
一种半自动销钉装配机构的飞轮固定工装.pdf

Ro****44

1/10

2/10

3/10
4/10

5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种半自动销钉装配机构的飞轮固定工装.pdf
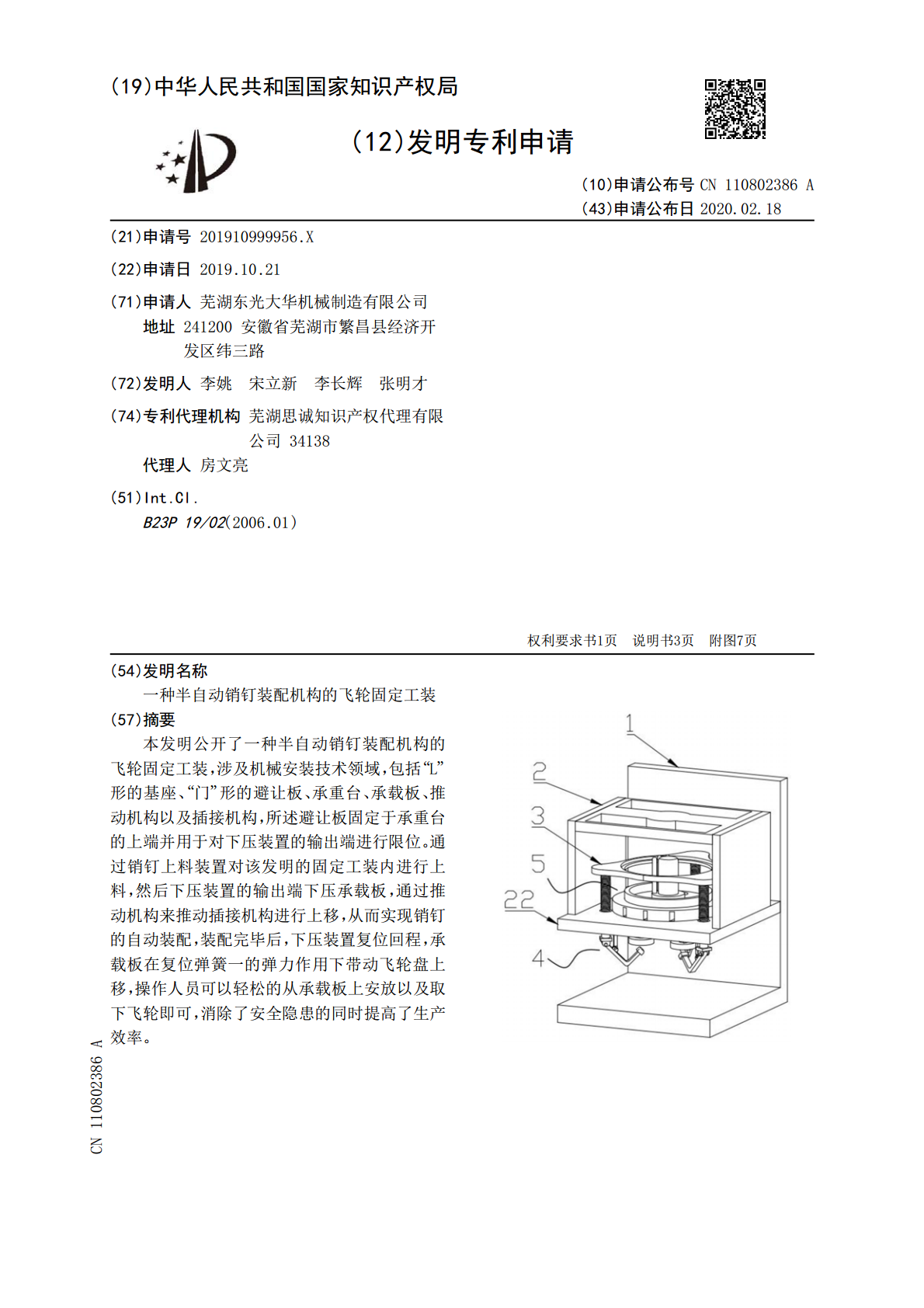
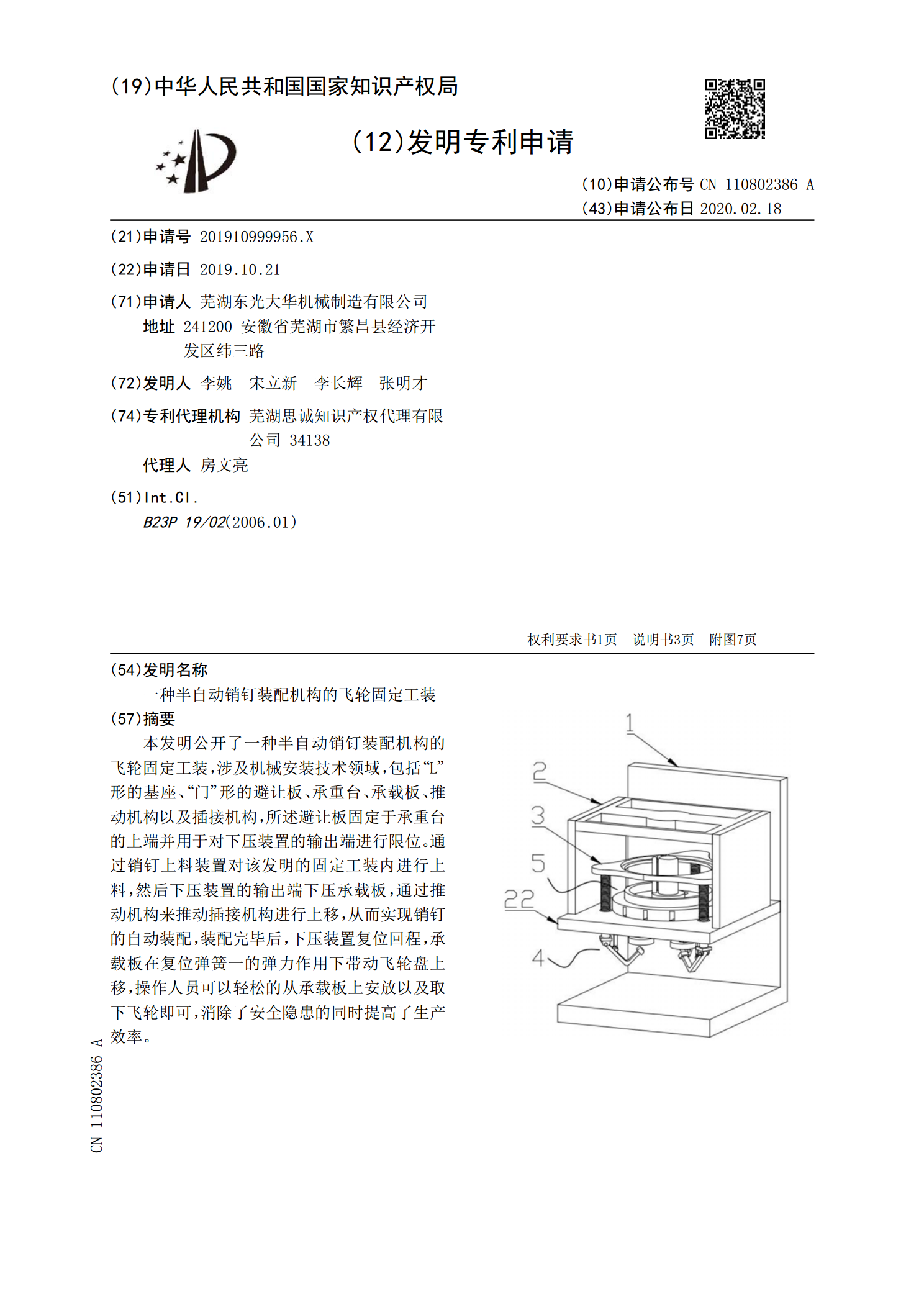
本发明公开了一种半自动销钉装配机构的飞轮固定工装,涉及机械安装技术领域,包括“L”形的基座、“门”形的避让板、承重台、承载板、推动机构以及插接机构,所述避让板固定于承重台的上端并用于对下压装置的输出端进行限位。通过销钉上料装置对该发明的固定工装内进行上料,然后下压装置的输出端下压承载板,通过推动机构来推动插接机构进行上移,从而实现销钉的自动装配,装配完毕后,下压装置复位回程,承载板在复位弹簧一的弹力作用下带动飞轮盘上移,操作人员可以轻松的从承载板上安放以及取下飞轮即可,消除了安全隐患的同时提高了生产效率。
一种半自动销钉装配机构.pdf
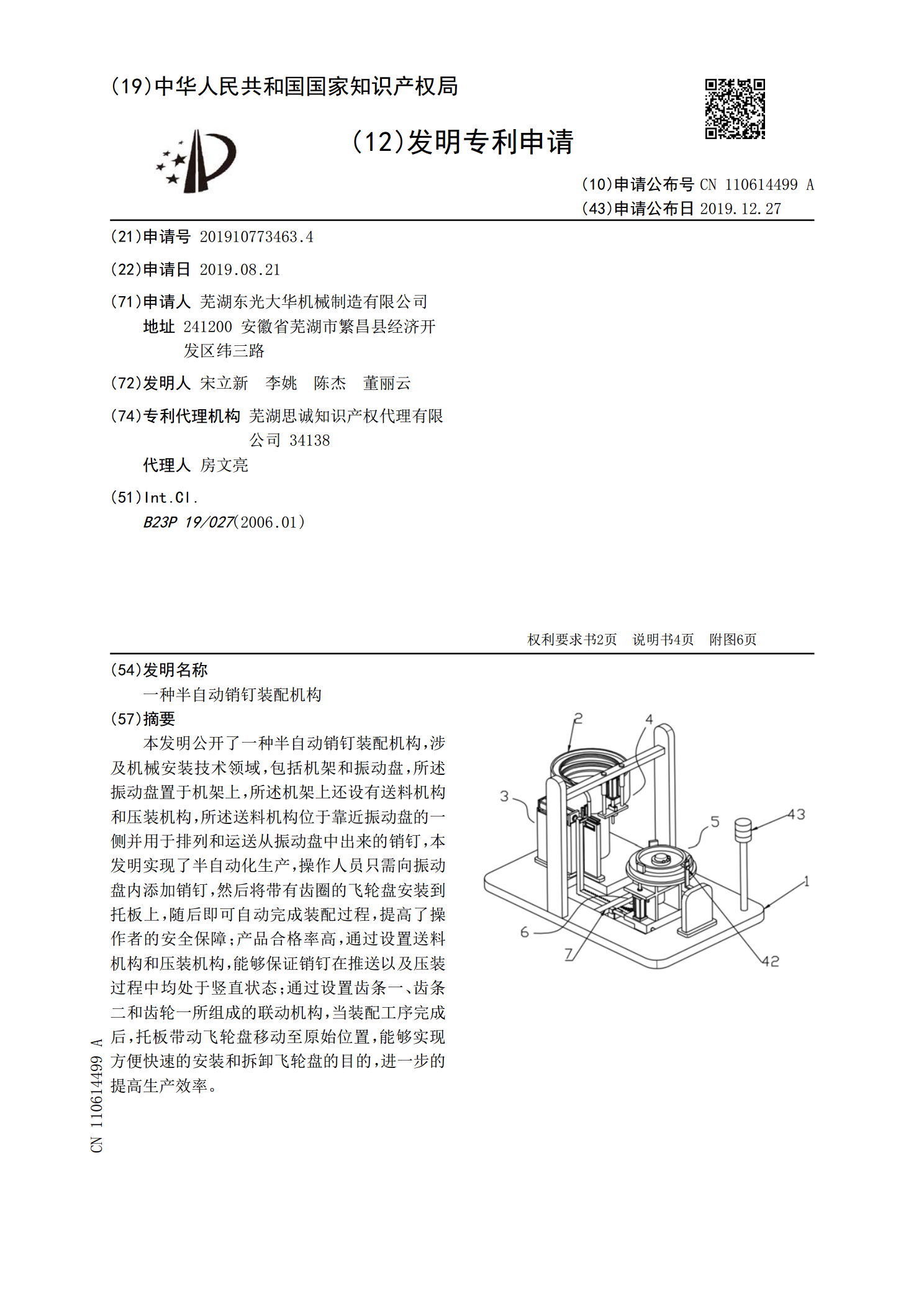
本发明公开了一种半自动销钉装配机构,涉及机械安装技术领域,包括机架和振动盘,所述振动盘置于机架上,所述机架上还设有送料机构和压装机构,所述送料机构位于靠近振动盘的一侧并用于排列和运送从振动盘中出来的销钉,本发明实现了半自动化生产,操作人员只需向振动盘内添加销钉,然后将带有齿圈的飞轮盘安装到托板上,随后即可自动完成装配过程,提高了操作者的安全保障;产品合格率高,通过设置送料机构和压装机构,能够保证销钉在推送以及压装过程中均处于竖直状态;通过设置齿条一、齿条二和齿轮一所组成的联动机构,当装配工序完成后,托板带

一种飞轮的装配用快速固定工装.pdf
本发明公开了一种飞轮的装配用快速固定工装,涉及飞轮加工设备领域,包括滑台本体、圆形基台、齿圈安装座以及销钉顶出机构,本发明通过在传统的固定工装(即圆形基台)的上方安装可升降的齿圈安装座,能够借助于压合模具的下压将齿圈安装在相应的飞轮上,与此同时,位于滑台本体下方的销钉顶出机构将销钉准确顶出并塞入到飞轮上的销钉安装孔内,实现了齿圈、销钉的一次性安装,提高了装配效率,且结构简单,实用性强。
一种水阀总成半自动装配机构.pdf
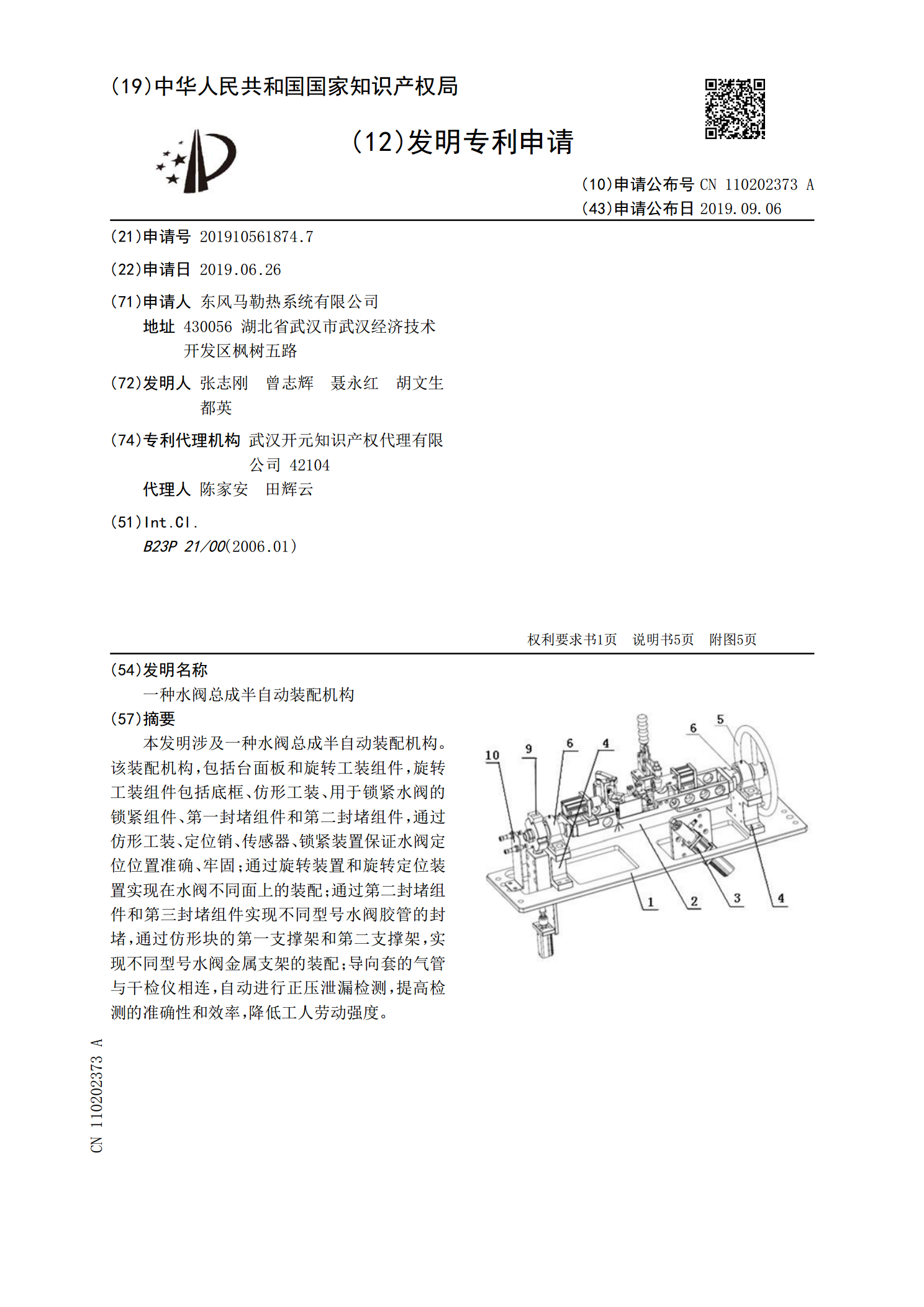
本发明涉及一种水阀总成半自动装配机构。该装配机构,包括台面板和旋转工装组件,旋转工装组件包括底框、仿形工装、用于锁紧水阀的锁紧组件、第一封堵组件和第二封堵组件,通过仿形工装、定位销、传感器、锁紧装置保证水阀定位位置准确、牢固;通过旋转装置和旋转定位装置实现在水阀不同面上的装配;通过第二封堵组件和第三封堵组件实现不同型号水阀胶管的封堵,通过仿形块的第一支撑架和第二支撑架,实现不同型号水阀金属支架的装配;导向套的气管与干检仪相连,自动进行正压泄漏检测,提高检测的准确性和效率,降低工人劳动强度。
一种用于螺钉与胶圈半自动装配的机构.pdf
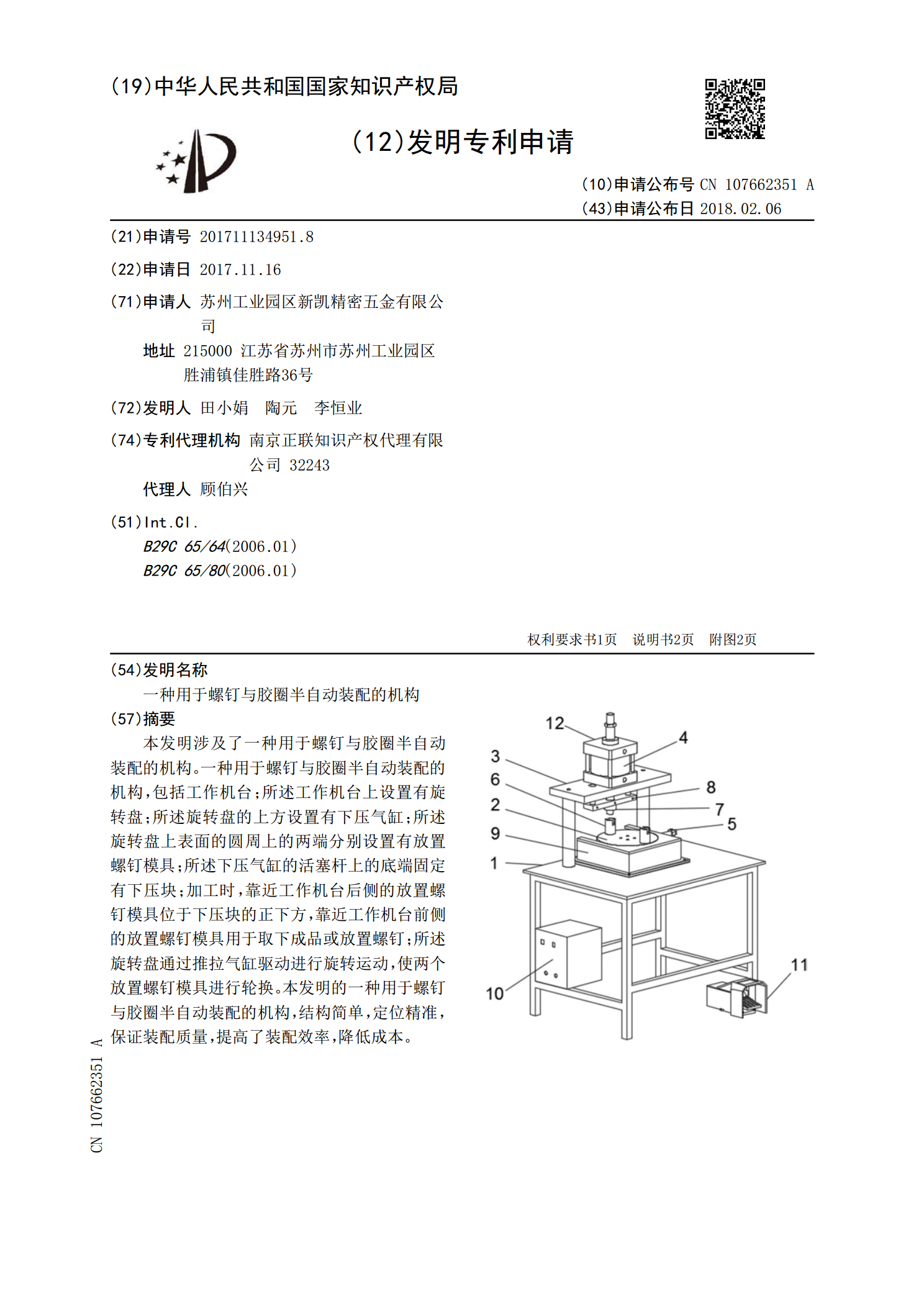
本发明涉及了一种用于螺钉与胶圈半自动装配的机构。一种用于螺钉与胶圈半自动装配的机构,包括工作机台;所述工作机台上设置有旋转盘;所述旋转盘的上方设置有下压气缸;所述旋转盘上表面的圆周上的两端分别设置有放置螺钉模具;所述下压气缸的活塞杆上的底端固定有下压块;加工时,靠近工作机台后侧的放置螺钉模具位于下压块的正下方,靠近工作机台前侧的放置螺钉模具用于取下成品或放置螺钉;所述旋转盘通过推拉气缸驱动进行旋转运动,使两个放置螺钉模具进行轮换。本发明的一种用于螺钉与胶圈半自动装配的机构,结构简单,定位精准,保证装配质量