
一种加工扇形段工艺.pdf

努力****绮亦


1/5
2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种加工扇形段工艺.pdf
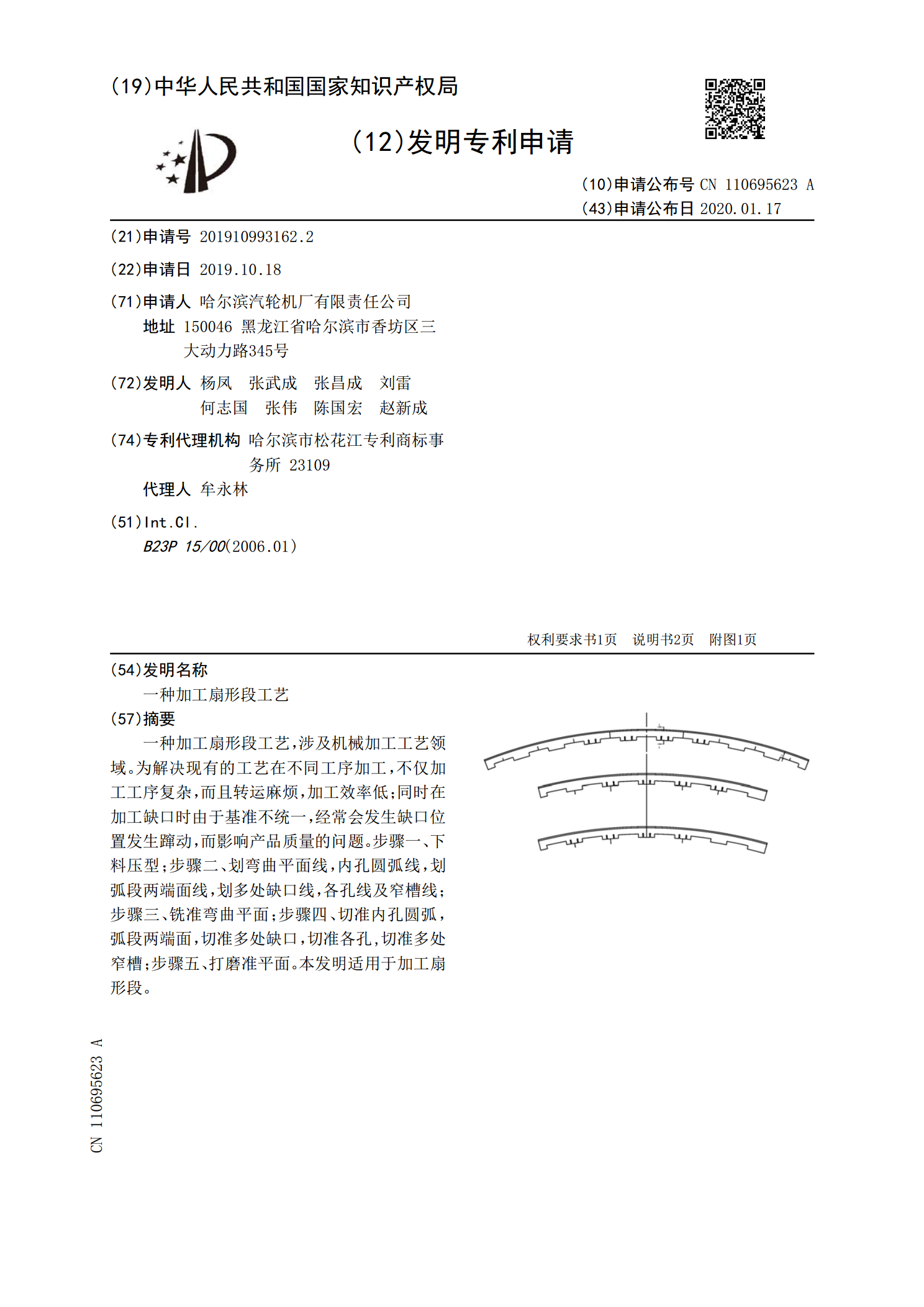
一种加工扇形段工艺,涉及机械加工工艺领域。为解决现有的工艺在不同工序加工,不仅加工工序复杂,而且转运麻烦,加工效率低;同时在加工缺口时由于基准不统一,经常会发生缺口位置发生蹿动,而影响产品质量的问题。步骤一、下料压型;步骤二、划弯曲平面线,内孔圆弧线,划弧段两端面线,划多处缺口线,各孔线及窄槽线;步骤三、铣准弯曲平面;步骤四、切准内孔圆弧,弧段两端面,切准多处缺口,切准各孔,切准多处窄槽;步骤五、打磨准平面。本发明适用于加工扇形段。

扇形段框架机械加工工艺研究.docx
扇形段框架机械加工工艺研究论文题目:扇形段框架机械加工工艺研究摘要:随着工业技术的不断发展,框架结构在许多领域得到了广泛应用。而扇形段框架作为一种特殊的框架结构,具有较高的强度和刚度,因此在航空、航天、汽车、建筑等领域的应用日益广泛。本论文以扇形段框架机械加工工艺为研究对象,分析了扇形段框架的结构特点和应用领域,并重点探讨了扇形段框架的机械加工工艺,包括切割、铣削、钻孔等方面的加工方法及其工艺参数,进而对扇形段框架的加工质量进行评估和分析。本研究的目的是为扇形段框架的机械加工提供科学的指导和技术支持。关键

一种加工扇形板的简便工艺方法.docx
一种加工扇形板的简便工艺方法一种加工扇形板的简便工艺方法摘要:本文介绍了一种简便的加工扇形板的工艺方法。该方法是基于数控切割机的自动化加工,利用专门设计的刀具和加工参数,实现了对扇形板的高效加工。通过对实际加工过程的分析和实验验证,验证了该方法的可行性和有效性。关键词:加工;扇形板;数控切割机;自动化1.引言扇形板是一种常见的工业零部件,广泛应用于航空航天、机械制造、自动化设备等领域。传统的扇形板加工通常采用手工操作或传统切割机进行,工艺繁琐、效率低下、精度难以保证。因此,研究一种简便的加工扇形板的工艺方

扇形齿轮的加工工艺.pdf
本发明涉及一种扇形齿轮的加工工艺,所需加工的扇形齿轮的齿部区域为扇形,键槽的横向中心线与齿轮齿顶的水平中心线之间具有夹角α,加工工艺包括如下步骤:(1)、将齿轮的齿部区域加工成一个整圆;(2)、加工键槽:增加校正工装,校正工装具有第一边c、第二边d、第三边e、第四边f,第三边e与第四边f形成夹角β,α+β=90°;将校正工装的第二边d与齿轮齿顶的竖直中心线校正平行,此时需加工的键槽的横向中心线即与校正工装的第四边f垂直,再以此时的键槽的横向中心线为基准加工键槽。增加校正工装使得键槽的横向中心线与齿轮齿顶的

扇形板的加工工艺方法.docx
扇形板的加工工艺方法扇形板是一种常用于机械、建筑、汽车等领域的重要零部件,其加工工艺方法对于产品的质量和性能有重要影响。本文将从扇形板的加工目标、加工工艺流程、加工设备和加工参数等方面探讨扇形板的加工工艺方法。一、扇形板的加工目标扇形板加工的首要目标是保证产品的质量和性能。扇形板通常用于扇叶、风扇外壳等,其加工需求包括精度要求、表面质量、强度和耐磨性等。加工过程中需要保证扇形板的几何形状和尺寸精度,避免出现疏漏和划伤等缺陷,提高产品的强度和耐磨性,以满足产品的使用需求。二、扇形板的加工工艺流程扇形板的加工