
一种用于高精度硬齿面内花键加工的装置.pdf

安双****文章

1/10
2/10

3/10

4/10

5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种用于高精度硬齿面内花键加工的装置.pdf
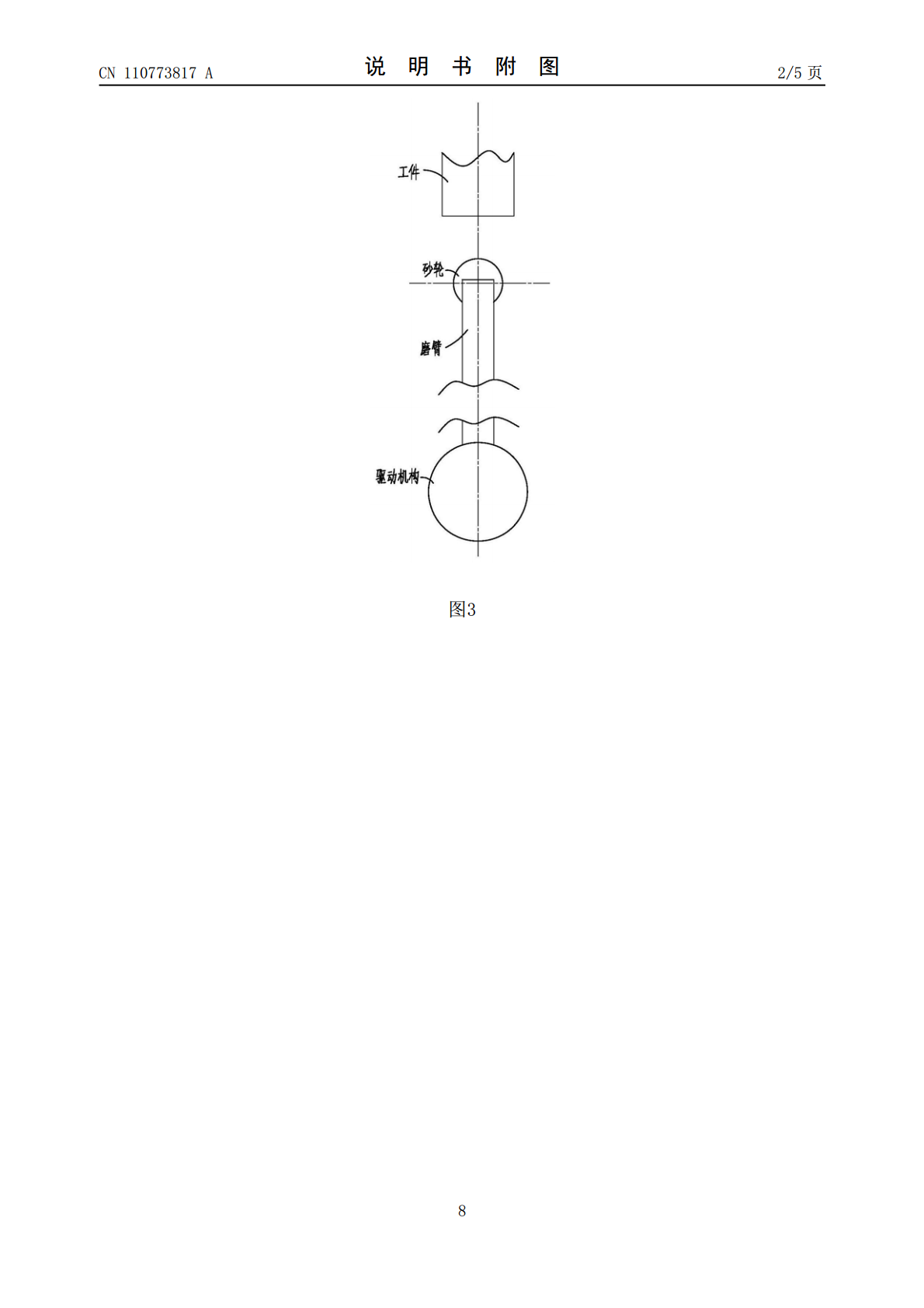
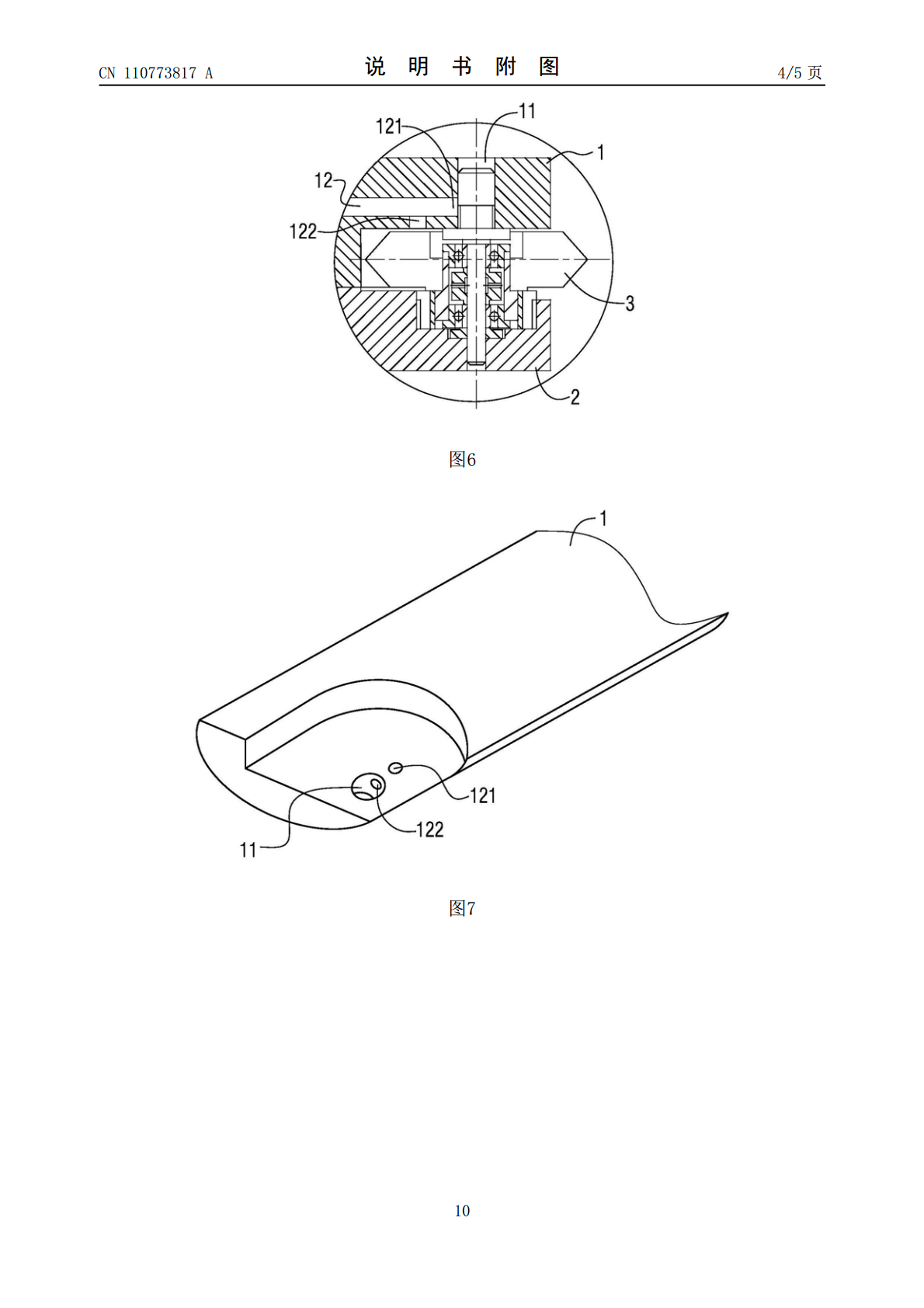
一种用于高精度硬齿面内花键加工的装置,其用于对输出轴的内花键进行加工,所述输出轴的内花键包括第一花键部和第二花键部,所述第二花键部与所述输出轴的大直径端面的最大距离L1大于等于140mm,所述第二花键部的小径D1的尺寸小于32mm。其包括驱动机构、磨臂和型面砂轮,所述磨臂为由上磨臂和下磨臂组合而成的圆柱状结构,所述型面砂轮的直径不大于所述磨臂的直径,所述型面砂轮的旋转轴与所述驱动机构的旋转轴在同一平面,所述磨臂的轴线与所述型面砂轮的旋转轴所在的平面具有一个夹角,所述型面砂轮只在所述磨臂的前端面和一个侧面露

一种用于高精度齿轴外花键滚齿加工夹具.pdf
本发明公开了一种用于高精度齿轴外花键滚齿加工夹具,其用于高精度齿轴外花键滚齿夹具安装在滚齿机顶针与工作台中间,由夹具体、工件构成。由于夹具体采用了浮动式的内顶针先定位了工件中心孔,同步涨夹套外圆夹紧了工件方式,改进了传统的外圆定位精度低夹持方式,提高了齿形尺寸精度,产品一次合格率达到了99%以上。

一种用于内花键加工的装置.pdf
本发明公开了一种用于内花键加工的装置,包括装夹机构、刀柄、插刀刃磨机构,装夹机构的夹具底座上设置有用于压放待加工零件的压板;压板上设置有用于通过压紧压板而压紧待加工零件的压紧螺钉;刀柄包括刀柄主体,插刀安装在刀柄主体上;插刀刃磨机构包括气动打磨机和安装架,气动打磨机包括气动打磨机主体和砂轮,砂轮通过螺母固定在打磨机主体上,气动打磨机固定在安装架上,打磨机主体通入压缩空气带动砂轮的旋转,实现插刀的刃磨;装夹机构和插刀刃磨机构并行安装在机床工作台上。该内花键加工装置,能够有效的解决内花键加工效率低、盲孔端内花
用于精加工硬齿面齿轮的方法.pdf
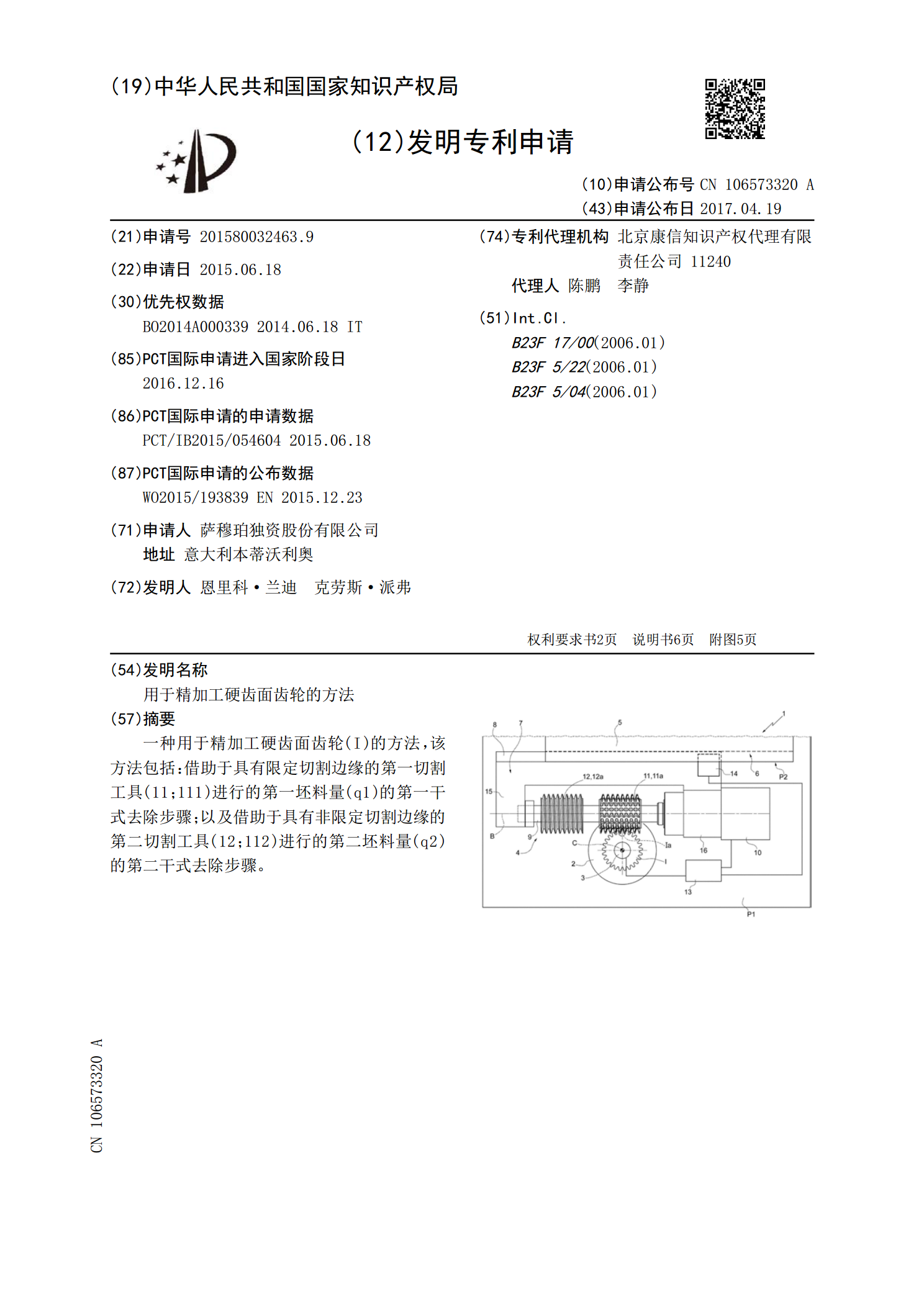
一种用于精加工硬齿面齿轮(I)的方法,该方法包括:借助于具有限定切割边缘的第一切割工具(11;111)进行的第一坯料量(q1)的第一干式去除步骤;以及借助于具有非限定切割边缘的第二切割工具(12;112)进行的第二坯料量(q2)的第二干式去除步骤。
一种内齿圈高精度定位加工装置.pdf
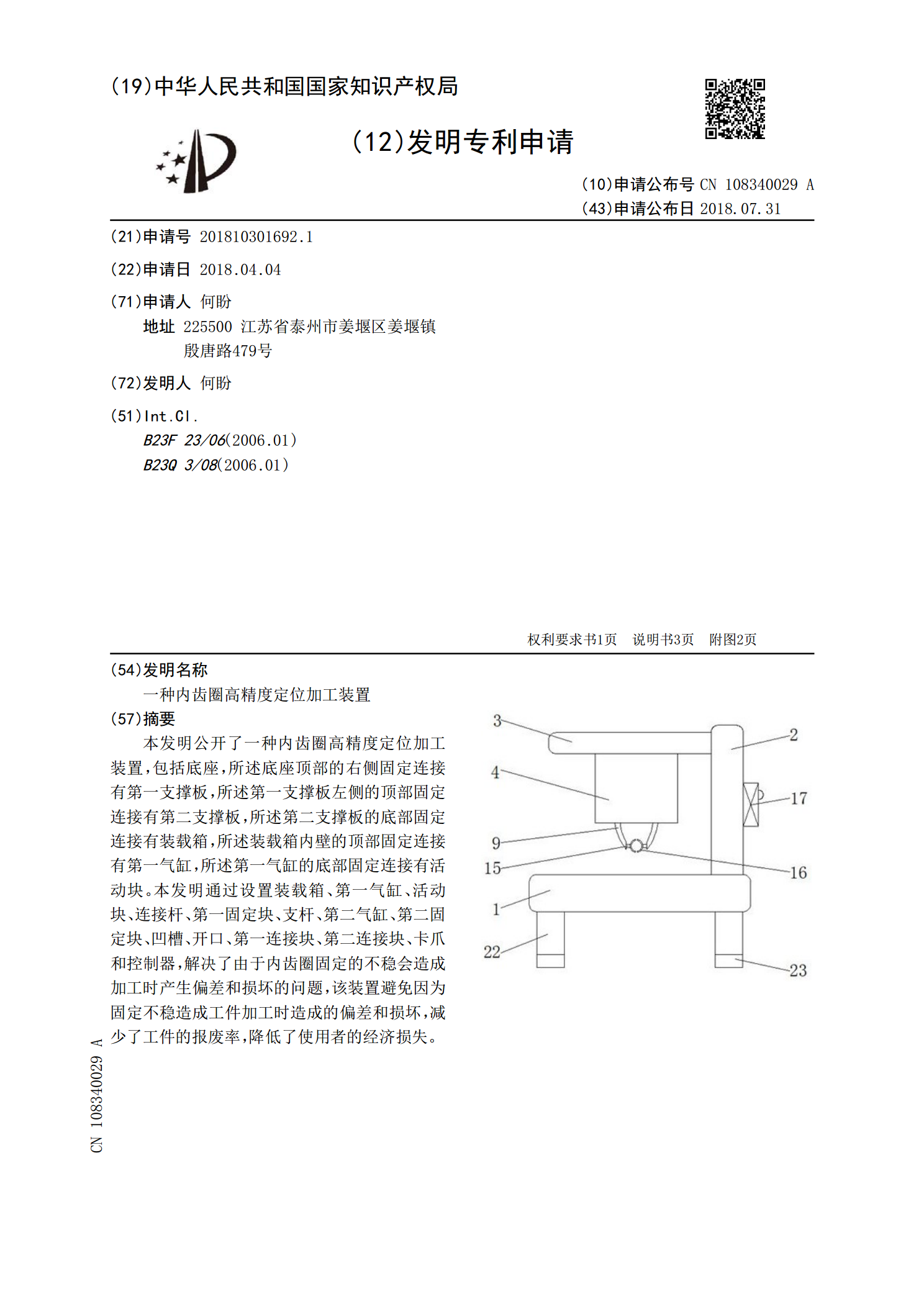
本发明公开了一种内齿圈高精度定位加工装置,包括底座,所述底座顶部的右侧固定连接有第一支撑板,所述第一支撑板左侧的顶部固定连接有第二支撑板,所述第二支撑板的底部固定连接有装载箱,所述装载箱内壁的顶部固定连接有第一气缸,所述第一气缸的底部固定连接有活动块。本发明通过设置装载箱、第一气缸、活动块、连接杆、第一固定块、支杆、第二气缸、第二固定块、凹槽、开口、第一连接块、第二连接块、卡爪和控制器,解决了由于内齿圈固定的不稳会造成加工时产生偏差和损坏的问题,该装置避免因为固定不稳造成工件加工时造成的偏差和损坏,减少了