
滚花齿型支撑芯的成型工艺、成型装置及滚花齿支撑芯.pdf

书生****文章


1/10

2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
滚花齿型支撑芯的成型工艺、成型装置及滚花齿支撑芯.pdf
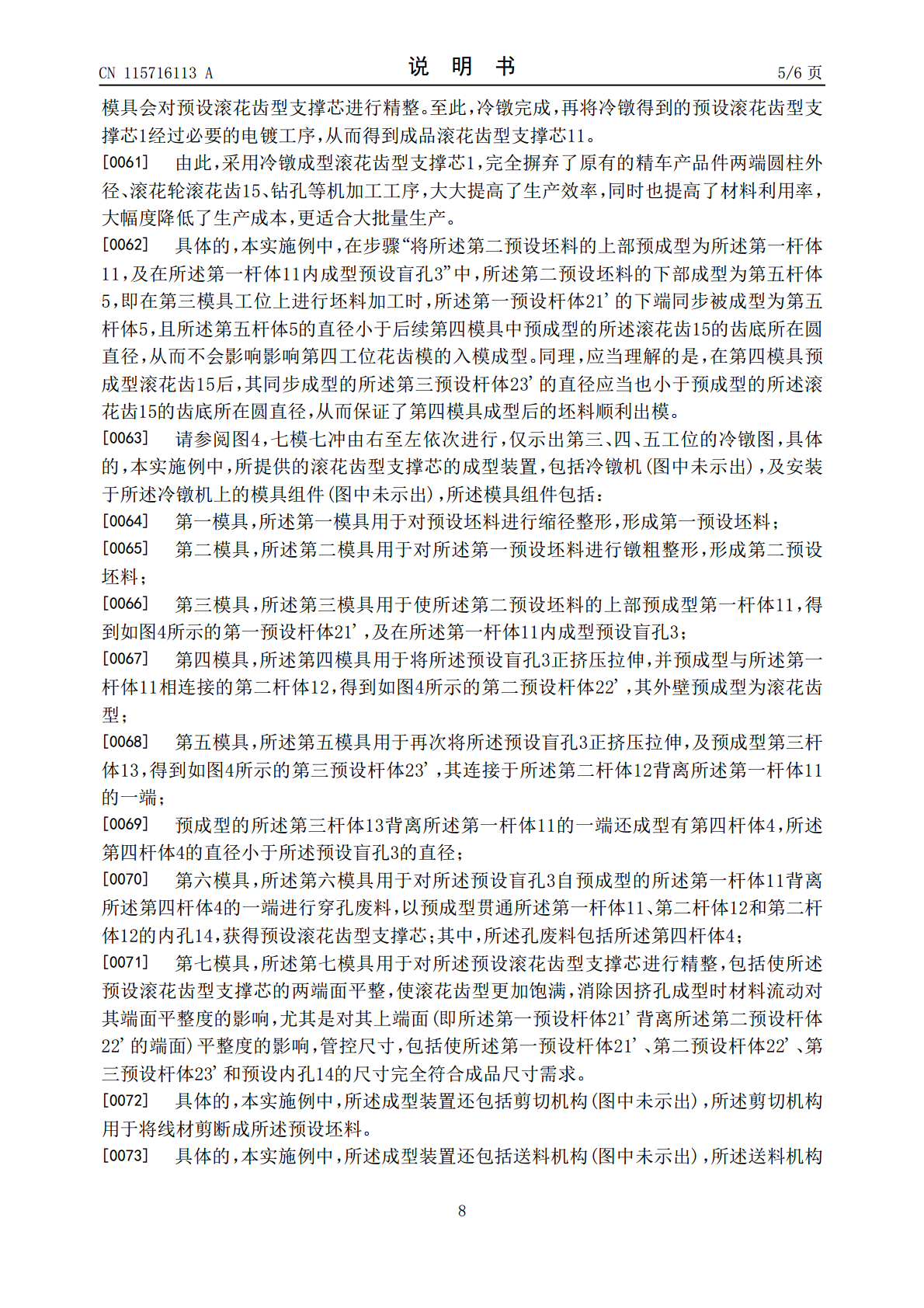
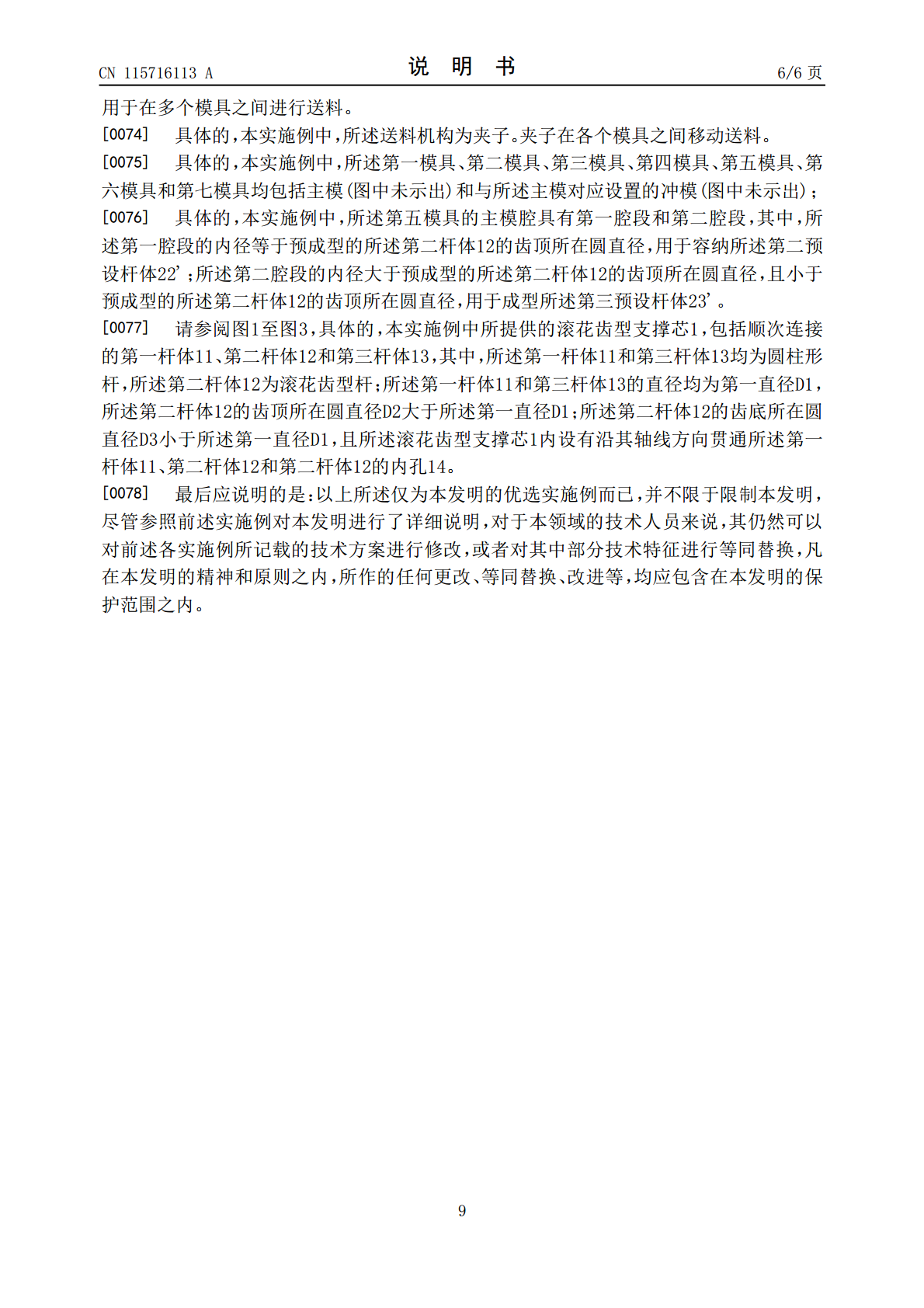
本发明提供了一种滚花齿型支撑芯的成型工艺、成型装置及滚花齿型支撑芯,包括将线材切断形成预设胚料;将其缩径为第一预设胚料;继而翻转镦粗成第二预设胚料;将第二预设坯料上部预成型为第一杆体,第一杆体内成型预设盲孔;将预设盲孔正挤压拉伸及预成型外壁为滚花齿型的第二杆体;将预设盲孔再次正挤压拉伸及预成型第三杆体;第三杆体背离第二杆体的一端成型有直径小于预设盲孔的第四杆体;对预设盲孔自第一杆体背离第四杆体的一端穿孔废料,得到预设滚花齿型支撑芯;孔废料包括第四杆体;对预设滚花齿型支撑芯精整后再电镀得到成品花齿型支撑芯。
断续端面滚花或滚齿装置.pdf
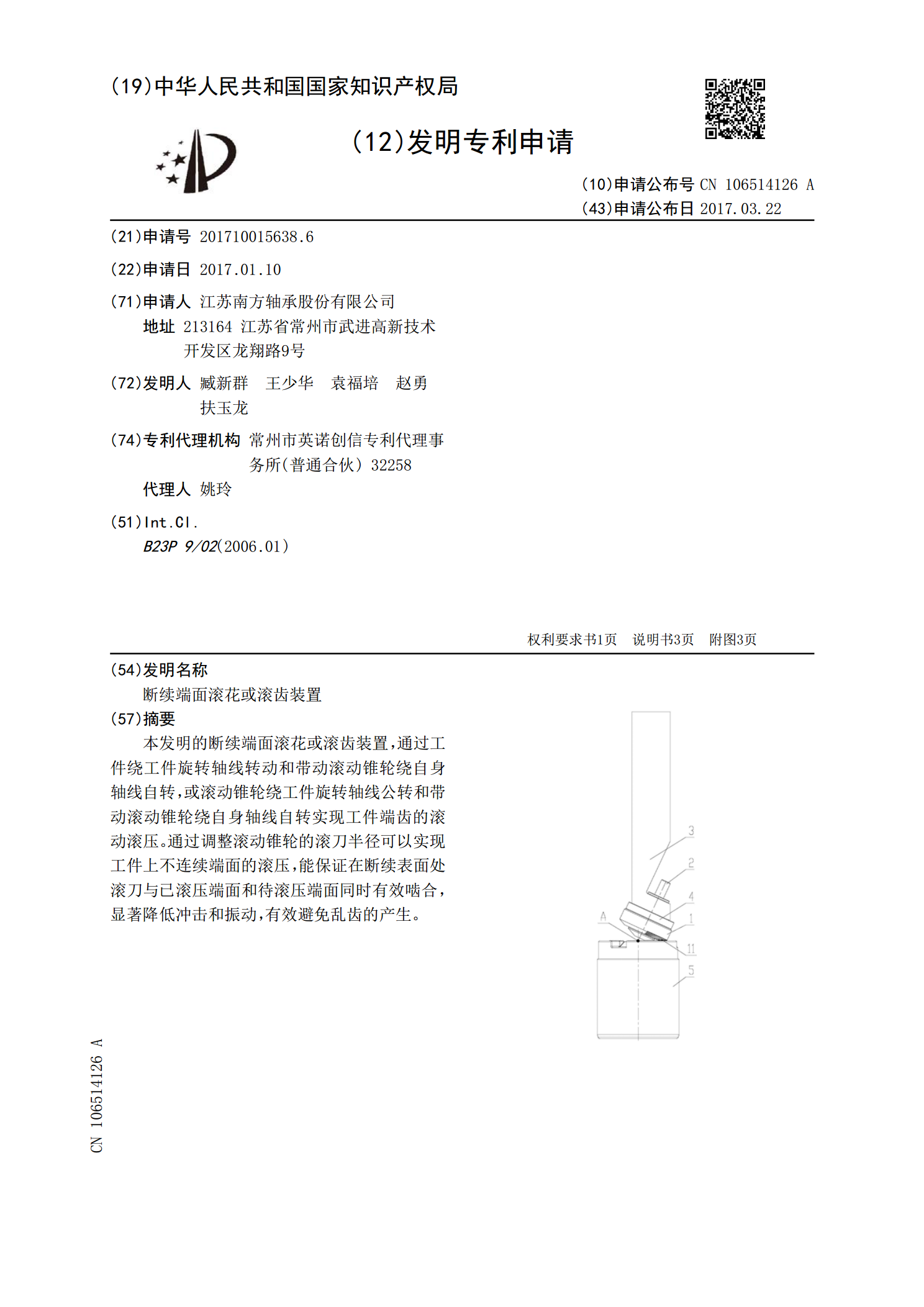
本发明的断续端面滚花或滚齿装置,通过工件绕工件旋转轴线转动和带动滚动锥轮绕自身轴线自转,或滚动锥轮绕工件旋转轴线公转和带动滚动锥轮绕自身轴线自转实现工件端齿的滚动滚压。通过调整滚动锥轮的滚刀半径可以实现工件上不连续端面的滚压,能保证在断续表面处滚刀与已滚压端面和待滚压端面同时有效啮合,显著降低冲击和振动,有效避免乱齿的产生。

可调滚齿芯棒.pdf
本发明公开了一种可调滚齿芯棒,有芯棒主体,芯棒主体内孔中内设有螺纹,内孔中装有与螺纹配合的锥形调节轴,锥形调节轴的端部伸入三个对称设置的钢球中。本发明结构合理,通过锥形调节轴来控制钢球与齿轮坯内孔的卡紧,这样齿坯定位在主体的外锥面上,这样既精密又方便的定位,保证了径向定位无间隙而且提高了工效是个理想的滚齿定位工具。

一种细长齿轮轴滚齿支撑装置.pdf
本发明涉及一种细长齿轮轴滚齿支撑装置,包括座底和两只以上支撑架,两只以上支撑架平行间隙可调设置在底座上,支撑架包括架座、座板、调节架、调节螺栓、支撑辊座、支撑辊,架座定位于底座上,架座上设有座板,座板两端对称设有两只调节架,两只调节架内侧对应设有两只可在座板上调节固定的支撑辊座,支撑辊座上经销轴、双列滚子轴承穿接支撑辊,调节架上设有朝内限位顶紧、调节支撑辊座的调节螺栓。其结构简单,能稳定支撑定位细长齿轮轴,满足滚齿加工要求。

滚齿工艺.doc
。-可编辑修改-滚齿工序过程作业指导书滚齿:开齿槽,为齿轮热处理前做准备工作或直接滚齿成形。备注工序内容:滚齿,公法线留量(见表),差动挂轮计算到小数点后第六位,齿底粗糙度达Ra12.5以上。例:机床:按图纸(齿轮模数、齿顶圆直径、齿轮重量等)选取滚齿机床。例:刀杆:刀杆:刀杆安装后,悬臂检查刀杆径向和端面圆跳动,其跳动公差不得大于表1的规定。表1mm齿轮精度等级圆跳动公差ABC70.0050.0080.00580.0080.0100.00890.0100.0150.010注:精度等级按第Ⅱ公差组要求。表