
麻花钻钻削深孔初探.doc

sy****28


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

麻花钻钻削深孔初探.doc
第3卷第2期2004年6月常州信息职业技术学院学报Vo3No.L2JrloazoctnaolgnfrainTenooyounafChnghuVoailCleofIomtchlgoeoJn.o4u20麻花钻钻削深孑初探L赵柏林(州信息职业技术学院机电工程系江苏常州常236114)摘要:本文介绍了一种简便的深孑加工方法,过对深孑加工中排屑、损、L通L磨散热和导向等诸多因素的分析,出了利用普提通机床,易工装,简改进麻花钻及钻杆的连接形式,实践使用中取得了较好的效果。在关键词:孑加工;花钻;深L麻钻杆中图分类号:

关于麻花钻钻削深孔研究.docx
关于麻花钻钻削深孔研究麻花钻钻削深孔研究摘要:麻花钻是一种特殊形状的切削工具,能够有效地削除材料,并在孔壁上形成一个螺旋状的槽。本文旨在通过文献综述的方法,探讨麻花钻在深孔加工中的应用,并研究其工艺参数对加工质量的影响。通过对现有研究的总结和分析,可以得出以下结论:麻花钻的特殊结构使其具有较大的削除能力,能够在较短时间内完成深孔加工,同时减小加工过程中的震动和振动;但在实际应用中,麻花钻的加工效率和精度受到许多因素的影响,如切削速度、进给速度、钻头形状等。为了获得理想的加工效果,需要通过试验和模拟研究确定
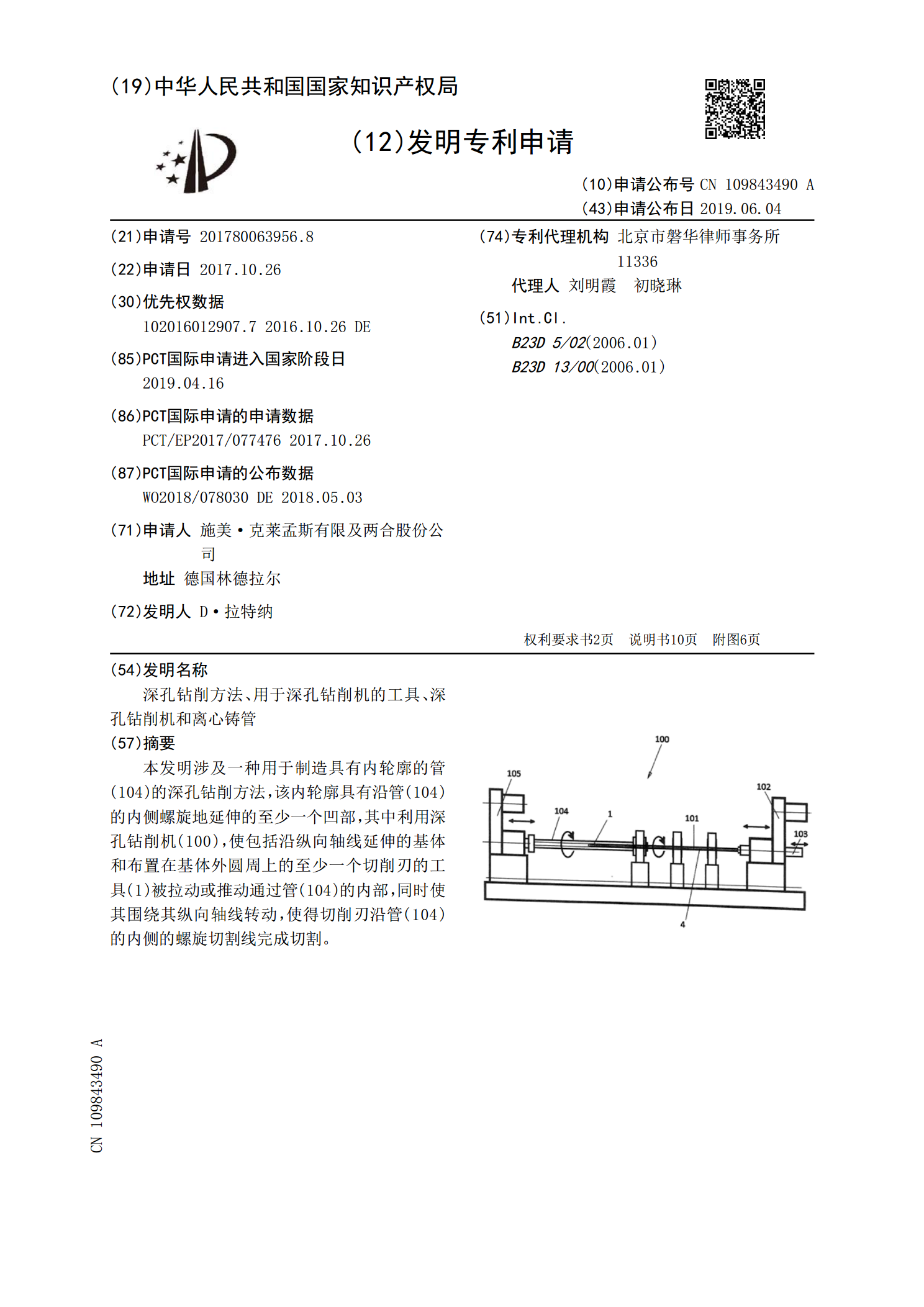
深孔钻削方法、用于深孔钻削机的工具、深孔钻削机和离心铸管.pdf
本发明涉及一种用于制造具有内轮廓的管(104)的深孔钻削方法,该内轮廓具有沿管(104)的内侧螺旋地延伸的至少一个凹部,其中利用深孔钻削机(100),使包括沿纵向轴线延伸的基体和布置在基体外圆周上的至少一个切削刃的工具(1)被拉动或推动通过管(104)的内部,同时使其围绕其纵向轴线转动,使得切削刃沿管(104)的内侧的螺旋切割线完成切割。
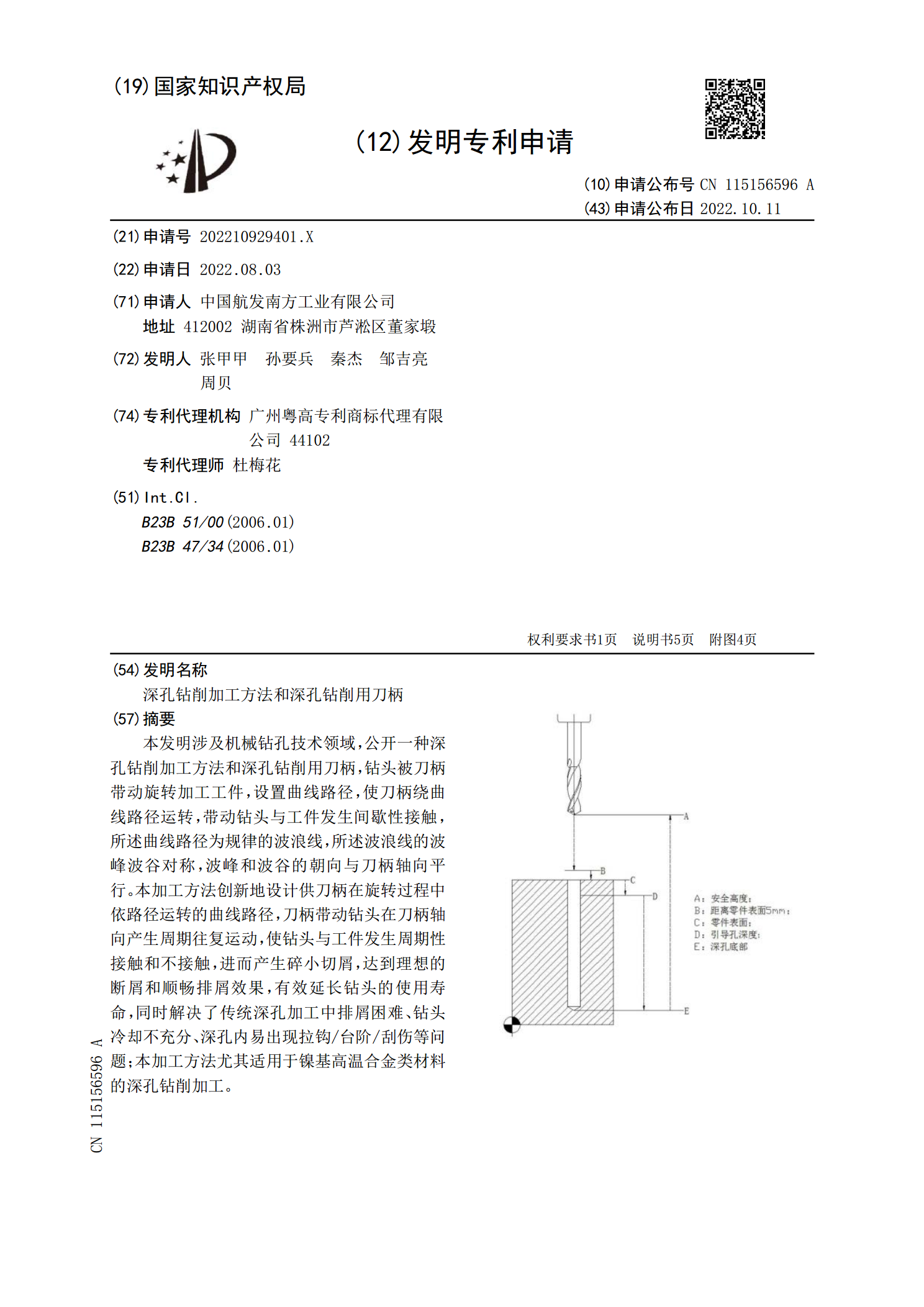
深孔钻削加工方法和深孔钻削用刀柄.pdf
本发明涉及机械钻孔技术领域,公开一种深孔钻削加工方法和深孔钻削用刀柄,钻头被刀柄带动旋转加工工件,设置曲线路径,使刀柄绕曲线路径运转,带动钻头与工件发生间歇性接触,所述曲线路径为规律的波浪线,所述波浪线的波峰波谷对称,波峰和波谷的朝向与刀柄轴向平行。本加工方法创新地设计供刀柄在旋转过程中依路径运转的曲线路径,刀柄带动钻头在刀柄轴向产生周期往复运动,使钻头与工件发生周期性接触和不接触,进而产生碎小切屑,达到理想的断屑和顺畅排屑效果,有效延长钻头的使用寿命,同时解决了传统深孔加工中排屑困难、钻头冷却不充分、深

深孔钻削工艺及深孔钻床.docx
深孔钻削工艺及深孔钻床深孔钻削工艺及深孔钻床摘要:深孔钻削工艺是一种用于钻削深孔的专门工艺。随着工业对深孔加工要求的提高,深孔钻削工艺得到了越来越多的关注和应用。本文将介绍深孔钻削工艺的原理和特点,并介绍常用的深孔钻床的分类及其特点。关键词:深孔钻削,工艺,钻床一、引言随着工业技术的发展和生产要求的提高,对于产品中深孔的加工要求也越来越高。深孔加工是指在工件中钻削深孔,通常是用于生产特定零件或应用特定工艺。深孔钻削工艺是深孔加工中最常用也是最重要的工艺之一。深孔钻削工艺的发展得益于钻削技术、微加工技术以及