
一种保温杯杯体滚花成型工艺.pdf

论文****酱吖


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种保温杯杯体滚花成型工艺.pdf
本发明提供了一种保温杯杯体滚花成型工艺,它包括以下步骤:S1、杯体外壳的制作,取得适合长度的杯体外壳管件;S2、对管件的焊缝进行处理,使焊缝与管体表面一致平整;S3、对管件进行成型处理,形成标准的杯体外壳;S5、对杯体外壳表面抛光处理;S6、以滚压轮对杯体外壳进行滚压,滚压轮花纹压在杯体外壳表面形成凹凸的花纹;S7、对杯体外壳进行整形;S8、焊接内胆与杯底,并抽真空;S9、最后的抛光处理。本发明采用的工艺可以对杯体形成整圈的凹凸状态的滚花,滚花更具有美感,也能有效的防滑。
滚花齿型支撑芯的成型工艺、成型装置及滚花齿支撑芯.pdf
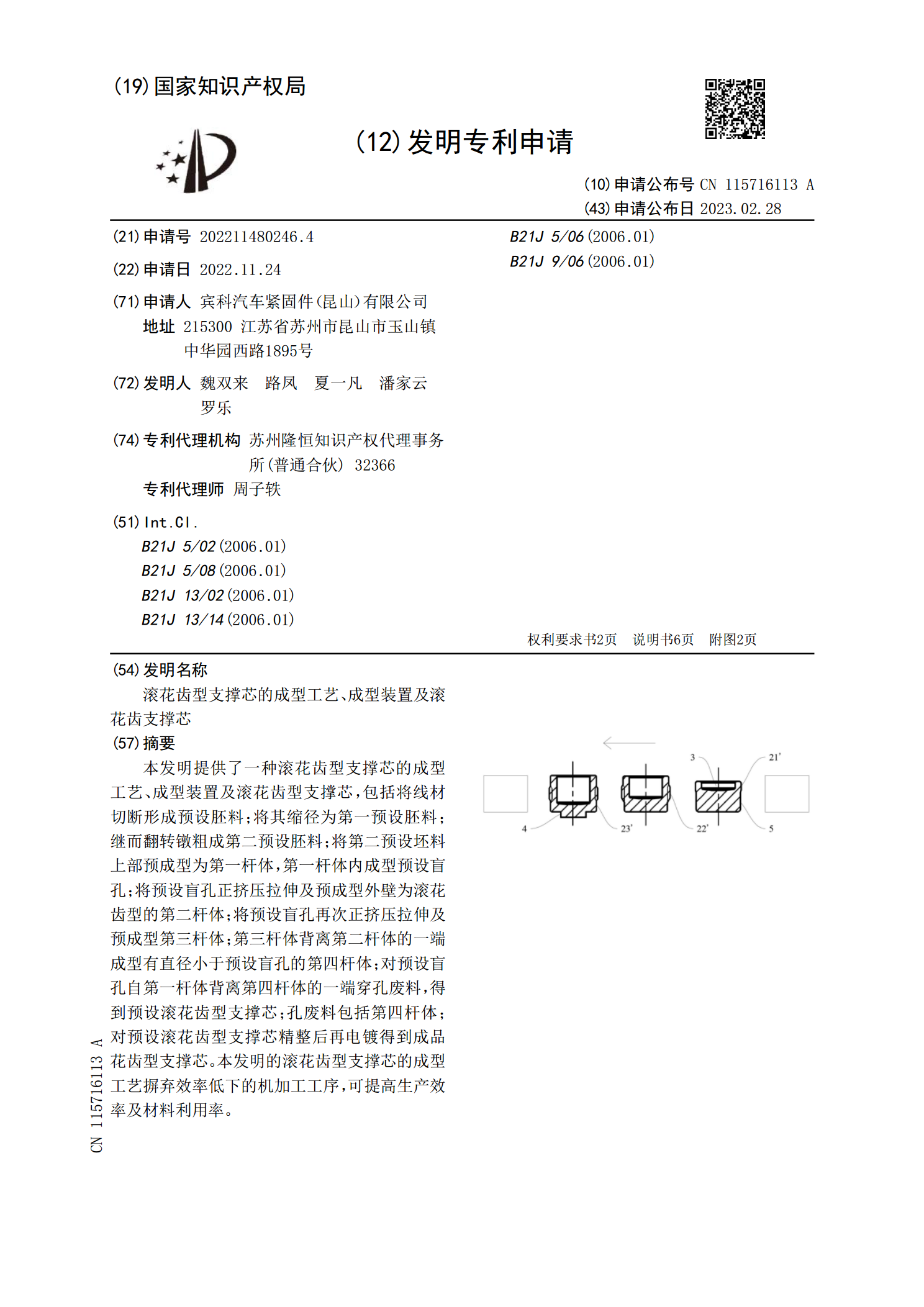
本发明提供了一种滚花齿型支撑芯的成型工艺、成型装置及滚花齿型支撑芯,包括将线材切断形成预设胚料;将其缩径为第一预设胚料;继而翻转镦粗成第二预设胚料;将第二预设坯料上部预成型为第一杆体,第一杆体内成型预设盲孔;将预设盲孔正挤压拉伸及预成型外壁为滚花齿型的第二杆体;将预设盲孔再次正挤压拉伸及预成型第三杆体;第三杆体背离第二杆体的一端成型有直径小于预设盲孔的第四杆体;对预设盲孔自第一杆体背离第四杆体的一端穿孔废料,得到预设滚花齿型支撑芯;孔废料包括第四杆体;对预设滚花齿型支撑芯精整后再电镀得到成品花齿型支撑芯。
一种陶瓷杯杯体成型模具.pdf
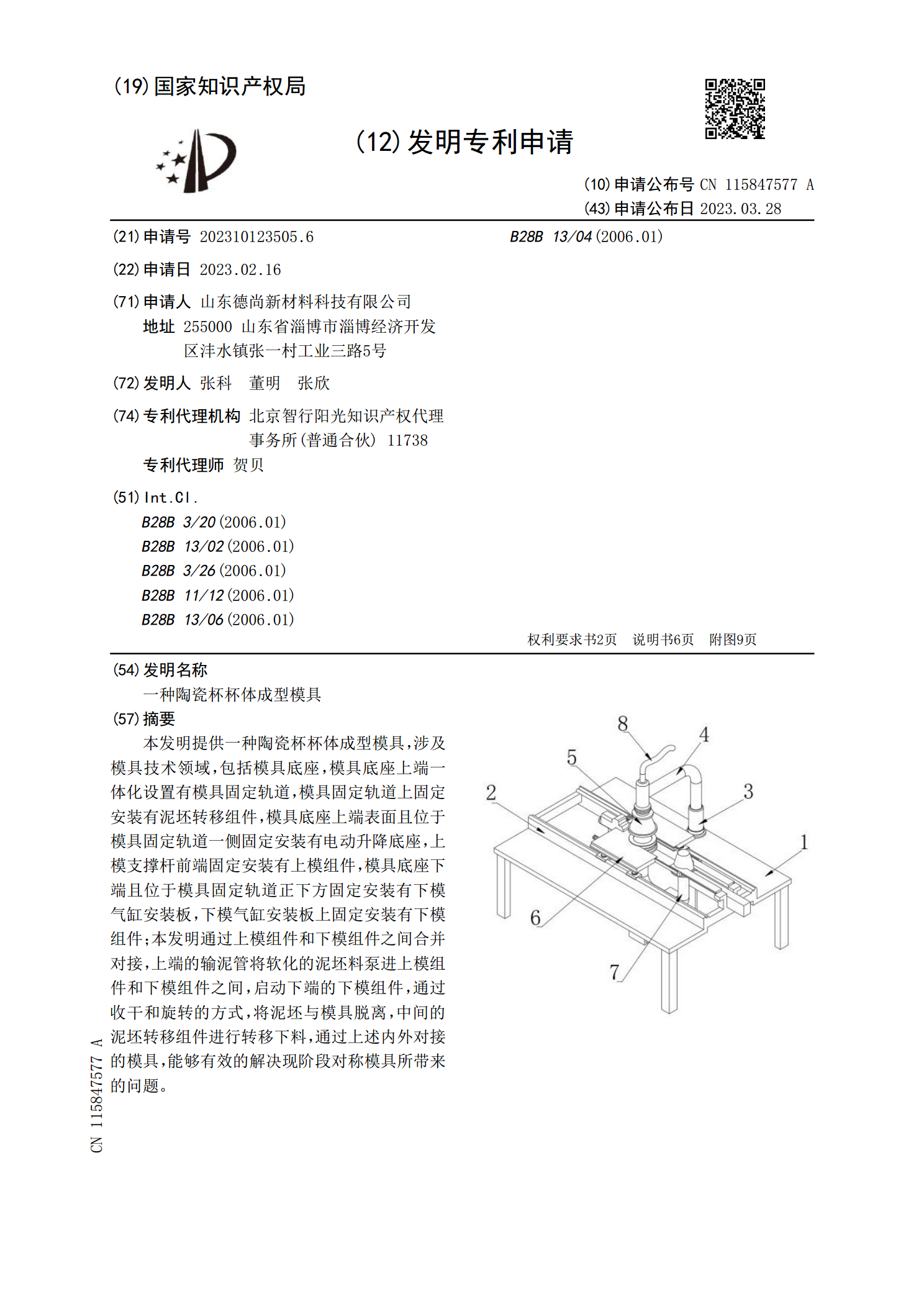
本发明提供一种陶瓷杯杯体成型模具,涉及模具技术领域,包括模具底座,模具底座上端一体化设置有模具固定轨道,模具固定轨道上固定安装有泥坯转移组件,模具底座上端表面且位于模具固定轨道一侧固定安装有电动升降底座,上模支撑杆前端固定安装有上模组件,模具底座下端且位于模具固定轨道正下方固定安装有下模气缸安装板,下模气缸安装板上固定安装有下模组件;本发明通过上模组件和下模组件之间合并对接,上端的输泥管将软化的泥坯料泵进上模组件和下模组件之间,启动下端的下模组件,通过收干和旋转的方式,将泥坯与模具脱离,中间的泥坯转移组件
一种保温杯杯体研磨结构及其工作原理.pdf
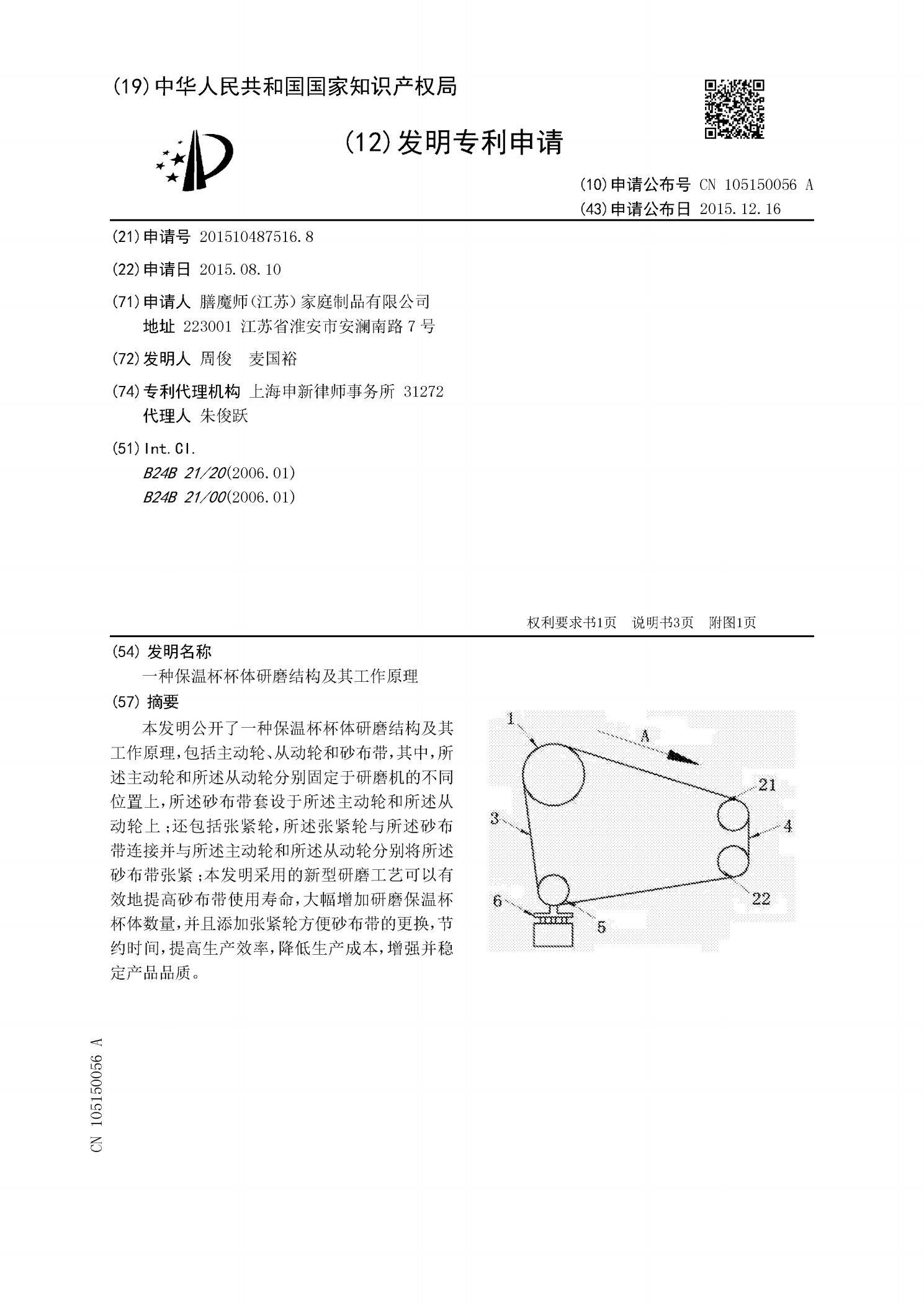
本发明公开了一种保温杯杯体研磨结构及其工作原理,包括主动轮、从动轮和砂布带,其中,所述主动轮和所述从动轮分别固定于研磨机的不同位置上,所述砂布带套设于所述主动轮和所述从动轮上;还包括张紧轮,所述张紧轮与所述砂布带连接并与所述主动轮和所述从动轮分别将所述砂布带张紧;本发明采用的新型研磨工艺可以有效地提高砂布带使用寿命,大幅增加研磨保温杯杯体数量,并且添加张紧轮方便砂布带的更换,节约时间,提高生产效率,降低生产成本,增强并稳定产品品质。
一种管体滚环加工成型设备.pdf
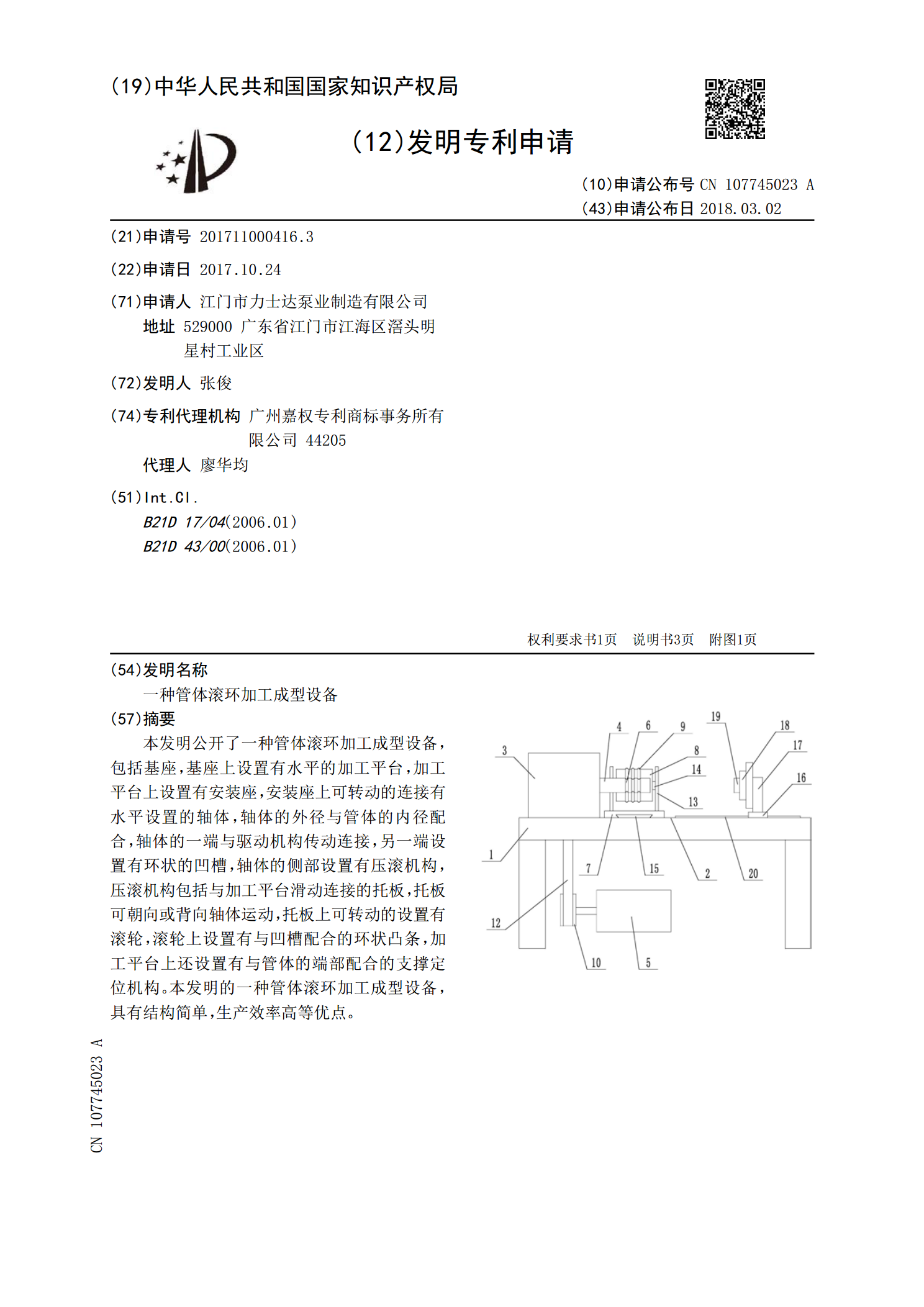
本发明公开了一种管体滚环加工成型设备,包括基座,基座上设置有水平的加工平台,加工平台上设置有安装座,安装座上可转动的连接有水平设置的轴体,轴体的外径与管体的内径配合,轴体的一端与驱动机构传动连接,另一端设置有环状的凹槽,轴体的侧部设置有压滚机构,压滚机构包括与加工平台滑动连接的托板,托板可朝向或背向轴体运动,托板上可转动的设置有滚轮,滚轮上设置有与凹槽配合的环状凸条,加工平台上还设置有与管体的端部配合的支撑定位机构。本发明的一种管体滚环加工成型设备,具有结构简单,生产效率高等优点。