
一种摆线齿锥齿轮端铣刀盘刀刃曲线优化方法.pdf

又珊****ck

1/10
2/10
3/10
4/10
5/10

6/10
7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种摆线齿锥齿轮端铣刀盘刀刃曲线优化方法.pdf
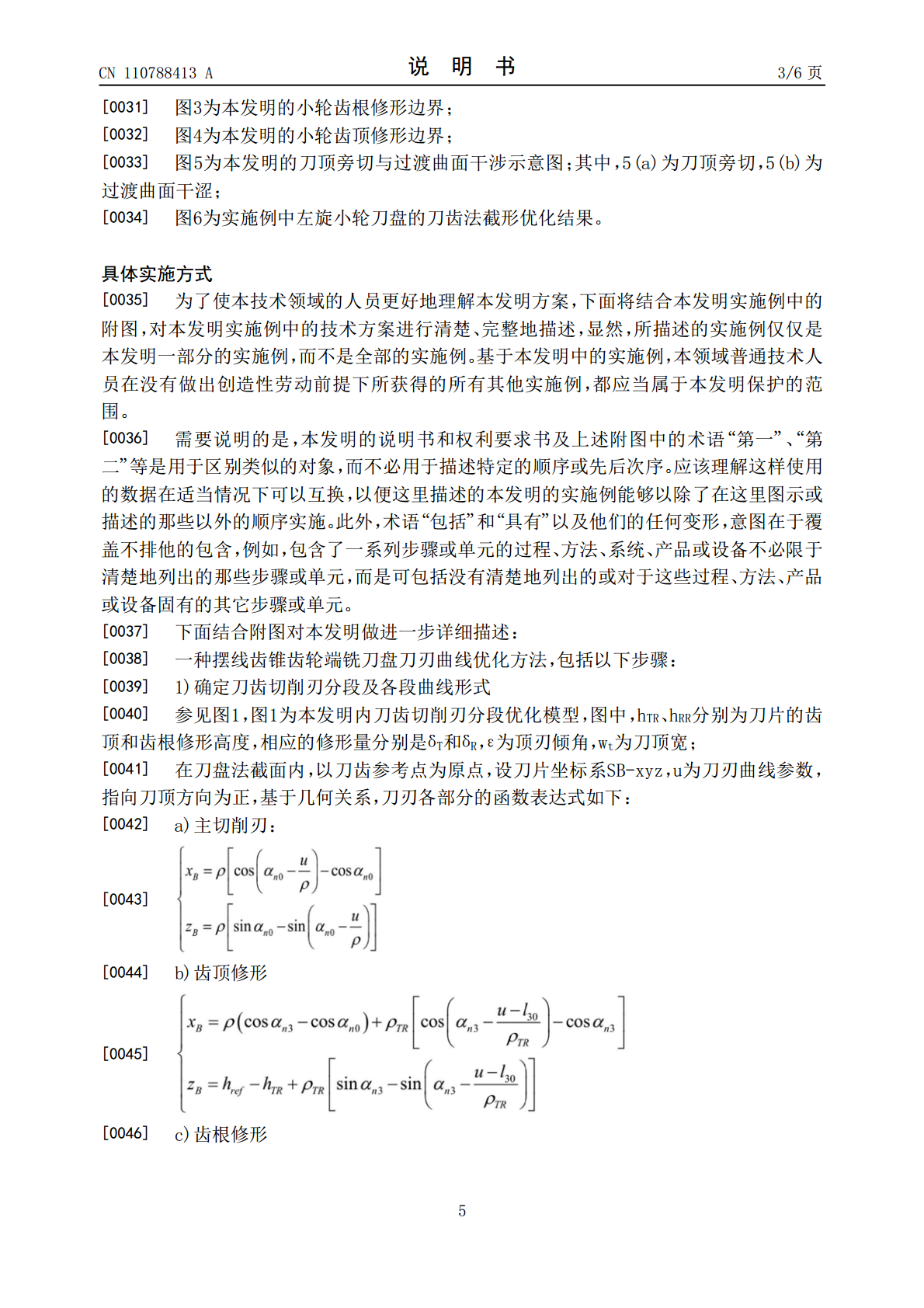
本发明公开了一种摆线齿锥齿轮端铣刀盘刀刃曲线优化方法,属于摆线齿锥齿轮加工领域。一种摆线齿锥齿轮端铣刀盘刀刃曲线优化方法包括下述步骤:1)根据齿轮副参数和刀具基本参数确定刀齿切削刃分段及各段曲线形式;2)确定大轮齿顶啮合起始边界;3)求步骤2)中大轮修形边界对应的一系列小轮理论齿面点,并将它作为小轮齿根理论修形边界;4)确定小轮刀齿齿顶修形高度或/和齿根修形高度;5)根据节点相切条件和齿形修形量,计算刀刃齿顶的曲率半径或/和齿根修形的曲率半径;6)确定刀尖圆角半径。该优化方法在保证齿面接触特性的前提下能够
一种摆线齿锥齿轮整体刀盘设计方法.pdf
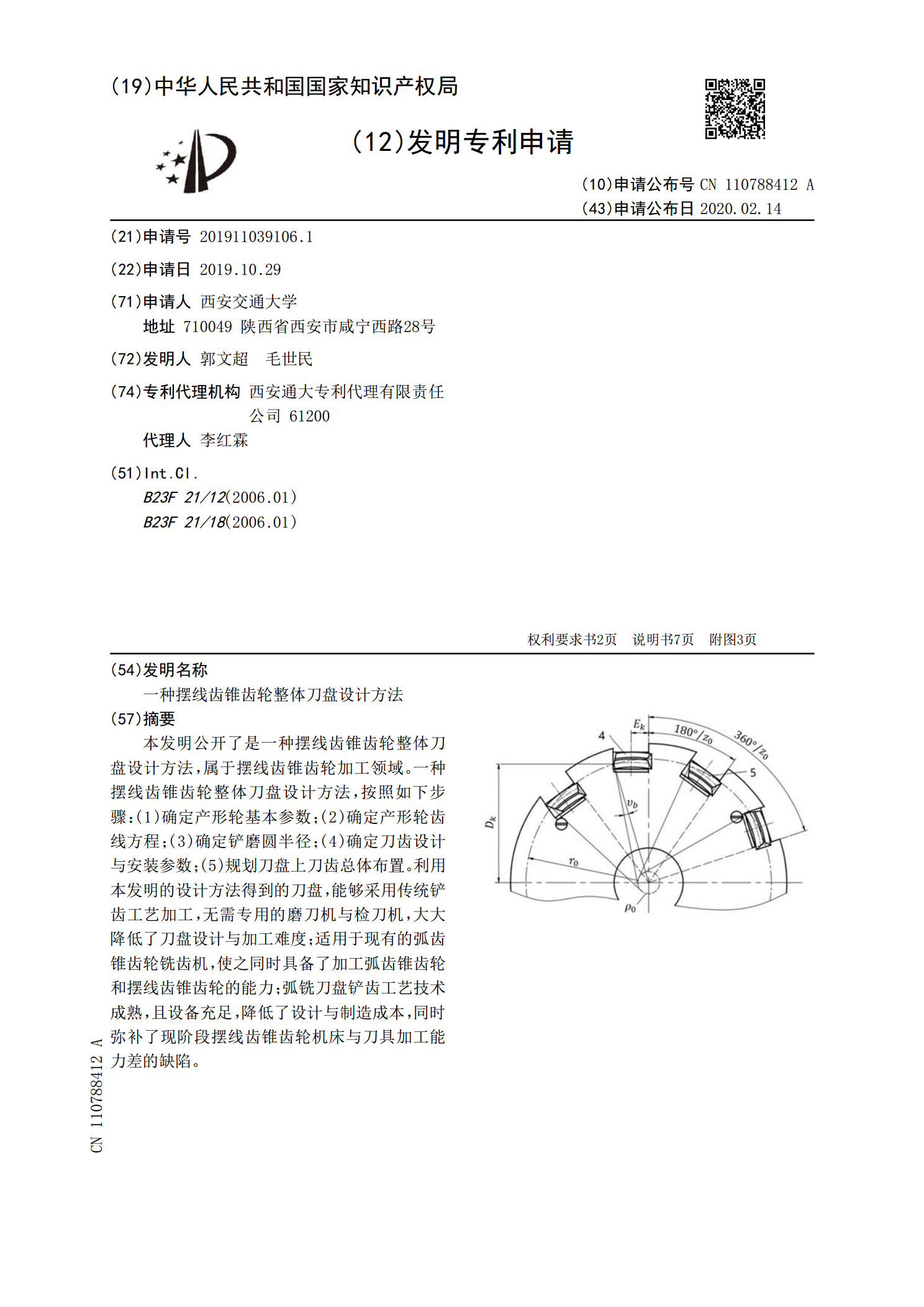
本发明公开了是一种摆线齿锥齿轮整体刀盘设计方法,属于摆线齿锥齿轮加工领域。一种摆线齿锥齿轮整体刀盘设计方法,按照如下步骤:(1)确定产形轮基本参数;(2)确定产形轮齿线方程;(3)确定铲磨圆半径;(4)确定刀齿设计与安装参数;(5)规划刀盘上刀齿总体布置。利用本发明的设计方法得到的刀盘,能够采用传统铲齿工艺加工,无需专用的磨刀机与检刀机,大大降低了刀盘设计与加工难度;适用于现有的弧齿锥齿轮铣齿机,使之同时具备了加工弧齿锥齿轮和摆线齿锥齿轮的能力;弧铣刀盘铲齿工艺技术成熟,且设备充足,降低了设计与制造成本,

一种摆线齿锥齿轮加工方法.pdf
本发明公开了一种摆线齿锥齿轮加工方法,包括:(1)确定产形轮基本参数;(2)确定形成产形轮齿面的运动;(3)确定产形轮展成齿轮的运动;(4)对产形轮展成齿轮的运动进行修正;(5)完成对被加工齿轮的展成。本发明相对于Klingelnberg方法,刀盘结构大为简化,不需十字滑块机构,刚性提高;相对于Oerlikon方法,不需刀倾机构,机床结构大为简化,刚性提高;可以在无刀倾摇盘类锥齿轮铣齿机上加工摆线齿锥齿轮和准双曲面齿轮;齿面修正不引起机床和刀具的附加调整;可以实现齿面接触斑点的位置、大小和形状的二阶预控;
一种展成法摆线齿锥齿轮的磨齿方法.pdf
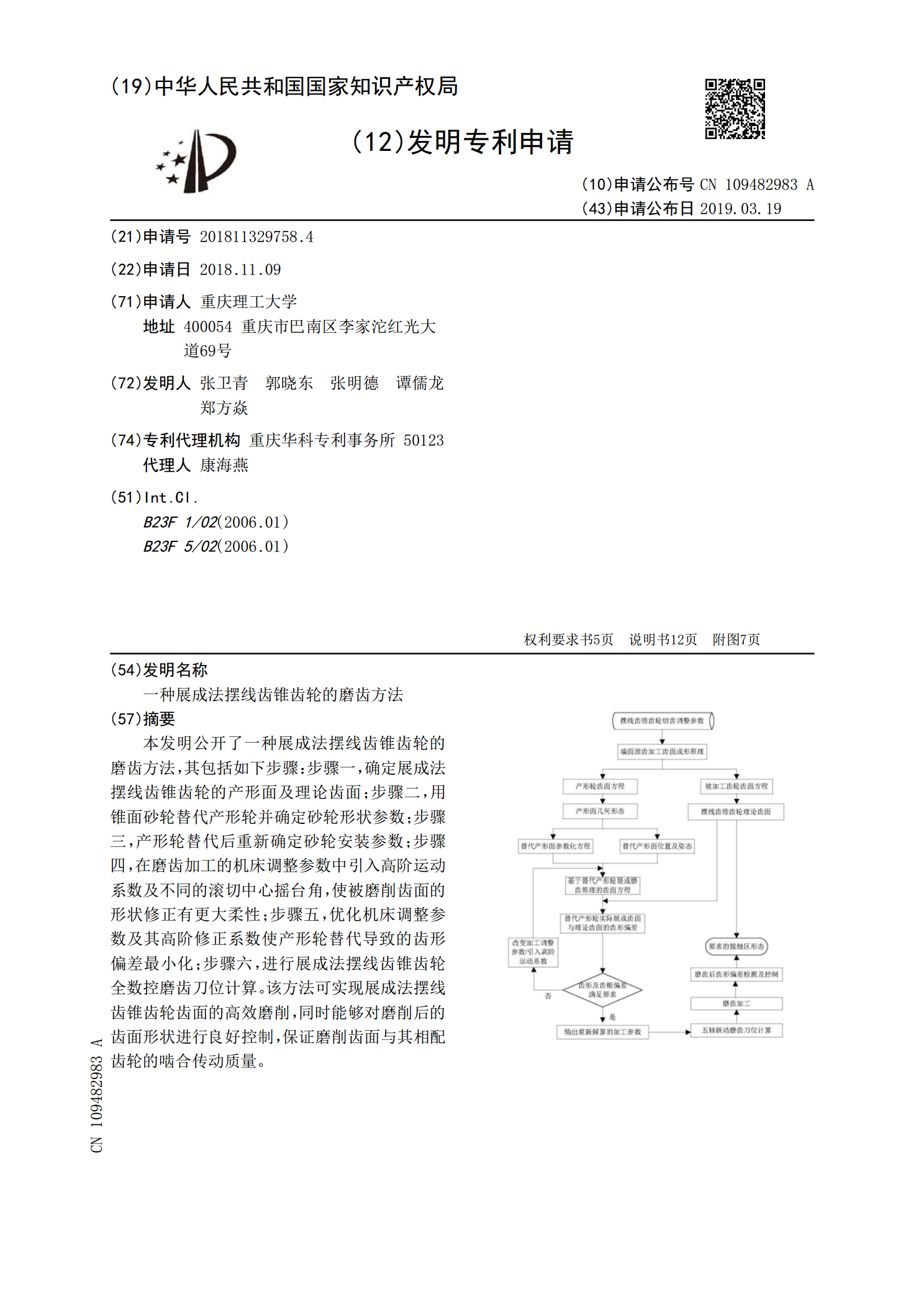
本发明公开了一种展成法摆线齿锥齿轮的磨齿方法,其包括如下步骤:步骤一,确定展成法摆线齿锥齿轮的产形面及理论齿面;步骤二,用锥面砂轮替代产形轮并确定砂轮形状参数;步骤三,产形轮替代后重新确定砂轮安装参数;步骤四,在磨齿加工的机床调整参数中引入高阶运动系数及不同的滚切中心摇台角,使被磨削齿面的形状修正有更大柔性;步骤五,优化机床调整参数及其高阶修正系数使产形轮替代导致的齿形偏差最小化;步骤六,进行展成法摆线齿锥齿轮全数控磨齿刀位计算。该方法可实现展成法摆线齿锥齿轮齿面的高效磨削,同时能够对磨削后的齿面形状进行
一种成型法摆线齿锥齿轮的磨齿方法.pdf
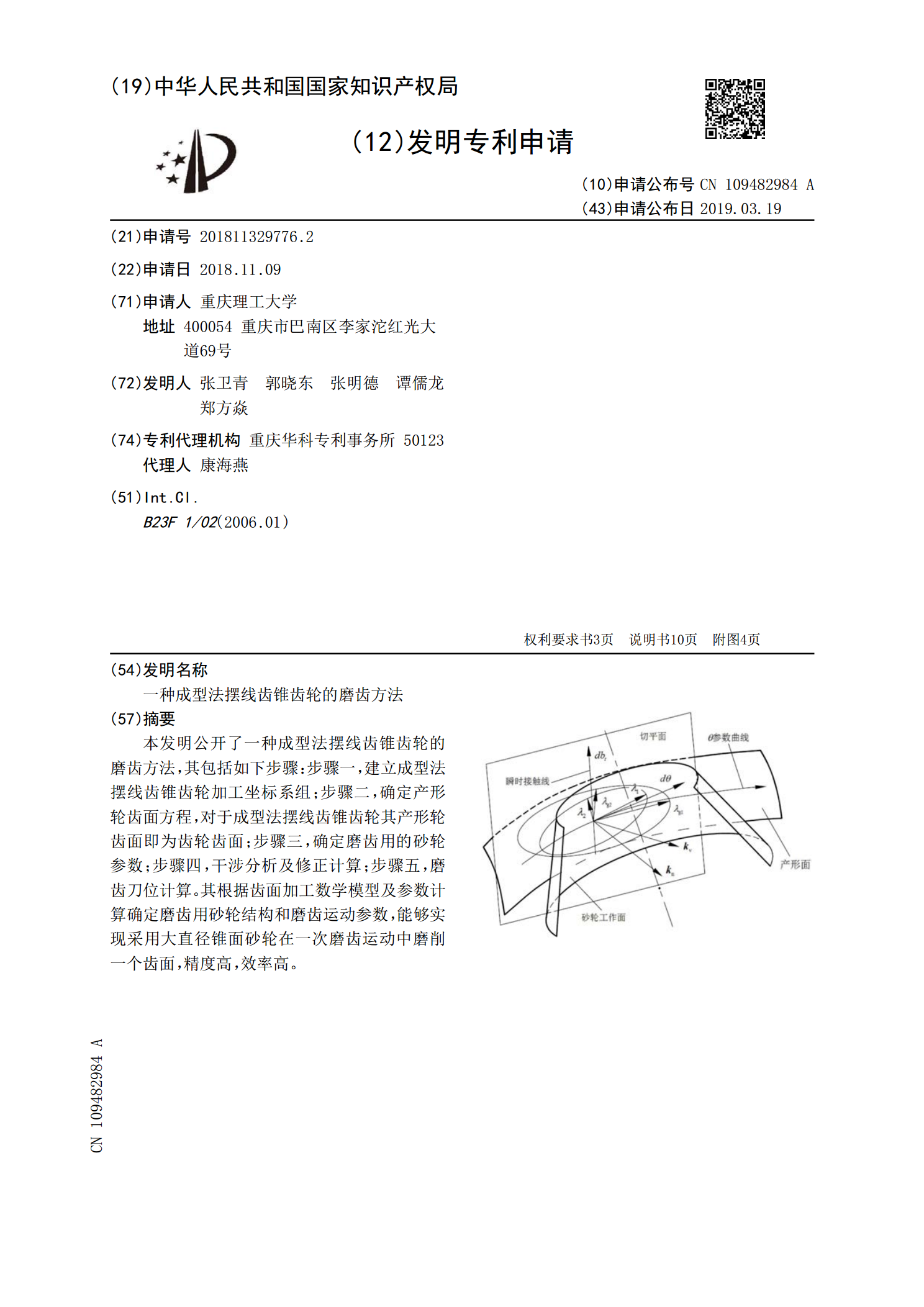
本发明公开了一种成型法摆线齿锥齿轮的磨齿方法,其包括如下步骤:步骤一,建立成型法摆线齿锥齿轮加工坐标系组;步骤二,确定产形轮齿面方程,对于成型法摆线齿锥齿轮其产形轮齿面即为齿轮齿面;步骤三,确定磨齿用的砂轮参数;步骤四,干涉分析及修正计算;步骤五,磨齿刀位计算。其根据齿面加工数学模型及参数计算确定磨齿用砂轮结构和磨齿运动参数,能够实现采用大直径锥面砂轮在一次磨齿运动中磨削一个齿面,精度高,效率高。