
一种具有补偿功能的磨刀机进给装置.pdf

是你****噩呀

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

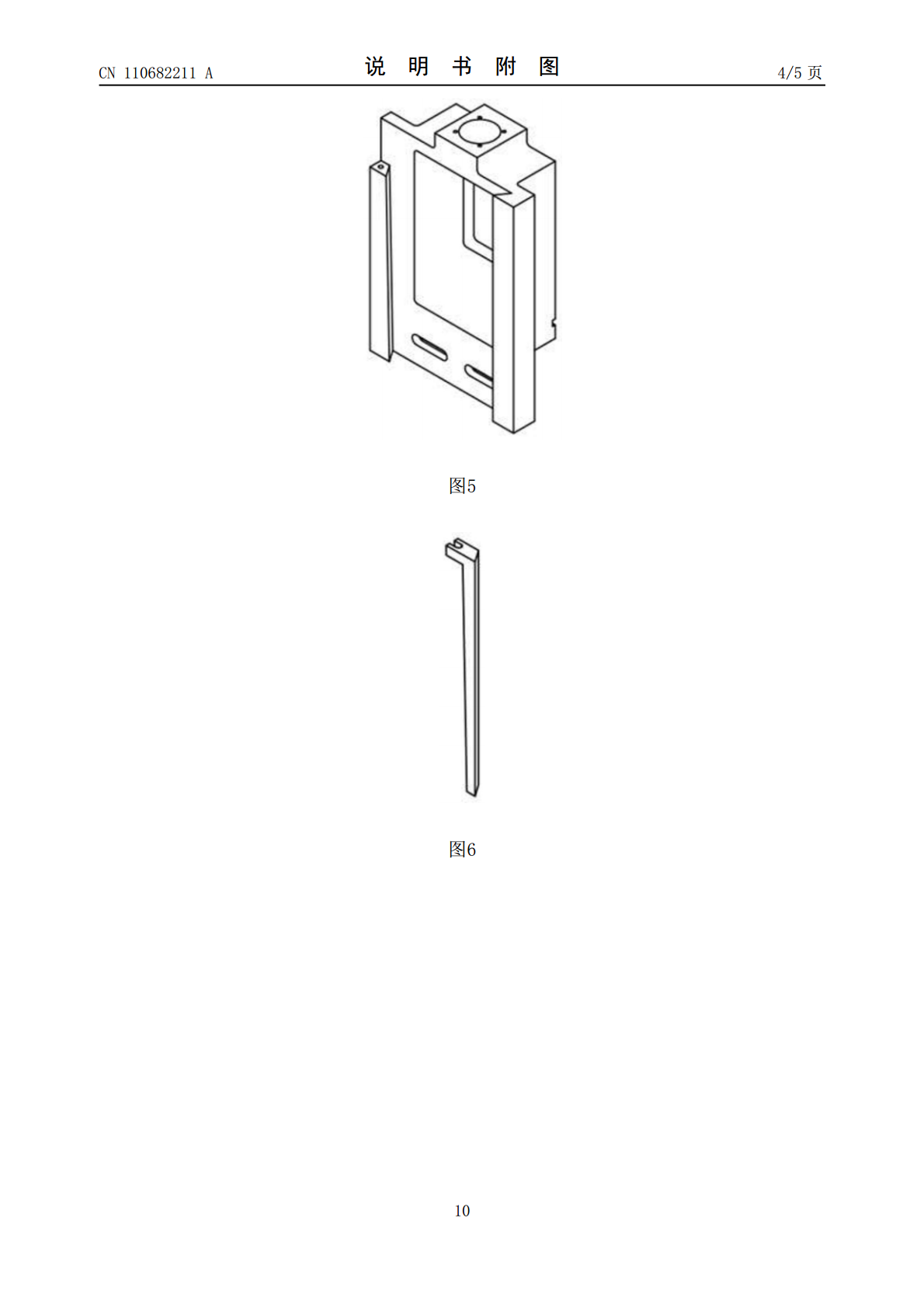
一种具有补偿功能的磨刀机进给装置.pdf
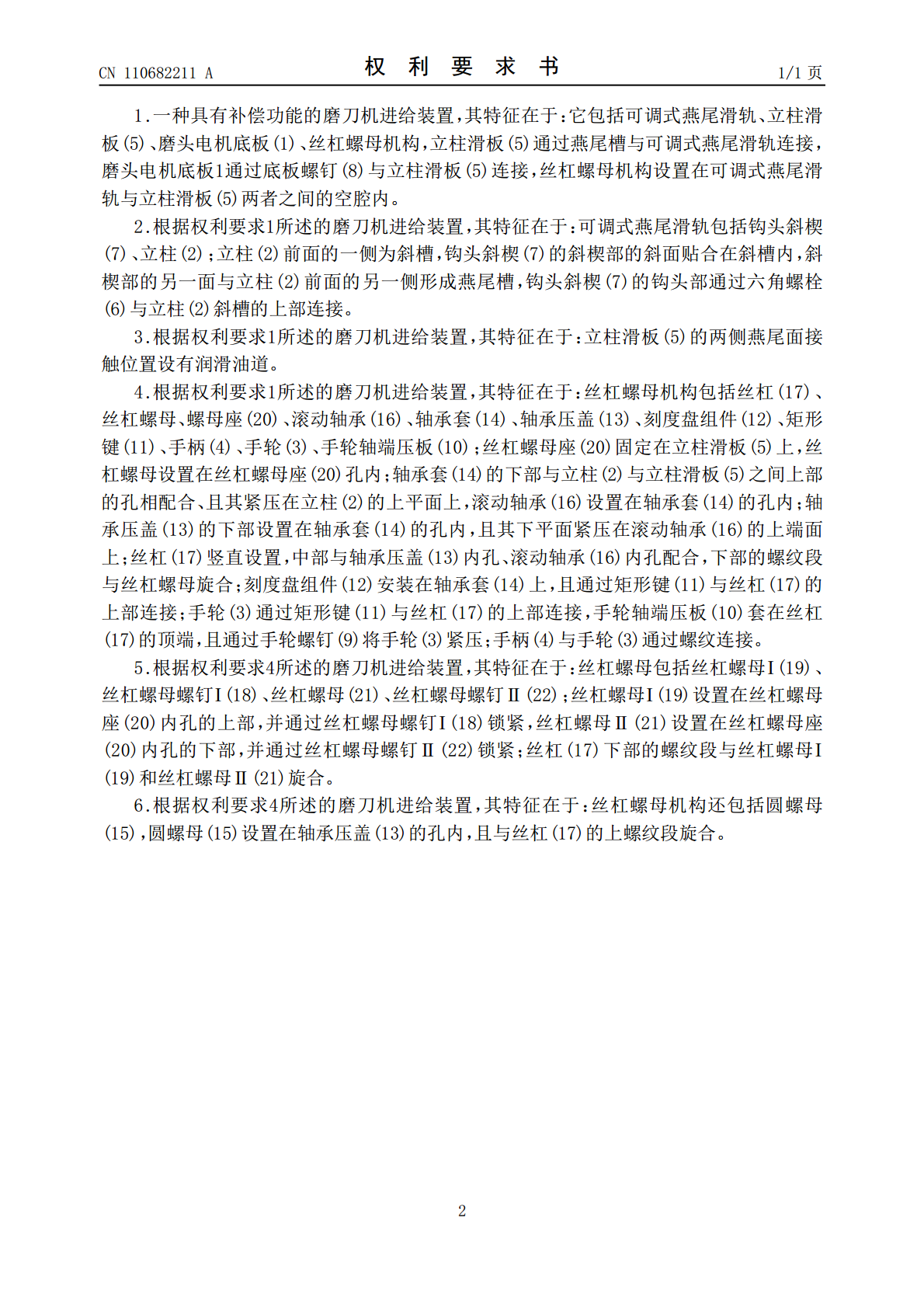
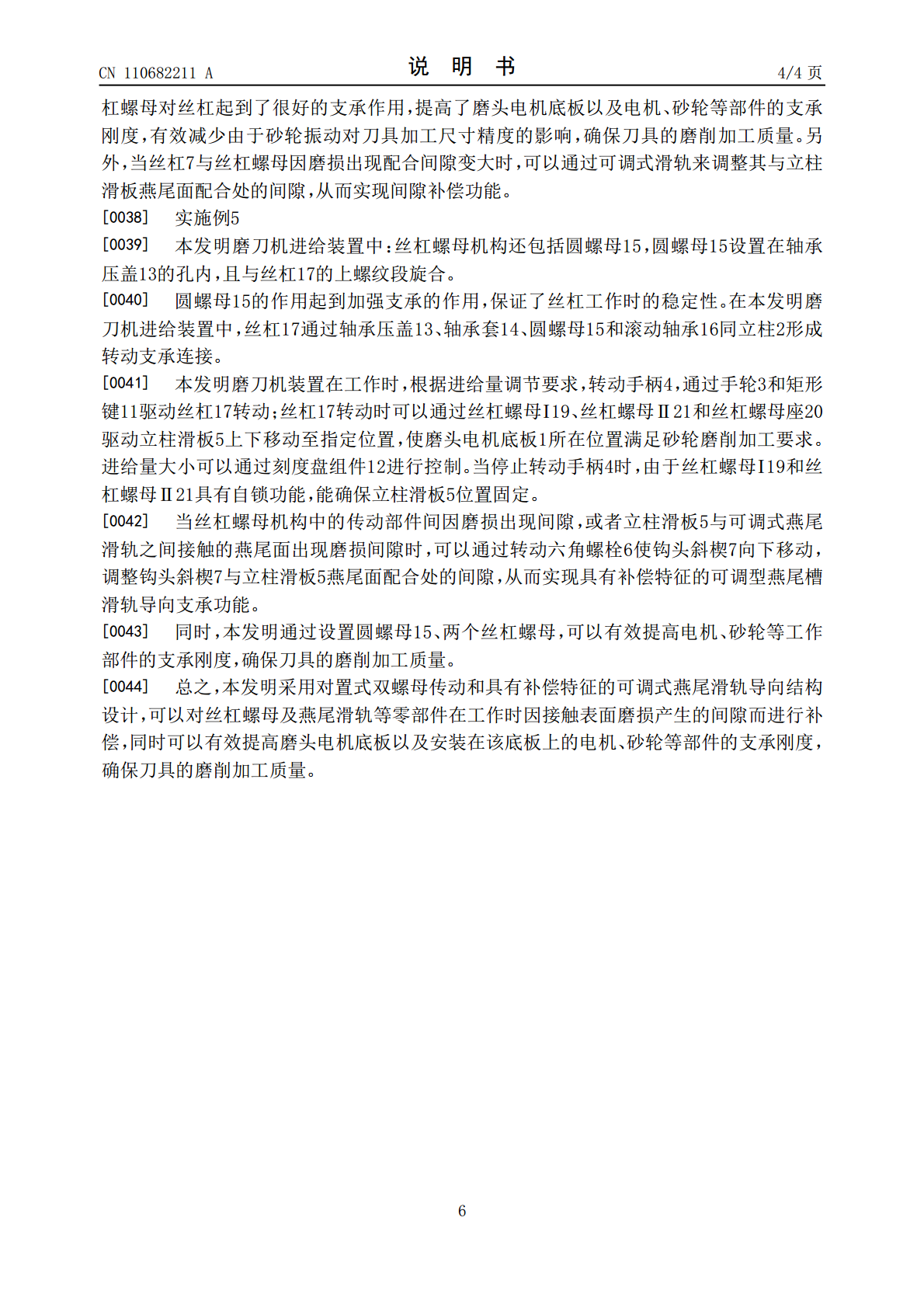
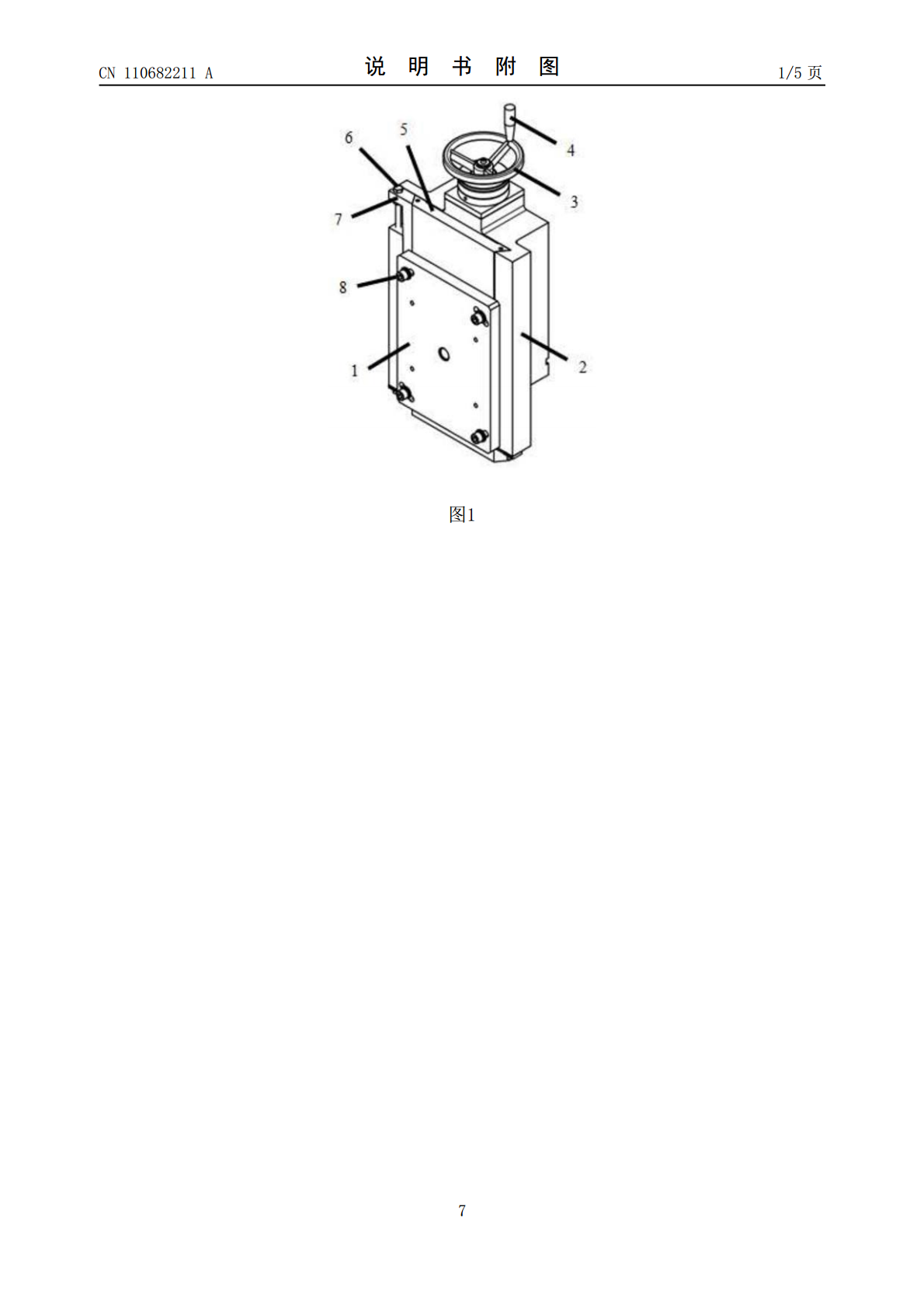
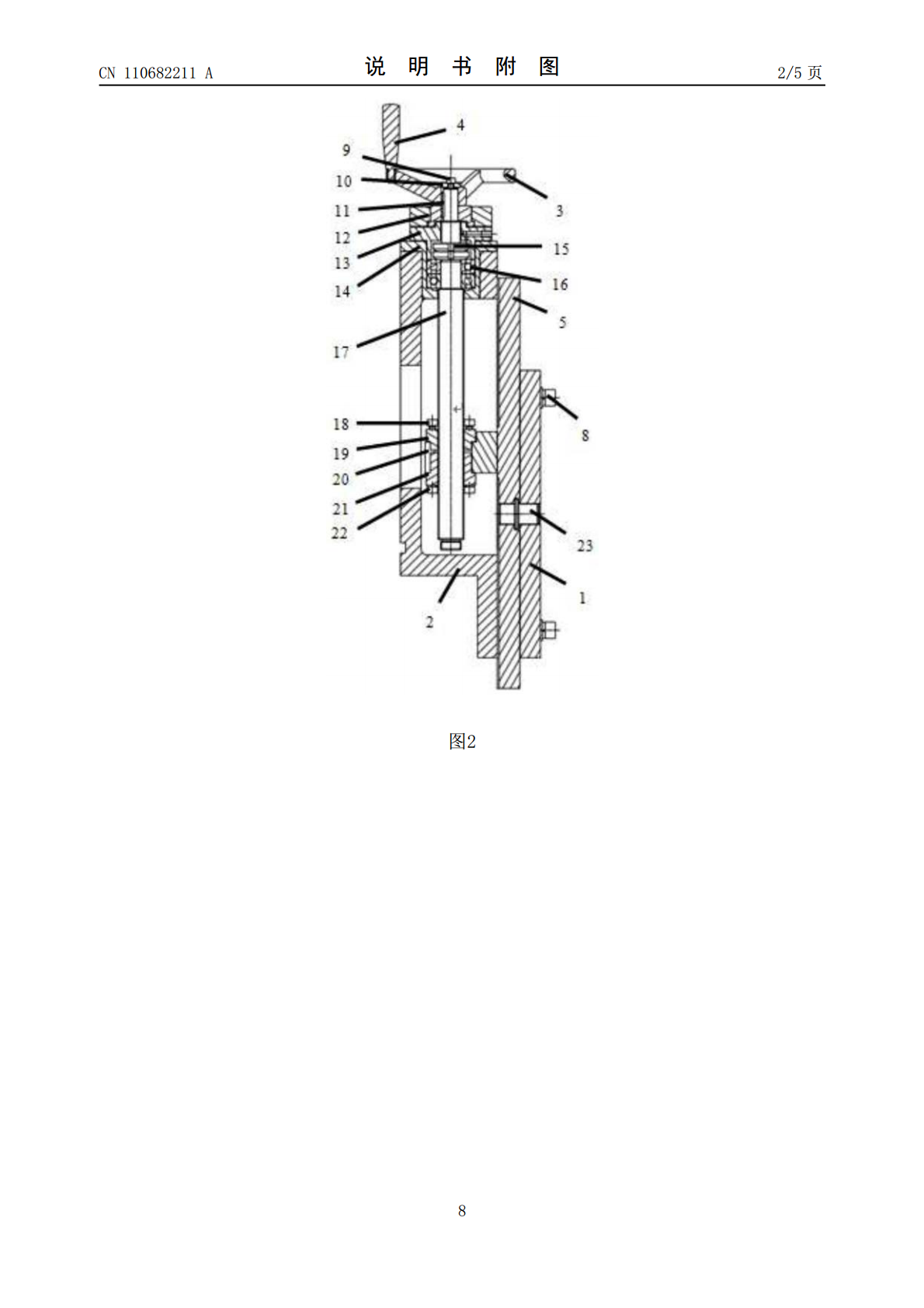
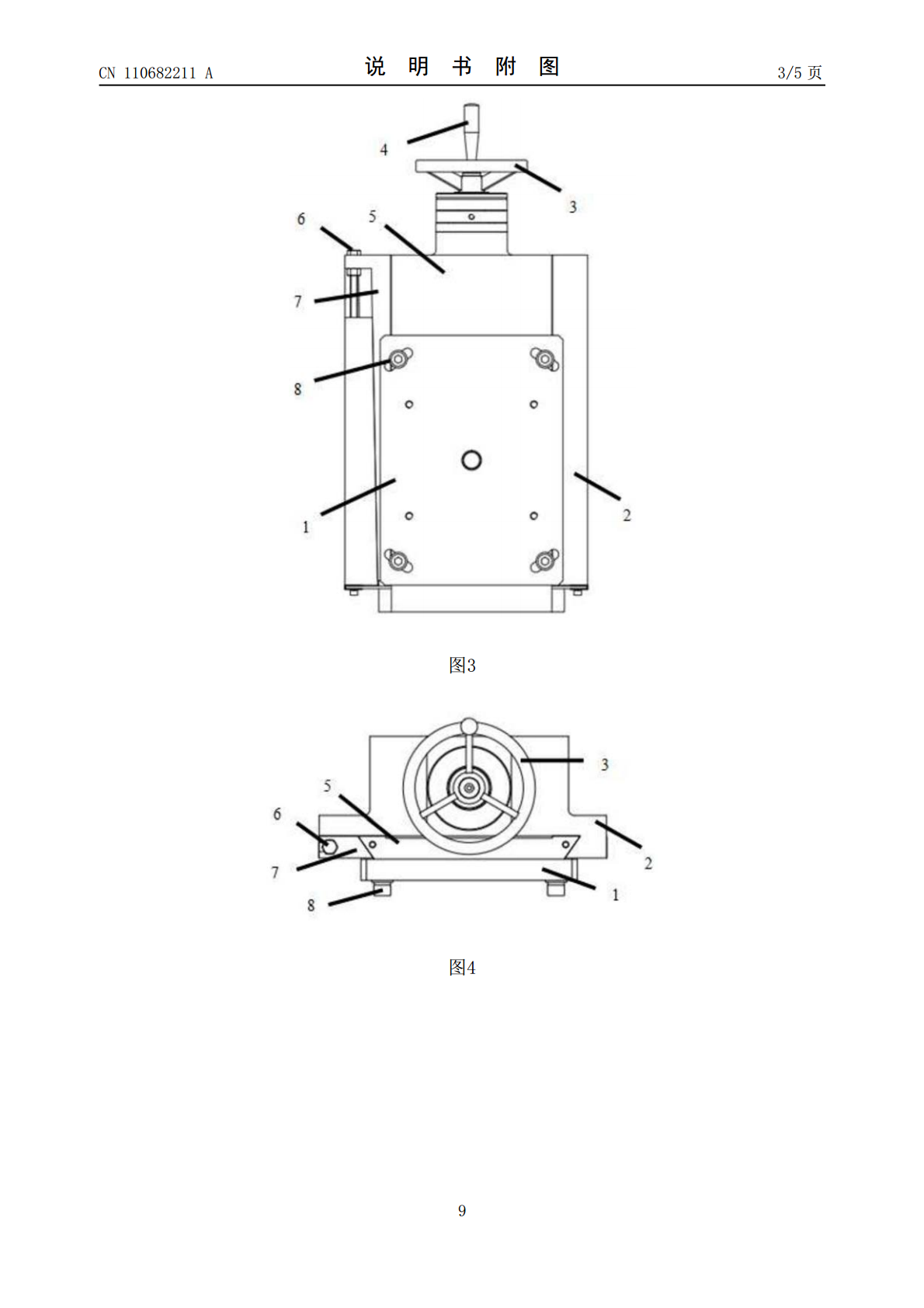
本发明公开了一种具有补偿功能的磨刀机进给装置,它包括可调式燕尾滑轨、立柱滑板、磨头电机底板、丝杠螺母机构,立柱滑板通过燕尾槽与可调式燕尾滑轨连接,磨头电机底板通过底板螺钉与立柱滑板连接,丝杠螺母机构设置在可调式燕尾滑轨与立柱滑板两者之间的空腔内。其中,可调式燕尾滑轨包括钩头斜楔、立柱;立柱前面的一侧为斜槽,钩头斜楔的斜楔部的斜面贴合在斜槽内,斜楔部的另一面与立柱前面的另一侧形成燕尾槽,钩头斜楔的钩头部通过六角螺栓与立柱斜槽的上部连接。本发明进给装置可以很方便消除丝杠螺母及燕尾滑轨磨损间隙造成的不利影响,确
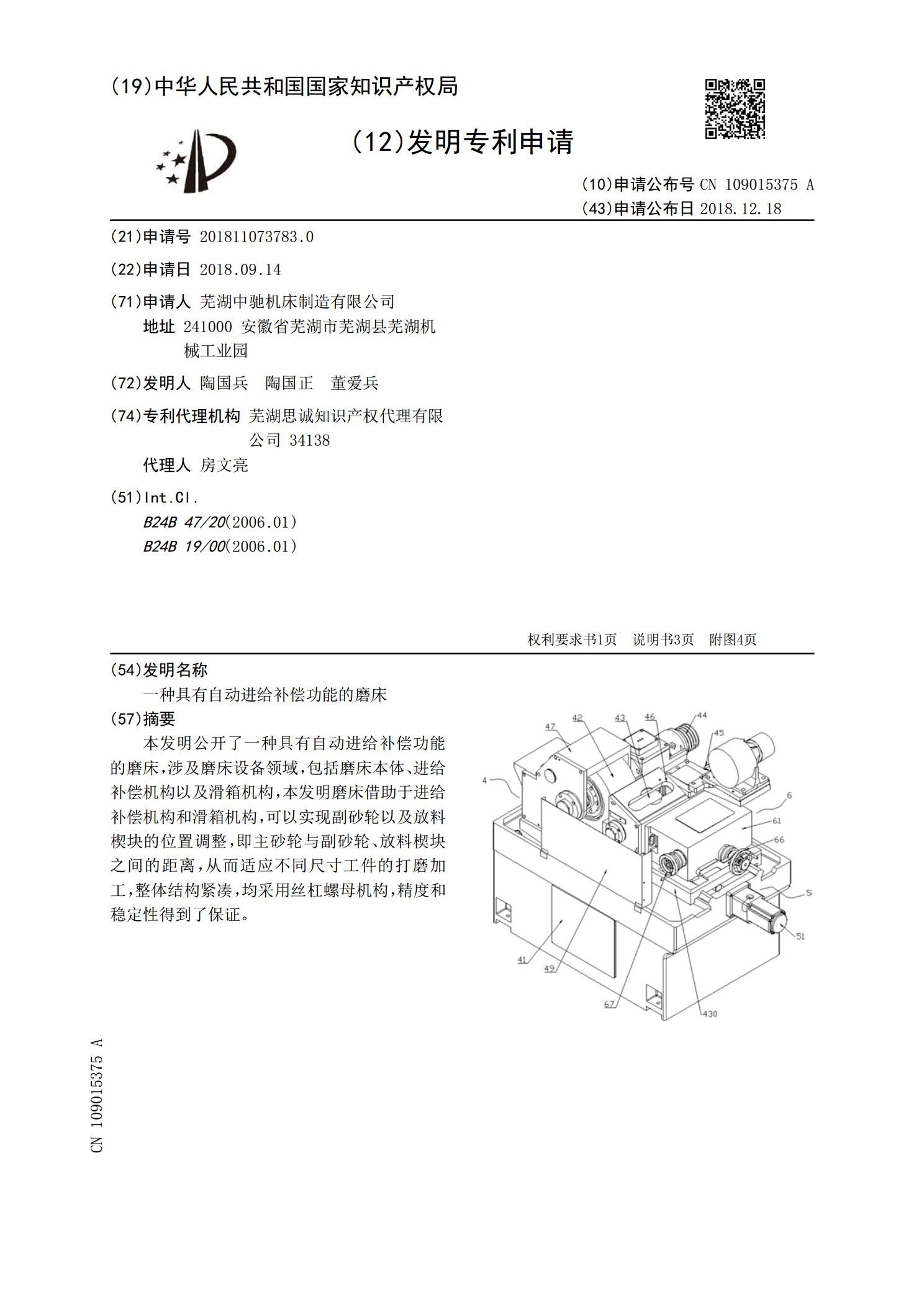
一种具有自动进给补偿功能的磨床.pdf
本发明公开了一种具有自动进给补偿功能的磨床,涉及磨床设备领域,包括磨床本体、进给补偿机构以及滑箱机构,本发明磨床借助于进给补偿机构和滑箱机构,可以实现副砂轮以及放料楔块的位置调整,即主砂轮与副砂轮、放料楔块之间的距离,从而适应不同尺寸工件的打磨加工,整体结构紧凑,均采用丝杠螺母机构,精度和稳定性得到了保证。
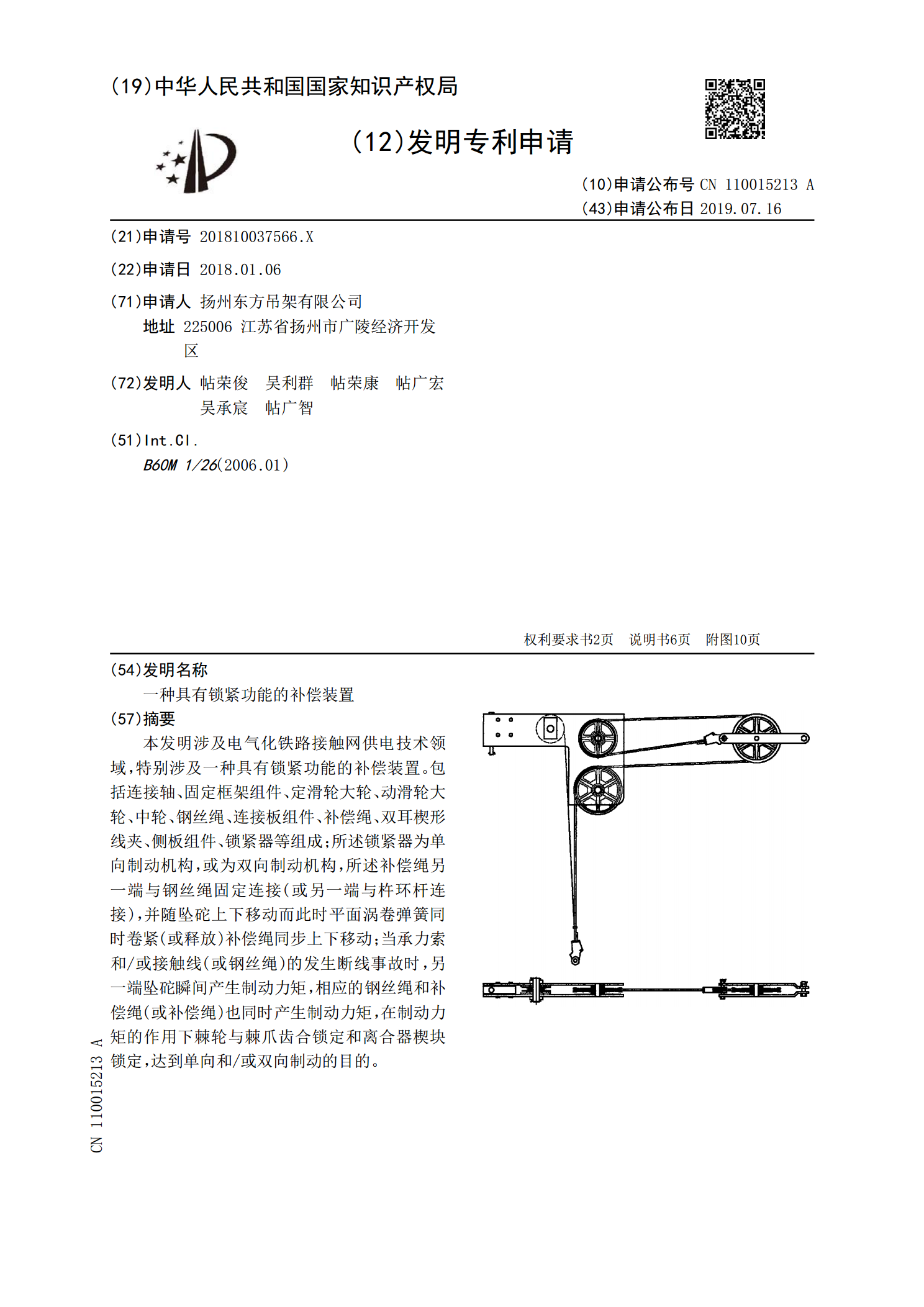
一种具有锁紧功能的补偿装置.pdf
本发明涉及电气化铁路接触网供电技术领域,特别涉及一种具有锁紧功能的补偿装置。包括连接轴、固定框架组件、定滑轮大轮、动滑轮大轮、中轮、钢丝绳、连接板组件、补偿绳、双耳楔形线夹、侧板组件、锁紧器等组成;所述锁紧器为单向制动机构,或为双向制动机构,所述补偿绳另一端与钢丝绳固定连接(或另一端与杵环杆连接),并随坠砣上下移动而此时平面涡卷弹簧同时卷紧(或释放)补偿绳同步上下移动;当承力索和/或接触线(或钢丝绳)的发生断线事故时,另一端坠砣瞬间产生制动力矩,相应的钢丝绳和补偿绳(或补偿绳)也同时产生制动力矩,在制动力
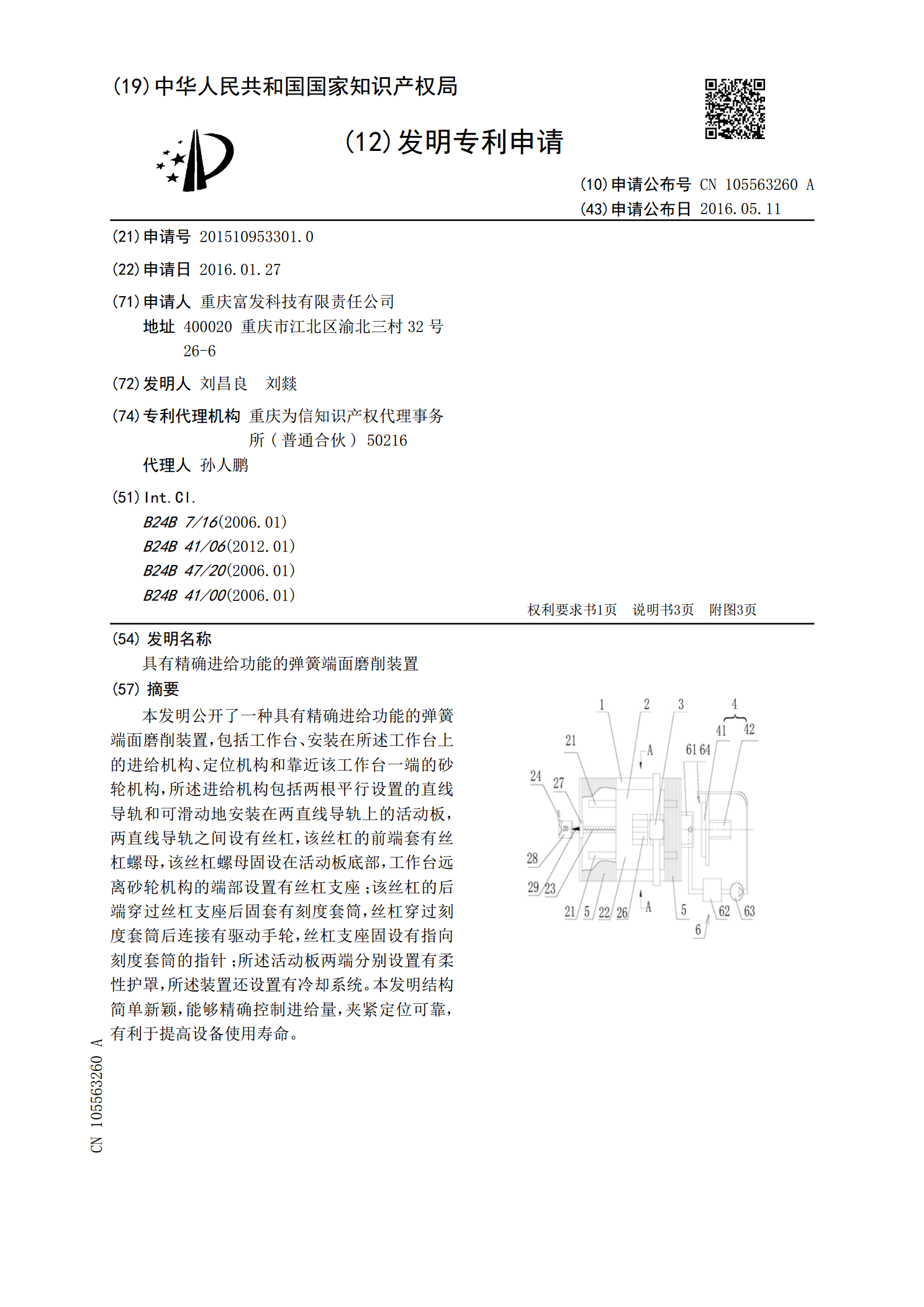
具有精确进给功能的弹簧端面磨削装置.pdf
本发明公开了一种具有精确进给功能的弹簧端面磨削装置,包括工作台、安装在所述工作台上的进给机构、定位机构和靠近该工作台一端的砂轮机构,所述进给机构包括两根平行设置的直线导轨和可滑动地安装在两直线导轨上的活动板,两直线导轨之间设有丝杠,该丝杠的前端套有丝杠螺母,该丝杠螺母固设在活动板底部,工作台远离砂轮机构的端部设置有丝杠支座;该丝杠的后端穿过丝杠支座后固套有刻度套筒,丝杠穿过刻度套筒后连接有驱动手轮,丝杠支座固设有指向刻度套筒的指针;所述活动板两端分别设置有柔性护罩,所述装置还设置有冷却系统。本发明结构简单
一种具有补偿功能的布料卷取装置.pdf
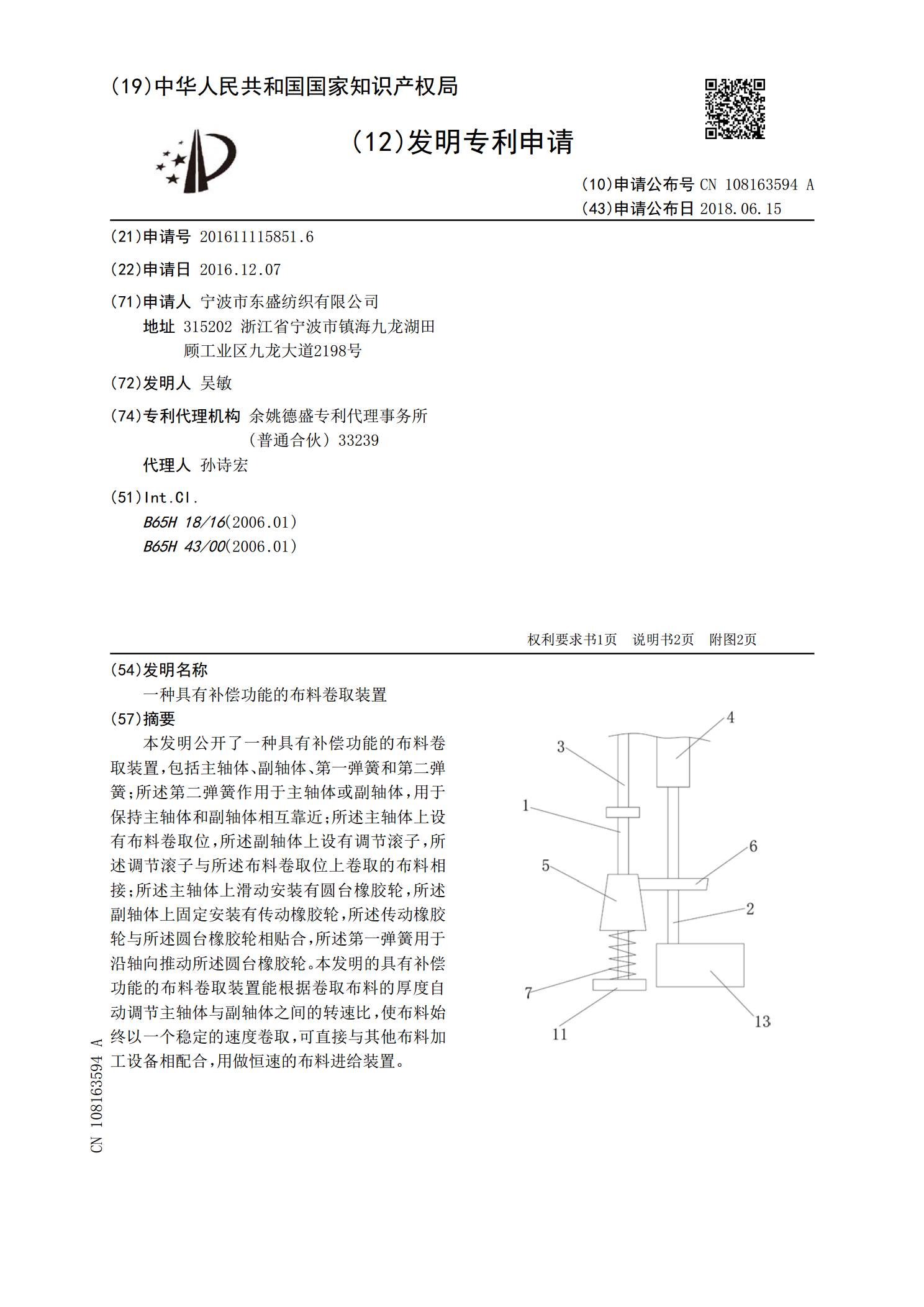
本发明公开了一种具有补偿功能的布料卷取装置,包括主轴体、副轴体、第一弹簧和第二弹簧;所述第二弹簧作用于主轴体或副轴体,用于保持主轴体和副轴体相互靠近;所述主轴体上设有布料卷取位,所述副轴体上设有调节滚子,所述调节滚子与所述布料卷取位上卷取的布料相接;所述主轴体上滑动安装有圆台橡胶轮,所述副轴体上固定安装有传动橡胶轮,所述传动橡胶轮与所述圆台橡胶轮相贴合,所述第一弹簧用于沿轴向推动所述圆台橡胶轮。本发明的具有补偿功能的布料卷取装置能根据卷取布料的厚度自动调节主轴体与副轴体之间的转速比,使布料始终以一个稳定的