
一种导体芯线导电表层的涂覆工艺.pdf

书生****35

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种导体芯线导电表层的涂覆工艺.pdf
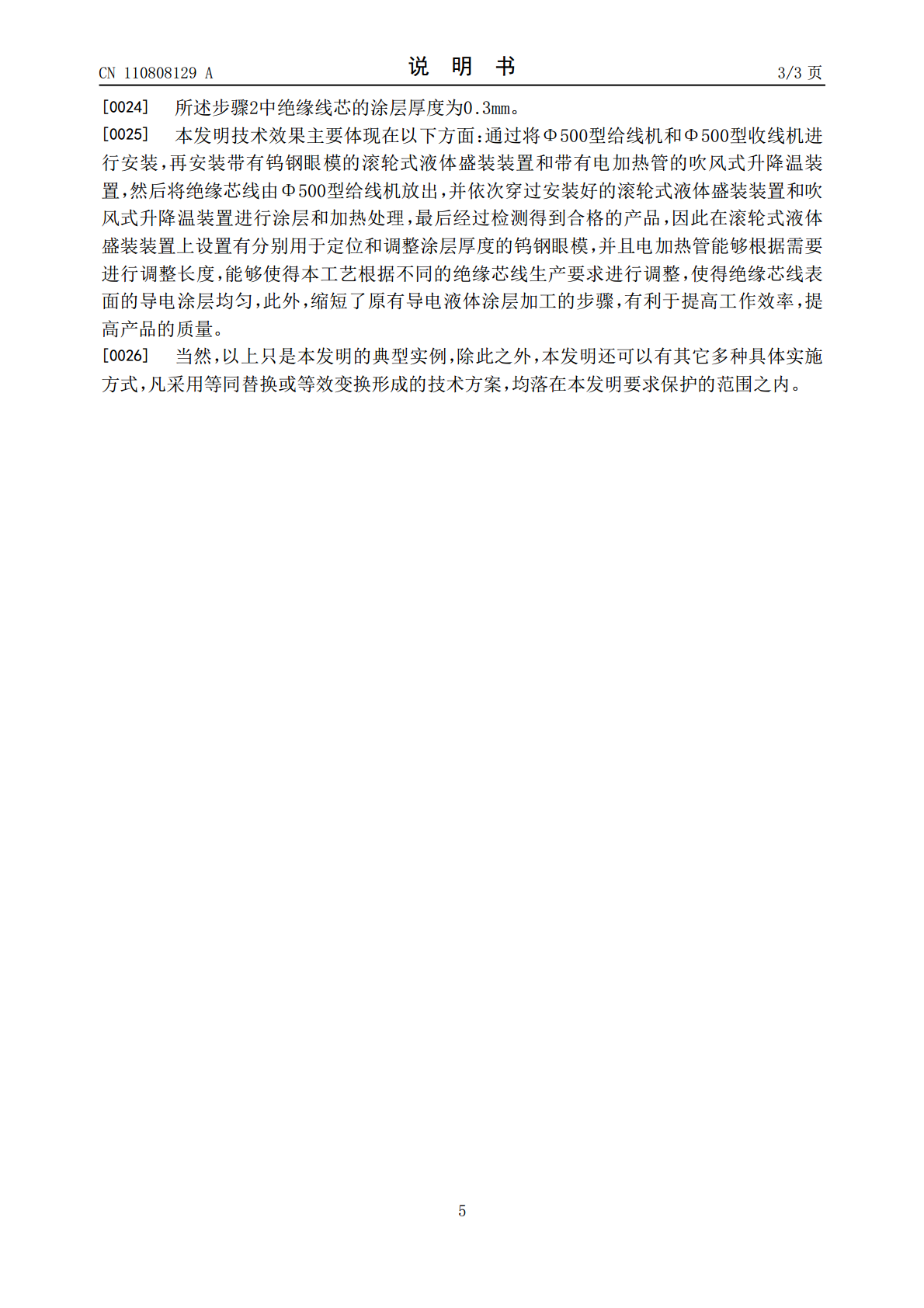
本发明公开一种导体芯线导电表层的涂覆工艺,通过将Φ500型给线机和Φ500型收线机进行安装,再安装带有钨钢眼模的滚轮式液体盛装装置和带有电加热管的吹风式升降温装置,然后将绝缘芯线由Φ500型给线机放出,并依次穿过安装好的滚轮式液体盛装装置和吹风式升降温装置进行涂层和加热处理,最后经过检测得到合格的产品,因此在滚轮式液体盛装装置上设置有分别用于定位和调整涂层厚度的钨钢眼模,并且电加热管能够根据需要进行调整长度,能够使得本工艺根据不同的绝缘芯线生产要求进行调整,使得绝缘芯线表面的导电涂层均匀,此外,缩短了原有
一种柳条表层涂覆剂制备工艺.pdf
一种柳条表层涂覆剂的制备工艺,涉及柳编篮编织技术领域,包括以下步骤:将蜂胶、枫茅油、肉桂油、乙醇、柴油和过硫酸钾混合共同搅拌得A组分;将煤焦油、乙酸乙烯、杯芳烃、氰化铜和去离子水混合并于搅拌B组分;将A组分与B组分共同混合后加入防护助剂于反应釜搅拌得到C组分;然后将海藻酸钠、聚乙酸乙烯铵、无机盐硫酸铜、花露水、氟化钠和淀粉胶加入到C组分中混合搅拌,并送入蒸箱中后冷却;最后将蒙脱土入微波设备中中频微波处理,并与步骤4中的物料混合,然后冷却;将冷却后的试剂研磨、过滤后即得。本发明方法简单、容易使用,能够使各原
用于柳编篮编织柳条的表层涂覆剂涂覆装置.pdf
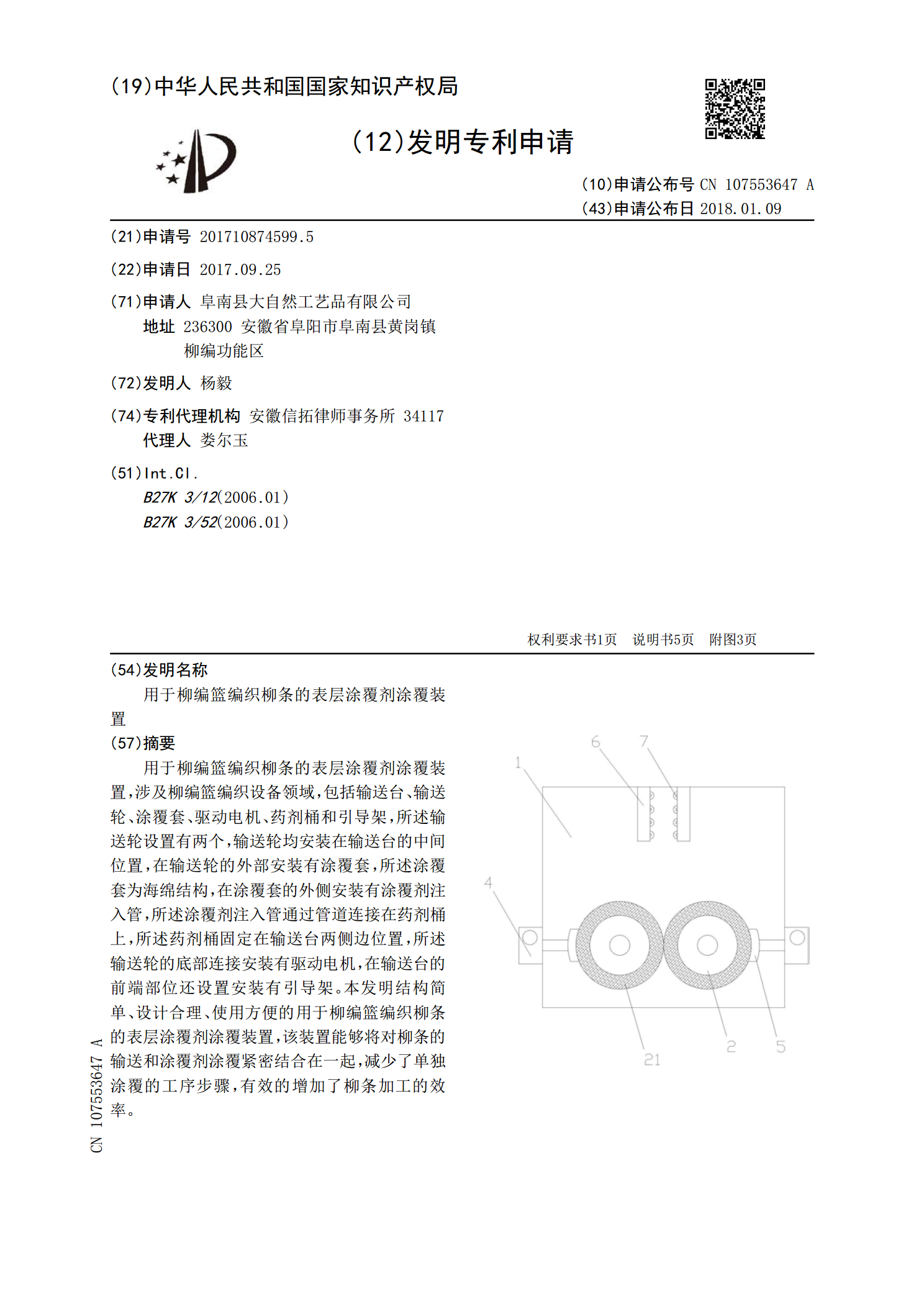
用于柳编篮编织柳条的表层涂覆剂涂覆装置,涉及柳编篮编织设备领域,包括输送台、输送轮、涂覆套、驱动电机、药剂桶和引导架,所述输送轮设置有两个,输送轮均安装在输送台的中间位置,在输送轮的外部安装有涂覆套,所述涂覆套为海绵结构,在涂覆套的外侧安装有涂覆剂注入管,所述涂覆剂注入管通过管道连接在药剂桶上,所述药剂桶固定在输送台两侧边位置,所述输送轮的底部连接安装有驱动电机,在输送台的前端部位还设置安装有引导架。本发明结构简单、设计合理、使用方便的用于柳编篮编织柳条的表层涂覆剂涂覆装置,该装置能够将对柳条的输送和涂覆
一种电池隔膜涂覆工装及电池隔膜涂覆工艺.pdf
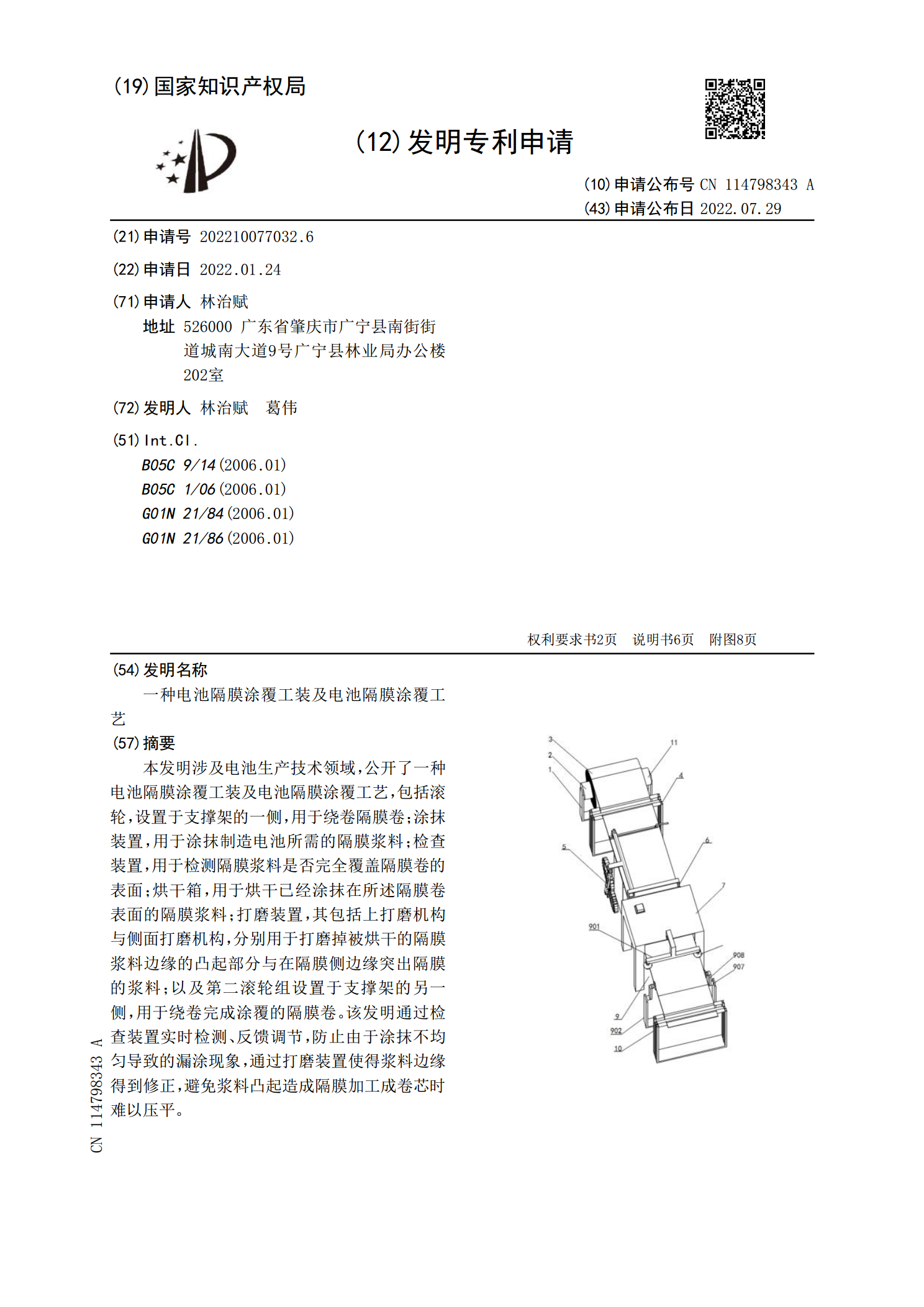
本发明涉及电池生产技术领域,公开了一种电池隔膜涂覆工装及电池隔膜涂覆工艺,包括滚轮,设置于支撑架的一侧,用于绕卷隔膜卷;涂抹装置,用于涂抹制造电池所需的隔膜浆料;检查装置,用于检测隔膜浆料是否完全覆盖隔膜卷的表面;烘干箱,用于烘干已经涂抹在所述隔膜卷表面的隔膜浆料;打磨装置,其包括上打磨机构与侧面打磨机构,分别用于打磨掉被烘干的隔膜浆料边缘的凸起部分与在隔膜侧边缘突出隔膜的浆料;以及第二滚轮组设置于支撑架的另一侧,用于绕卷完成涂覆的隔膜卷。该发明通过检查装置实时检测、反馈调节,防止由于涂抹不均匀导致的漏涂

经涂覆的非导电基底.pdf
本发明涉及至少部分涂覆有包含还原的氧化石墨烯和热固性聚合物的涂料的非导电基底,所述非导电基底直接涂覆有涂料;用于制造这种经涂覆的非导电基底的方法;用于检测泄漏或应变变形的方法;以及所述经涂覆的非导电基底的用途。