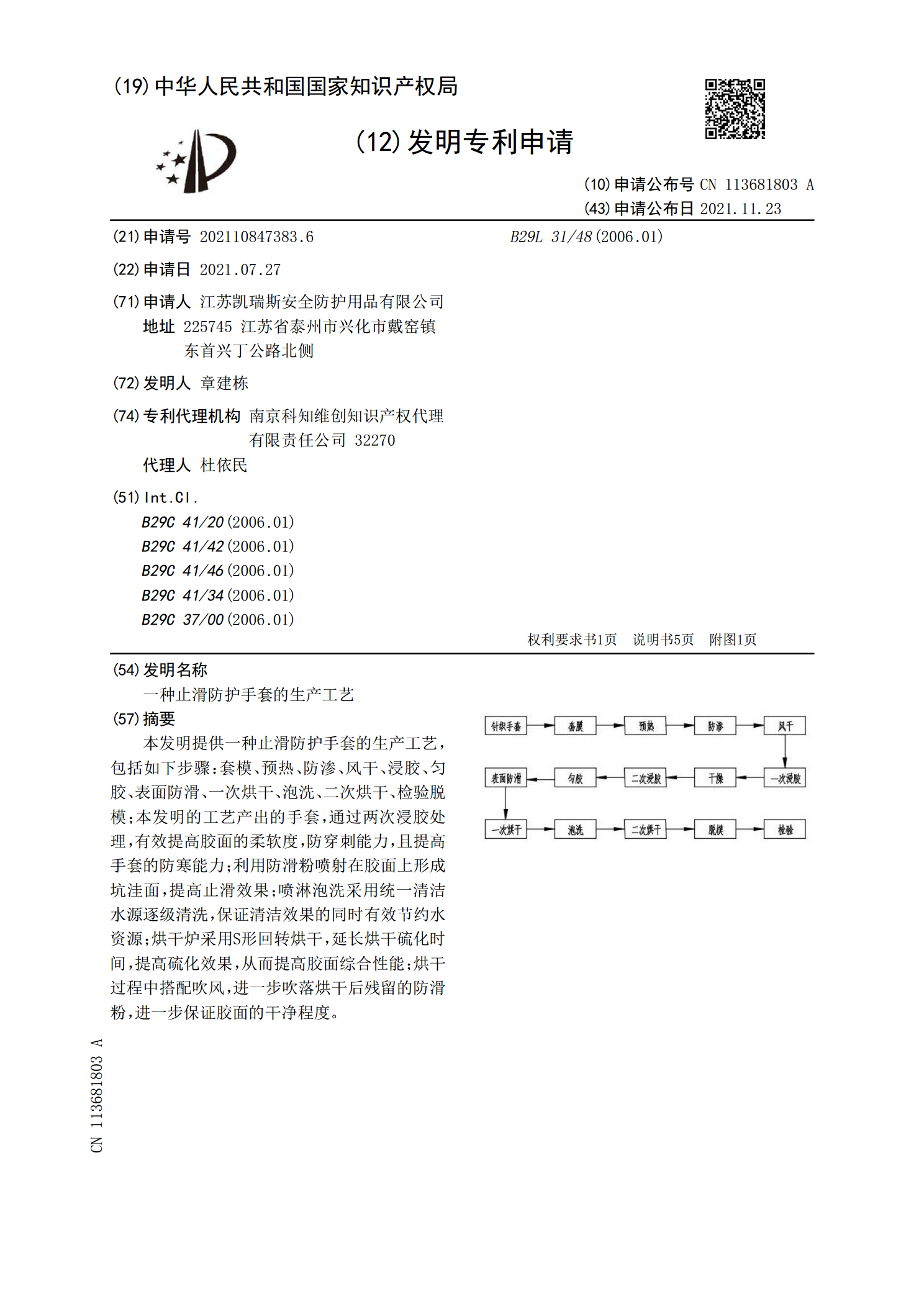
本发明提供一种止滑防护手套的生产工艺,包括如下步骤:套模、预热、防渗、风干、浸胶、匀胶、表面防滑、一次烘干、泡洗、二次烘干、检验脱模;本发明的工艺产出的手套,通过两次浸胶处理,有效提高胶面的柔软度,防穿刺能力,且提高手套的防寒能力;利用防滑粉喷射在胶面上形成坑洼面,提高止滑效果;喷淋泡洗采用统一清洁水源逐级清洗,保证清洁效果的同时有效节约水资源;烘干炉采用S形回转烘干,延长烘干硫化时间,提高硫化效果,从而提高胶面综合性能;烘干过程中搭配吹风,进一步吹落烘干后残留的防滑粉,进一步保证胶面的干净程度。