
变轨内花键加工装置及方法.pdf

骊蓉****23

1/10

2/10
3/10

4/10

5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

变轨内花键加工装置及方法.pdf
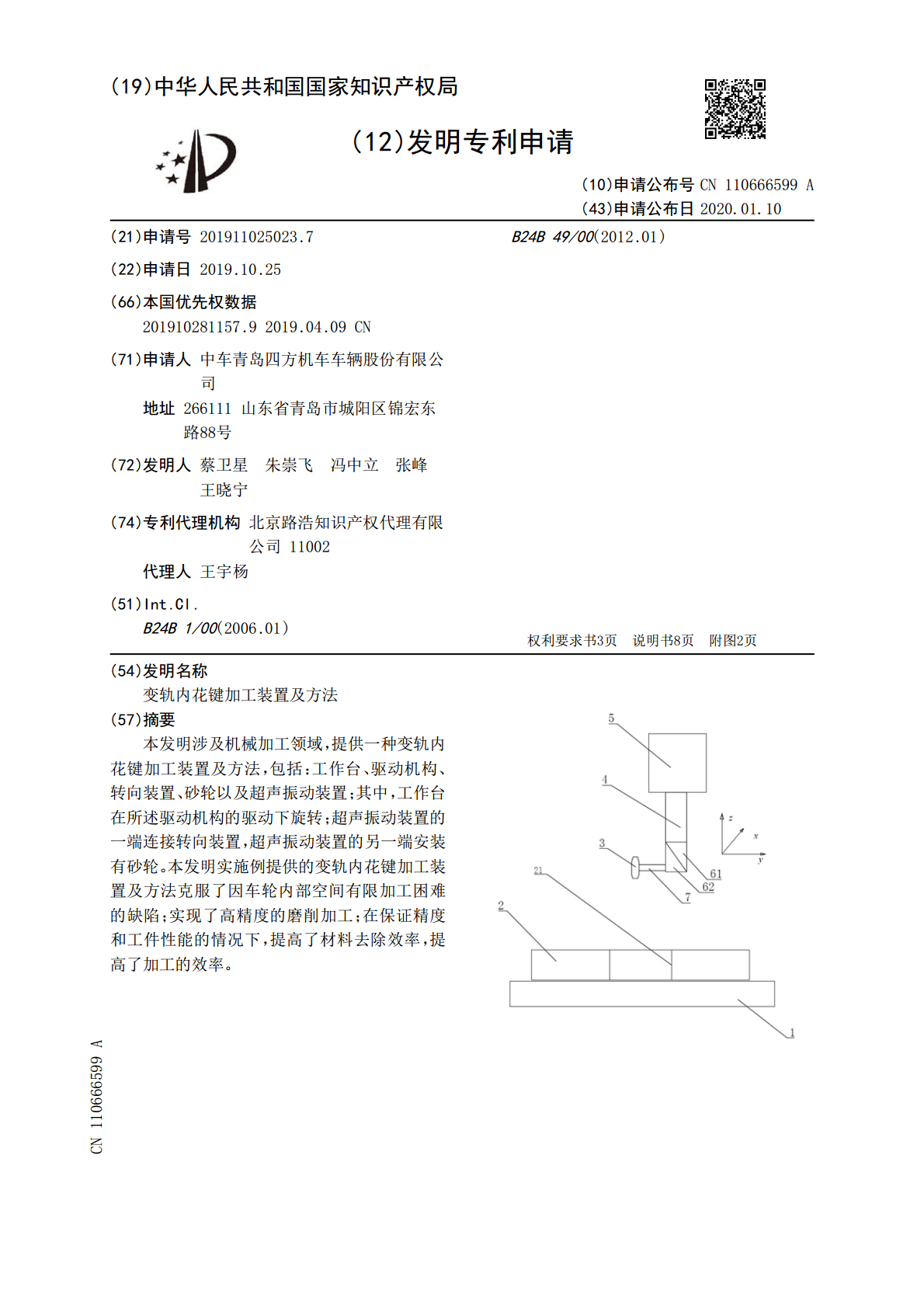
本发明涉及机械加工领域,提供一种变轨内花键加工装置及方法,包括:工作台、驱动机构、转向装置、砂轮以及超声振动装置;其中,工作台在所述驱动机构的驱动下旋转;超声振动装置的一端连接转向装置,超声振动装置的另一端安装有砂轮。本发明实施例提供的变轨内花键加工装置及方法克服了因车轮内部空间有限加工困难的缺陷;实现了高精度的磨削加工;在保证精度和工件性能的情况下,提高了材料去除效率,提高了加工的效率。

变轨外花键加工装置及方法.pdf
本发明涉及机械加工领域,尤其涉及一种变轨外花键加工装置及方法。装置包括,工作台、伸长装置、驱动机构、卡盘、转向装置、砂轮以及超声振动装置;其中,伸长装置与工作台相邻且其上表面与工作台的上表面等高,形成一个水平加工面;伸长装置与工作台的上表面各自安装有一个卡盘,卡盘连接驱动机构;超声振动装置的一端连接转向装置,另一端安装有砂轮。本发明实施例提供的变轨外花键加工装置及方法,实现了对车轴上大尺寸变轨外花键的加工,满足了大尺寸变轨外花键的加工需求;实现了超声振动磨削,提高了磨削效率。

一种大尺寸车轮变轨内车轮内花键高效精密磨削加工方法.pdf
本发明公开了一种大尺寸车轮变轨内车轮内花键高效精密磨削加工方法,包括如下步骤:S1、通过夹具将车轮装夹在工作台上,工作台连接有驱动其旋转的驱动机构,砂轮与机床主轴传动连接,机床主轴外端连接有超声振动装置,超声振动装置在压电致动器的作用下实现弯曲振动,实现了砂轮切削深度方向的振动,且砂轮轴线与车轮轴线垂直;S2、机床误差影响量测量;S3、磨削参数设置S4、误差补偿;S5、根据S4获得的加工参数进行加工。本发明通过对误差的分析测量和补偿实现高精度的磨削,在保证精度和车轮性能的情况下,尽量提高材料去除效率,提高

小模数盲孔内花键加工刀具装置及加工方法.pdf
本发明提供了一种小模数盲孔内花键加工刀具装置及加工方法。所述装置在刀座体底部开有定位键块槽并在槽内装有定位键块,刀座体上部的一侧装有刀具定位档块,并用档块锁紧螺栓与刀座体相连接,刀座体上部开有刀具槽并装有刀具,刀具用刀具压板压住,再用压板锁紧螺栓固定在刀座体上,刀具通过刀具锁紧螺栓固定,刀座体用刀座锁紧螺栓固定在加工设备上。所述加工方法按下列步骤进行:1、刀具和刀座体的安装;2、等高参数调节;3、参数设置;4、工件加工。该方法解决了传统技术采用展成插齿法等,加工效率低下、刀具成本高等问题,使用该装置和方法

一种大尺寸车轴变轨外花键高效精密磨削加工方法.pdf
本发明公开了一种大尺寸车轴变轨外花键高效精密磨削加工方法,包括如下步骤:S1、通过夹具装夹车轴两端,车轴中间与卡盘传动连接,卡盘连接有驱动其绕车轴轴线旋转的驱动机构,砂轮与机床主轴传动连接;S2、机床误差影响量测量;S3、磨削参数设置S4、误差补偿,将步骤S3获得的加工参数加上步骤S2获得的机床误差影响量获得误差补偿后的粗磨削加工和精磨削加工的加工参数;S5、根据S4获得的加工参数进行加工。本发明通过对误差的分析测量和补偿实现高精度的磨削,在保证精度和工件性能的情况下,尽量提高材料去除效率,提高加工的效率