
一种抗空蚀用热喷涂金属陶瓷涂层的激光重熔方法.pdf

一条****88

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种抗空蚀用热喷涂金属陶瓷涂层的激光重熔方法.pdf
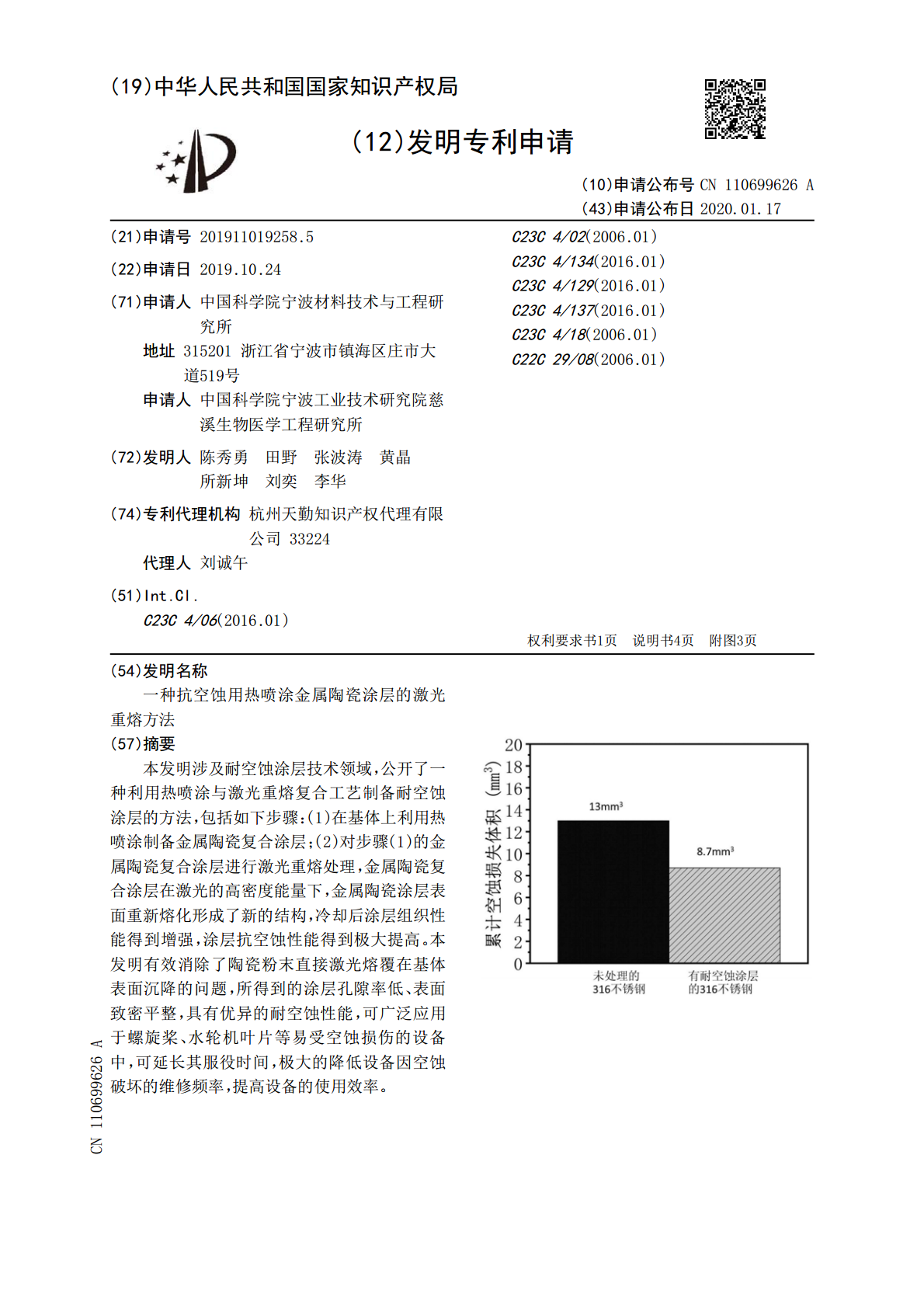
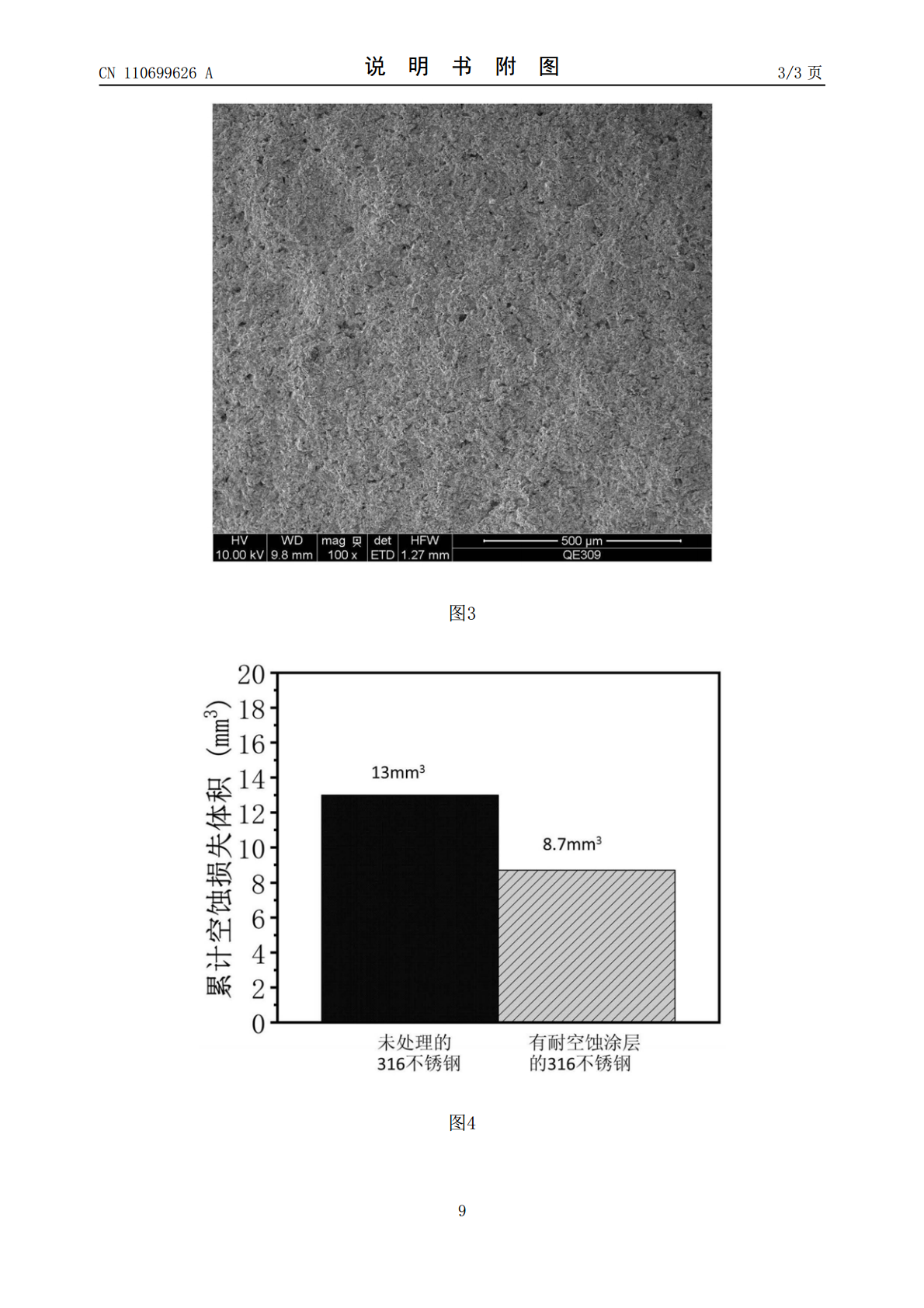
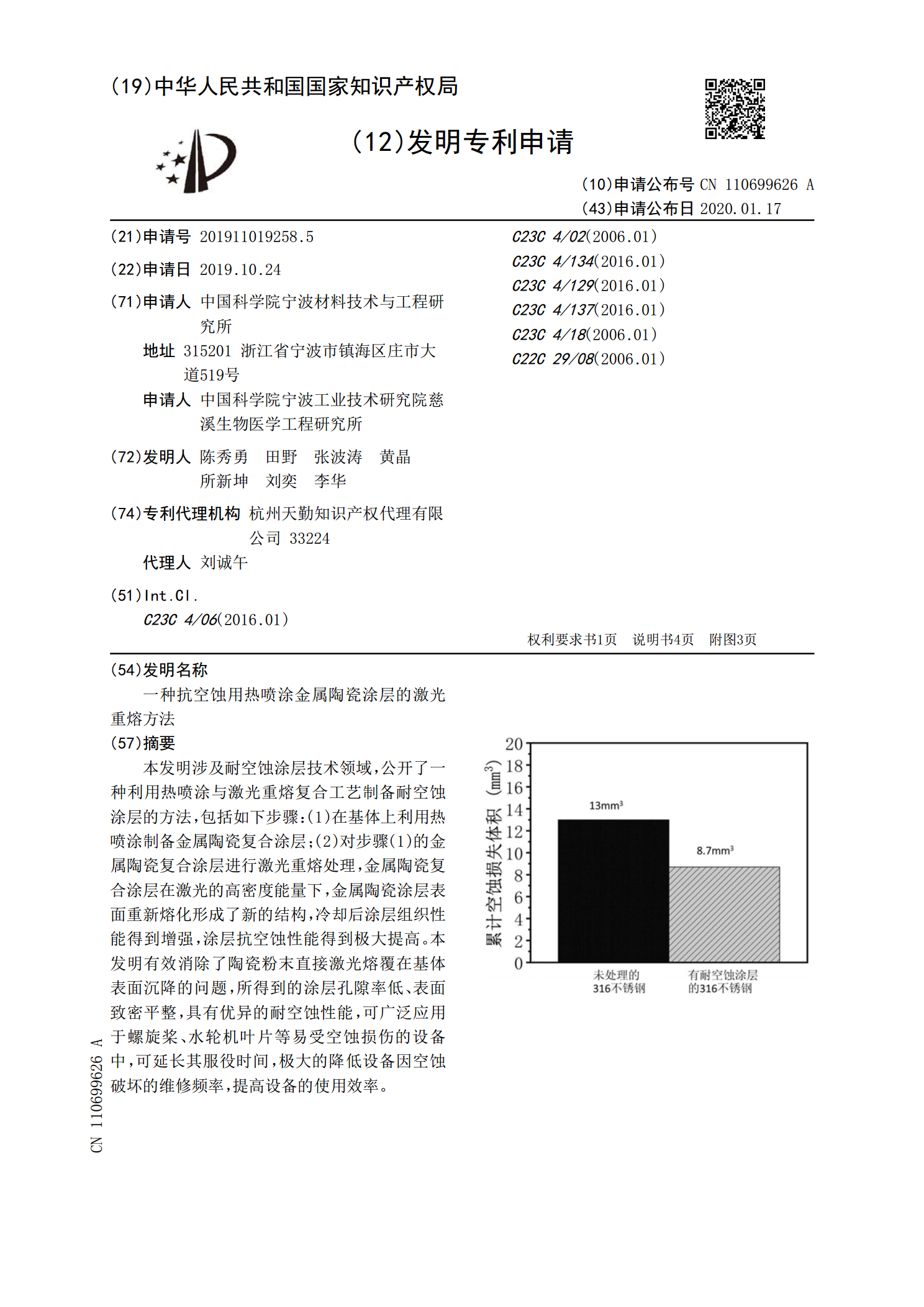
本发明涉及耐空蚀涂层技术领域,公开了一种利用热喷涂与激光重熔复合工艺制备耐空蚀涂层的方法,包括如下步骤:(1)在基体上利用热喷涂制备金属陶瓷复合涂层;(2)对步骤(1)的金属陶瓷复合涂层进行激光重熔处理,金属陶瓷复合涂层在激光的高密度能量下,金属陶瓷涂层表面重新熔化形成了新的结构,冷却后涂层组织性能得到增强,涂层抗空蚀性能得到极大提高。本发明有效消除了陶瓷粉末直接激光熔覆在基体表面沉降的问题,所得到的涂层孔隙率低、表面致密平整,具有优异的耐空蚀性能,可广泛应用于螺旋桨、水轮机叶片等易受空蚀损伤的设备中,可
利用冷喷涂与激光重熔复合工艺制备耐空蚀涂层的方法.pdf
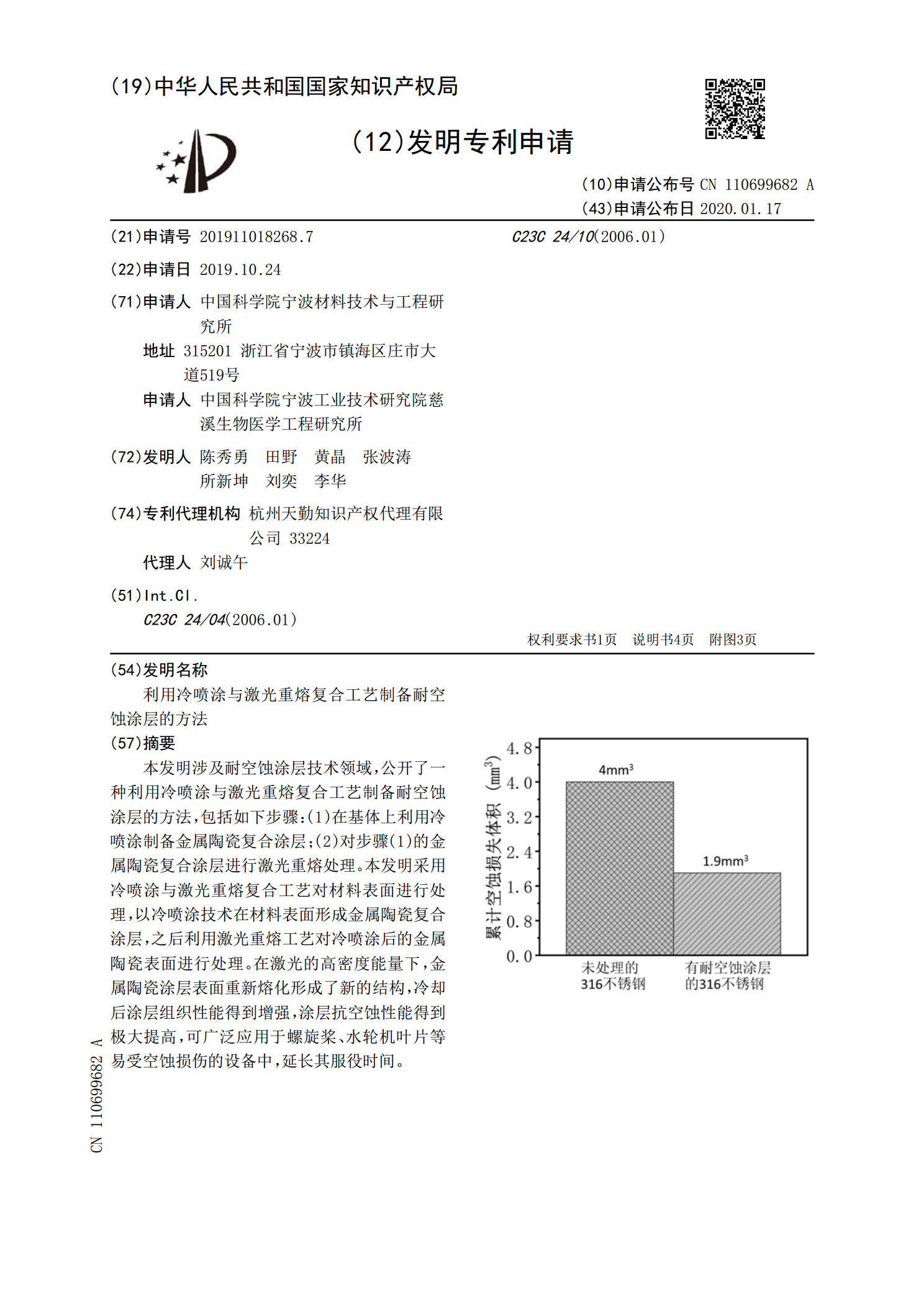
本发明涉及耐空蚀涂层技术领域,公开了一种利用冷喷涂与激光重熔复合工艺制备耐空蚀涂层的方法,包括如下步骤:(1)在基体上利用冷喷涂制备金属陶瓷复合涂层;(2)对步骤(1)的金属陶瓷复合涂层进行激光重熔处理。本发明采用冷喷涂与激光重熔复合工艺对材料表面进行处理,以冷喷涂技术在材料表面形成金属陶瓷复合涂层,之后利用激光重熔工艺对冷喷涂后的金属陶瓷表面进行处理。在激光的高密度能量下,金属陶瓷涂层表面重新熔化形成了新的结构,冷却后涂层组织性能得到增强,涂层抗空蚀性能得到极大提高,可广泛应用于螺旋桨、水轮机叶片等易受

水轮机组转轮耐磨抗蚀涂层的激光熔覆工艺.pdf
一种水轮机组转轮耐磨抗蚀合金涂层的激光熔覆方法,其特点是:首先对水轮机组转轮表面的油污及锈层进行表面清理;然后选择铁基合金粉末,采用激光设备和调节自动送粉装置,使自动送粉头出来的合金粉末落在激光熔池内,调节送粉量,在上、下冠面加工表面形成均匀致密的激光熔覆层,其激光熔覆层厚度达到0.2-1.8mm;最后用着色探伤法对转轮上、下冠面加工部位进行检验,要求加工部位无裂纹、气孔等缺陷。本发明的激光熔覆合金涂层均匀、致密,与基体形成牢固的冶金结合并具有优良的耐磨抗蚀性能,可显著提高水轮机组转轮得耐磨抗蚀性能和使用

一种抗高能激光烧蚀自愈合涂层及其制备方法.pdf
本发明提供一种抗高能激光烧蚀自愈合涂层及其制备方法,所述抗高能激光烧蚀自愈合涂层包括硅酸盐树脂、有机树脂、笼型聚倍半硅氧烷(羟基POSS)等,再通过加入氧化锆纳米纤维、氧化硼粉末、特性填料来提高涂层的抗高能激光与自愈合性能,最后再均匀涂覆在特种陶瓷表面室温固化后即可得抗高能激光烧蚀自愈合涂层。本发明提供的抗高能激光烧蚀自愈合涂层所用硅酸盐树脂、有机树脂、羟基POSS在高温陶瓷化后结构致密稳定,氧化锆纳米纤维的引入提高涂层表面反射率,减少辐射热能,氧化硼粉末在高能激光下熔融提供玻璃相,实现涂层本征型自愈合,
适用于电站现场的水泵水轮机抗空蚀激光熔覆施工方法.pdf
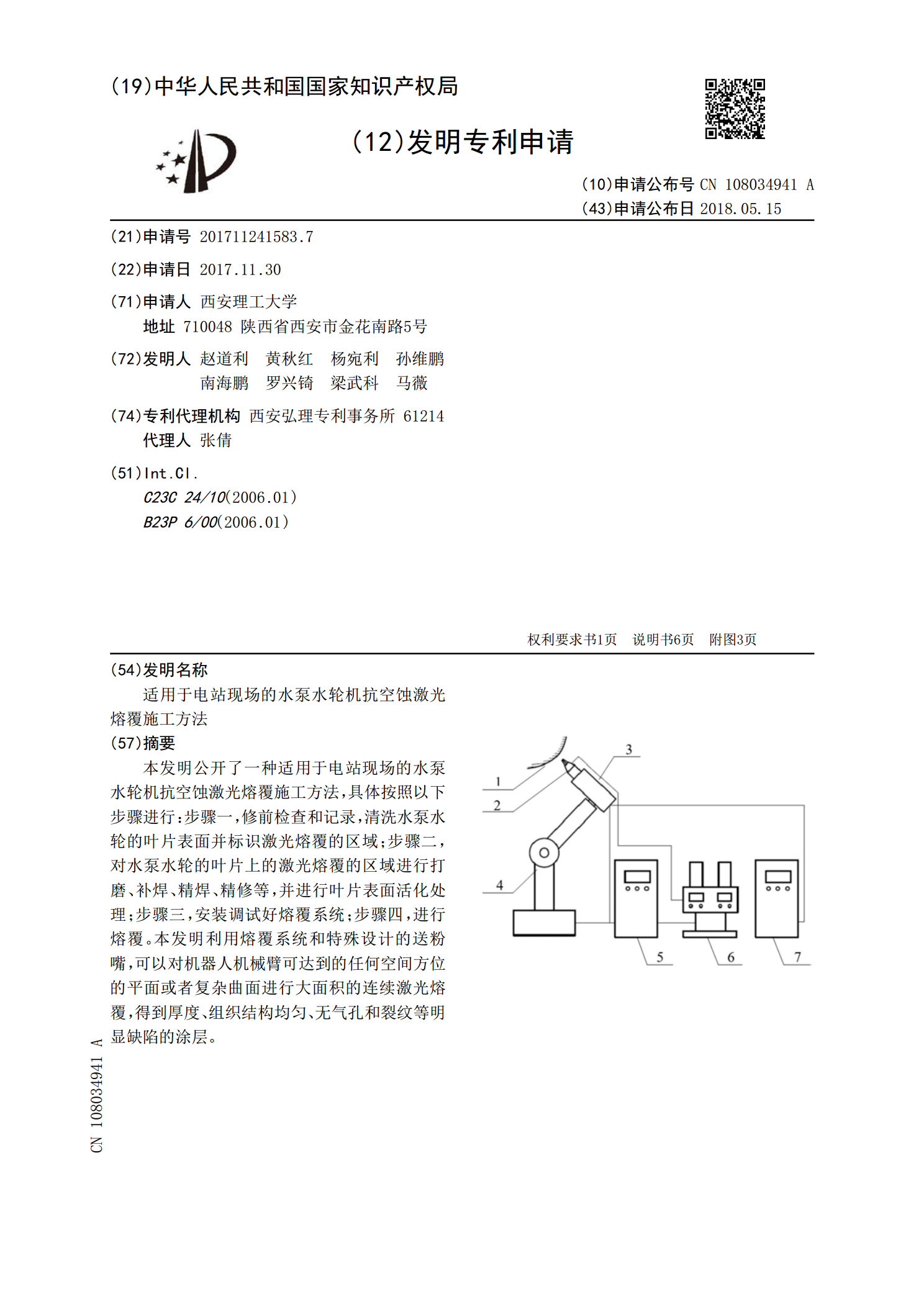
本发明公开了一种适用于电站现场的水泵水轮机抗空蚀激光熔覆施工方法,具体按照以下步骤进行:步骤一,修前检查和记录,清洗水泵水轮的叶片表面并标识激光熔覆的区域;步骤二,对水泵水轮的叶片上的激光熔覆的区域进行打磨、补焊、精焊、精修等,并进行叶片表面活化处理;步骤三,安装调试好熔覆系统;步骤四,进行熔覆。本发明利用熔覆系统和特殊设计的送粉嘴,可以对机器人机械臂可达到的任何空间方位的平面或者复杂曲面进行大面积的连续激光熔覆,得到厚度、组织结构均匀、无气孔和裂纹等明显缺陷的涂层。