
一种外齿摆线齿轮双孔定位磨齿夹具.pdf

文阁****23

1/6

2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种外齿摆线齿轮双孔定位磨齿夹具.pdf
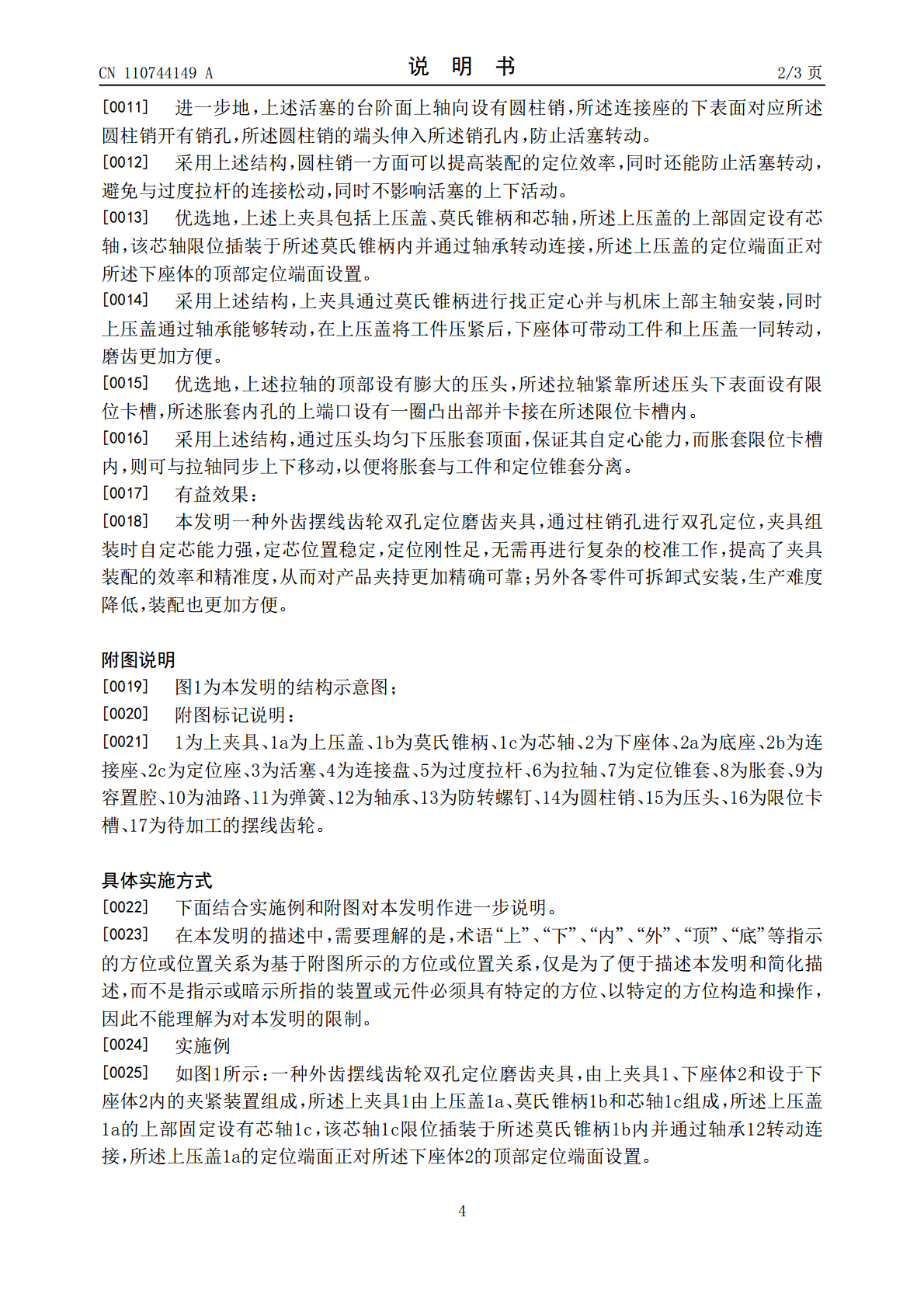
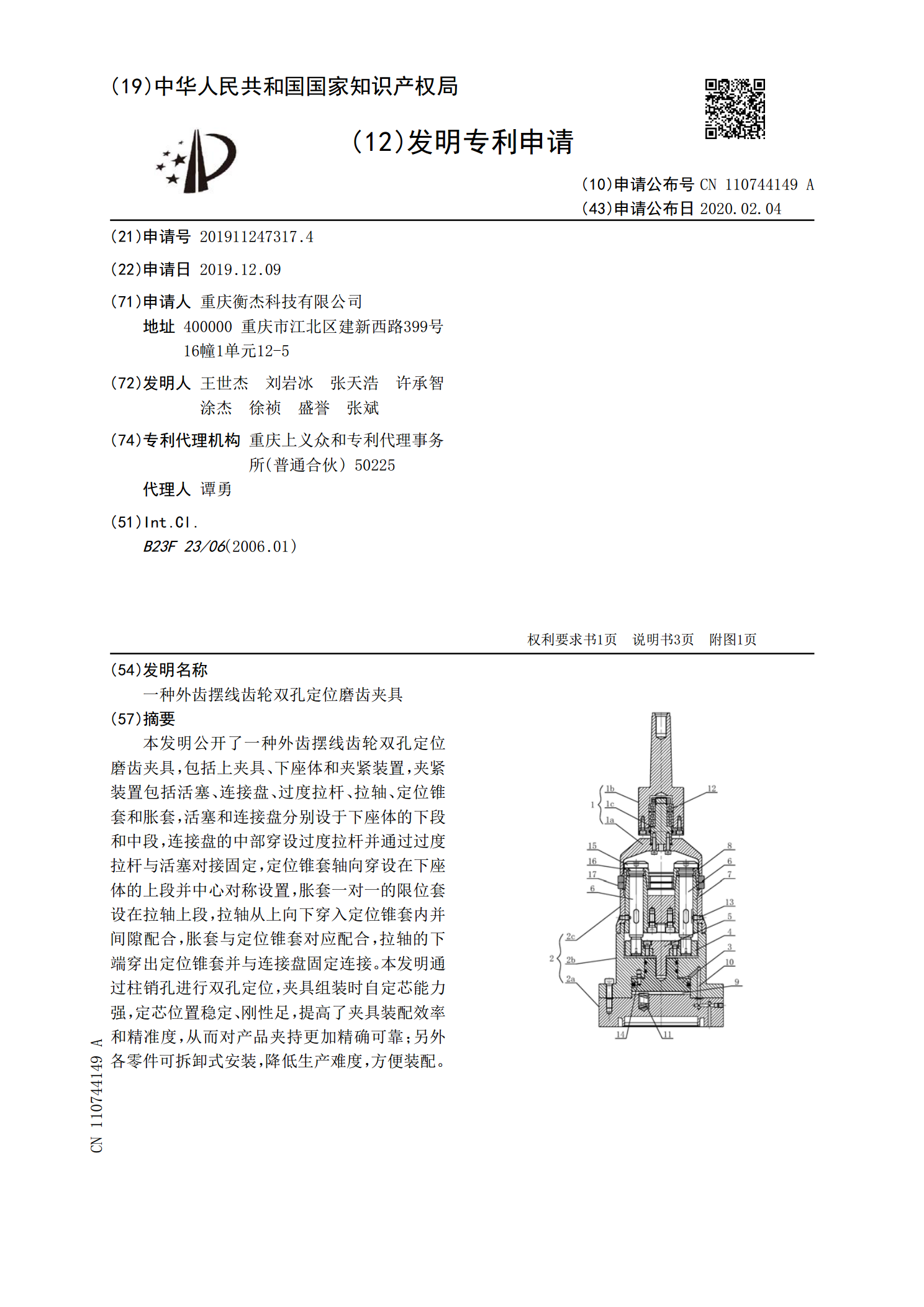
本发明公开了一种外齿摆线齿轮双孔定位磨齿夹具,包括上夹具、下座体和夹紧装置,夹紧装置包括活塞、连接盘、过度拉杆、拉轴、定位锥套和胀套,活塞和连接盘分别设于下座体的下段和中段,连接盘的中部穿设过度拉杆并通过过度拉杆与活塞对接固定,定位锥套轴向穿设在下座体的上段并中心对称设置,胀套一对一的限位套设在拉轴上段,拉轴从上向下穿入定位锥套内并间隙配合,胀套与定位锥套对应配合,拉轴的下端穿出定位锥套并与连接盘固定连接。本发明通过柱销孔进行双孔定位,夹具组装时自定芯能力强,定芯位置稳定、刚性足,提高了夹具装配效率和精准
一种锥孔齿轮的磨齿夹具.pdf
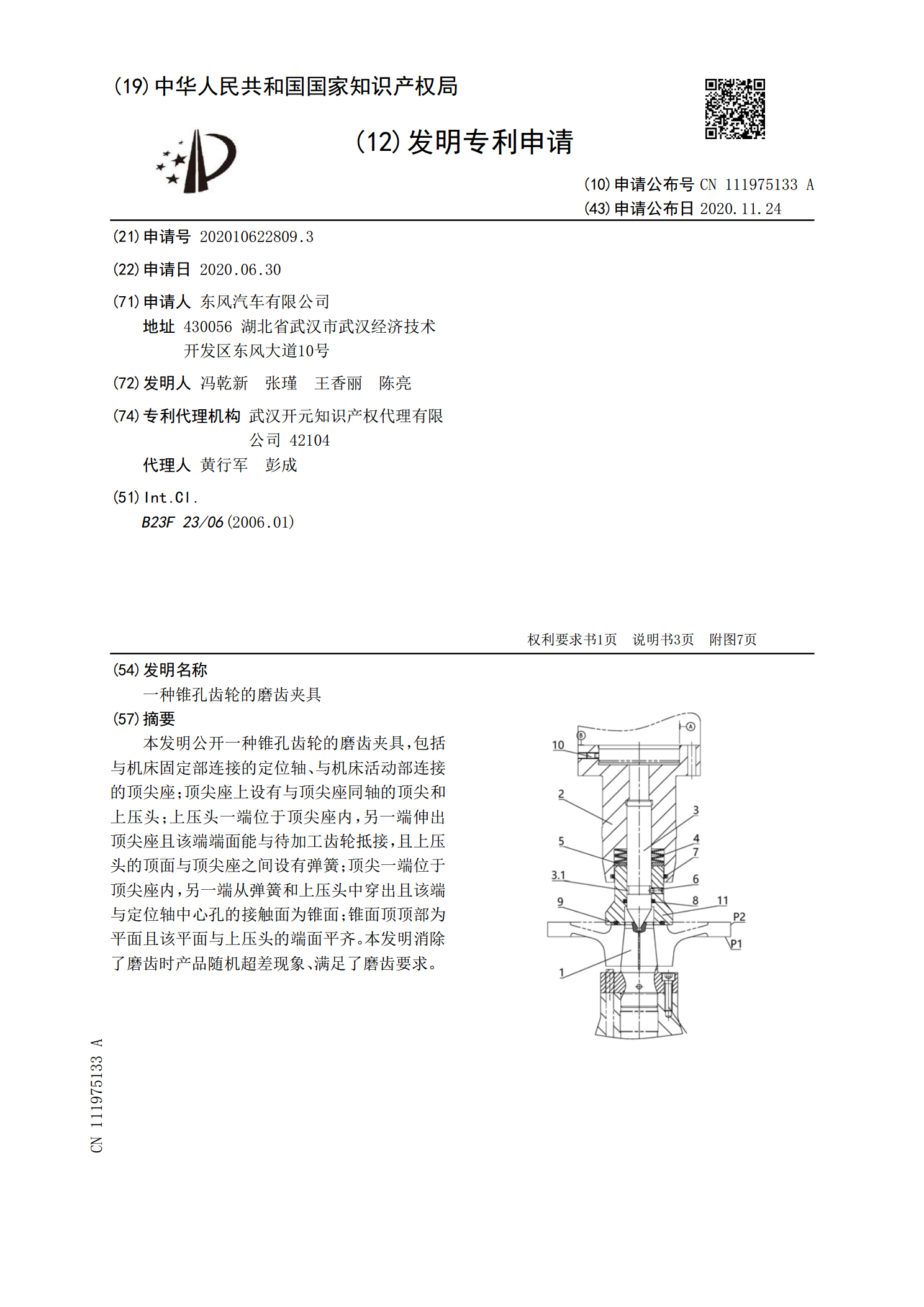
本发明公开一种锥孔齿轮的磨齿夹具,包括与机床固定部连接的定位轴、与机床活动部连接的顶尖座;顶尖座上设有与顶尖座同轴的顶尖和上压头;上压头一端位于顶尖座内,另一端伸出顶尖座且该端端面能与待加工齿轮抵接,且上压头的顶面与顶尖座之间设有弹簧;顶尖一端位于顶尖座内,另一端从弹簧和上压头中穿出且该端与定位轴中心孔的接触面为锥面;锥面顶顶部为平面且该平面与上压头的端面平齐。本发明消除了磨齿时产品随机超差现象、满足了磨齿要求。

一种用于双联齿磨孔夹具.pdf
本发明公开了一种用于双联齿磨孔夹具,包括底板,底板的中间位置设置有小齿夹具体,小齿夹具体上设置有若干螺丝四,小齿夹具体的内侧环绕小齿夹具体的中心设置有若干小齿滚柱,若干小齿滚柱之间设置有双联齿轮,小齿滚柱的内设置有铜丝一,铜丝一的一端设置有小齿滚柱保持架,小齿滚柱保持架上设置有若干螺丝一,底板的一侧且位于小齿夹具体的外侧设置有夹具体,夹具体上设置有若干螺丝二,夹具体远离底板的一端设置有大齿夹具体,大齿夹具体的内设置有若干大齿滚柱,大齿滚柱内设置有铜丝二。有益效果:结构设计合理,采用了双节径定位,解决了两个
一种齿轮磨齿夹具.pdf
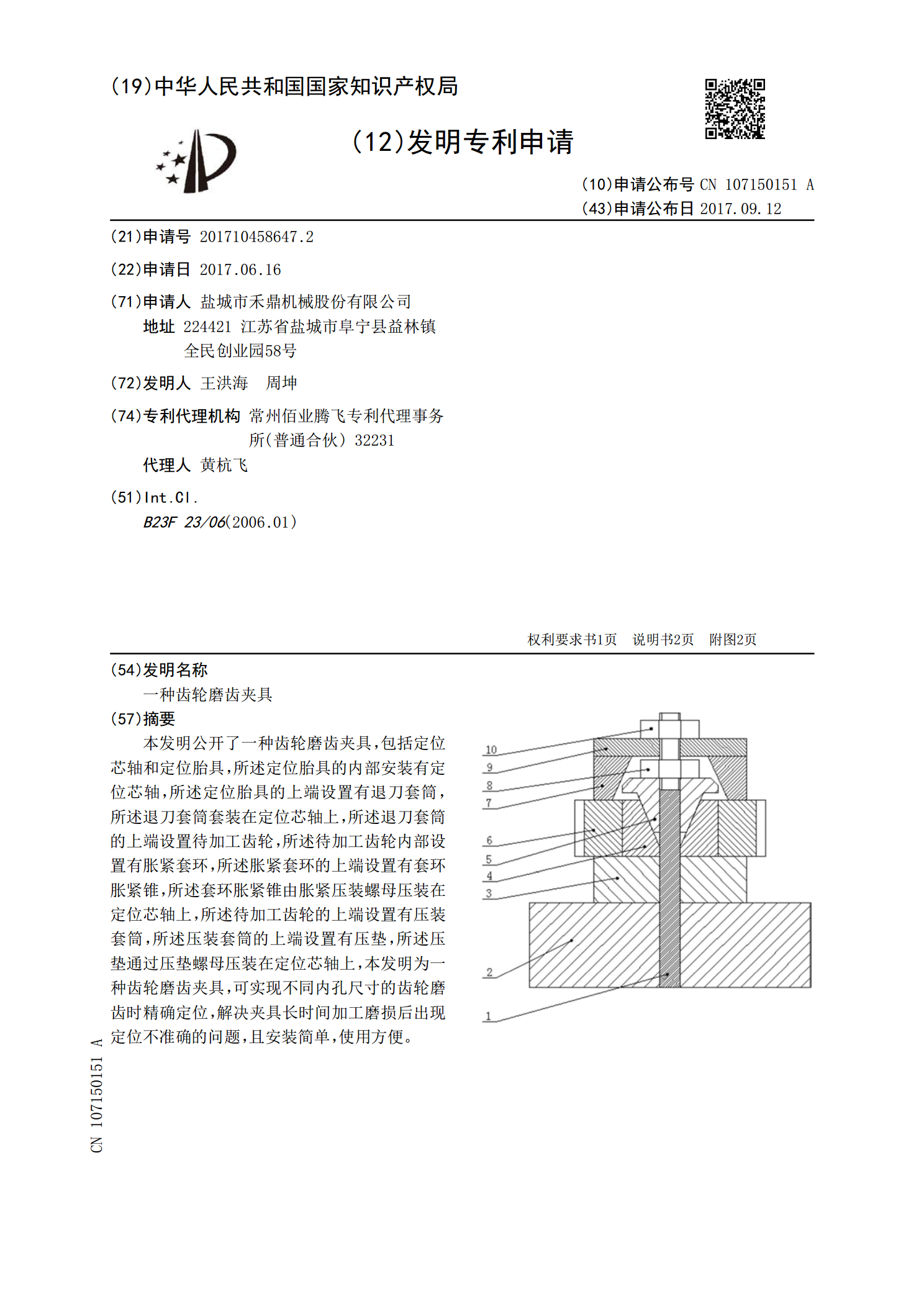
本发明公开了一种齿轮磨齿夹具,包括定位芯轴和定位胎具,所述定位胎具的内部安装有定位芯轴,所述定位胎具的上端设置有退刀套筒,所述退刀套筒套装在定位芯轴上,所述退刀套筒的上端设置待加工齿轮,所述待加工齿轮内部设置有胀紧套环,所述胀紧套环的上端设置有套环胀紧锥,所述套环胀紧锥由胀紧压装螺母压装在定位芯轴上,所述待加工齿轮的上端设置有压装套筒,所述压装套筒的上端设置有压垫,所述压垫通过压垫螺母压装在定位芯轴上,本发明为一种齿轮磨齿夹具,可实现不同内孔尺寸的齿轮磨齿时精确定位,解决夹具长时间加工磨损后出现定位不准确
一种展成法摆线齿锥齿轮的磨齿方法.pdf
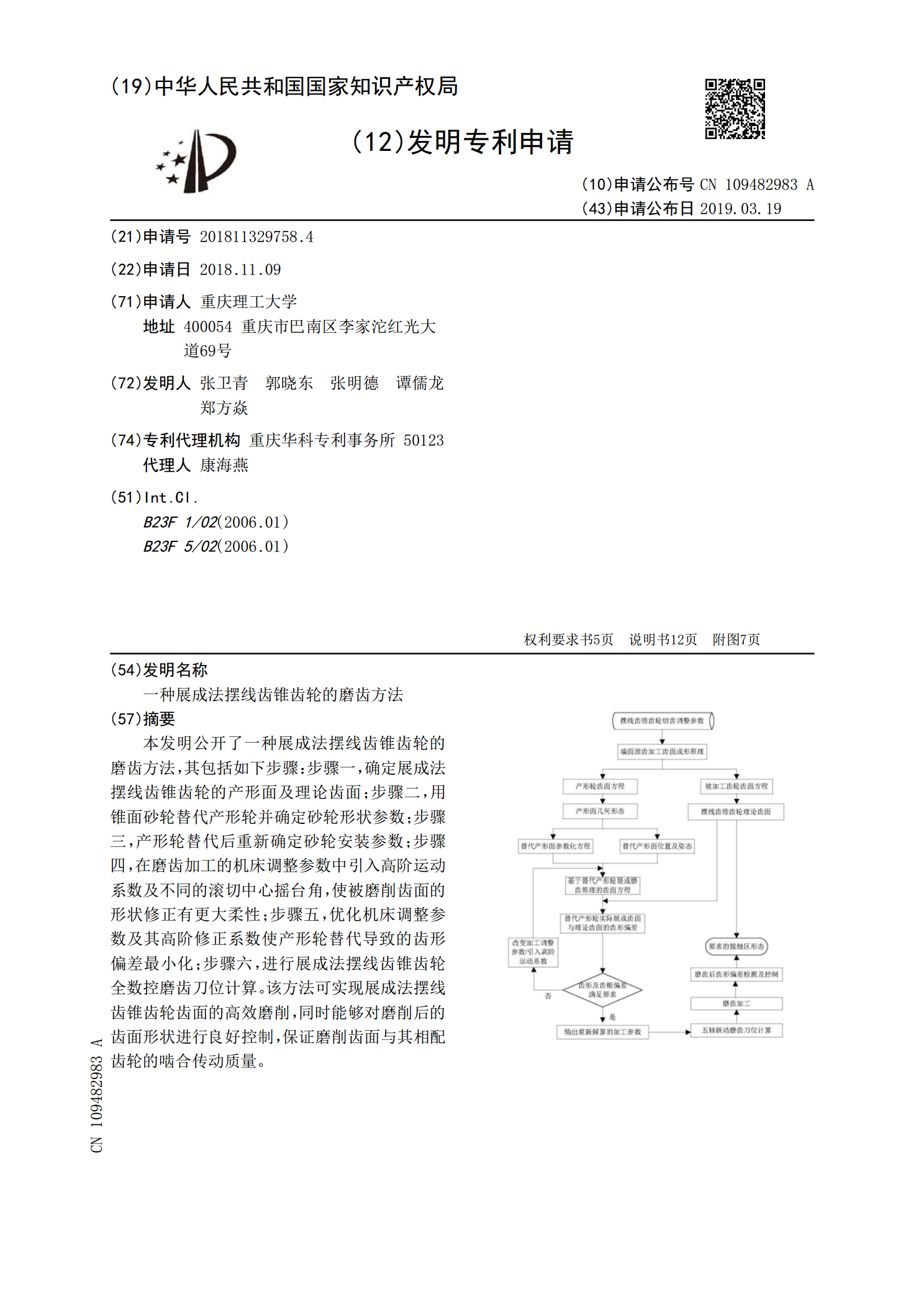
本发明公开了一种展成法摆线齿锥齿轮的磨齿方法,其包括如下步骤:步骤一,确定展成法摆线齿锥齿轮的产形面及理论齿面;步骤二,用锥面砂轮替代产形轮并确定砂轮形状参数;步骤三,产形轮替代后重新确定砂轮安装参数;步骤四,在磨齿加工的机床调整参数中引入高阶运动系数及不同的滚切中心摇台角,使被磨削齿面的形状修正有更大柔性;步骤五,优化机床调整参数及其高阶修正系数使产形轮替代导致的齿形偏差最小化;步骤六,进行展成法摆线齿锥齿轮全数控磨齿刀位计算。该方法可实现展成法摆线齿锥齿轮齿面的高效磨削,同时能够对磨削后的齿面形状进行