
一种船用柴油机气缸盖排气阀座孔口内边沿锥面修磨装置.pdf

冷霜****魔王


1/9

2/9

3/9

4/9
5/9

6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种船用柴油机气缸盖排气阀座孔口边沿锥面修磨装置.pdf
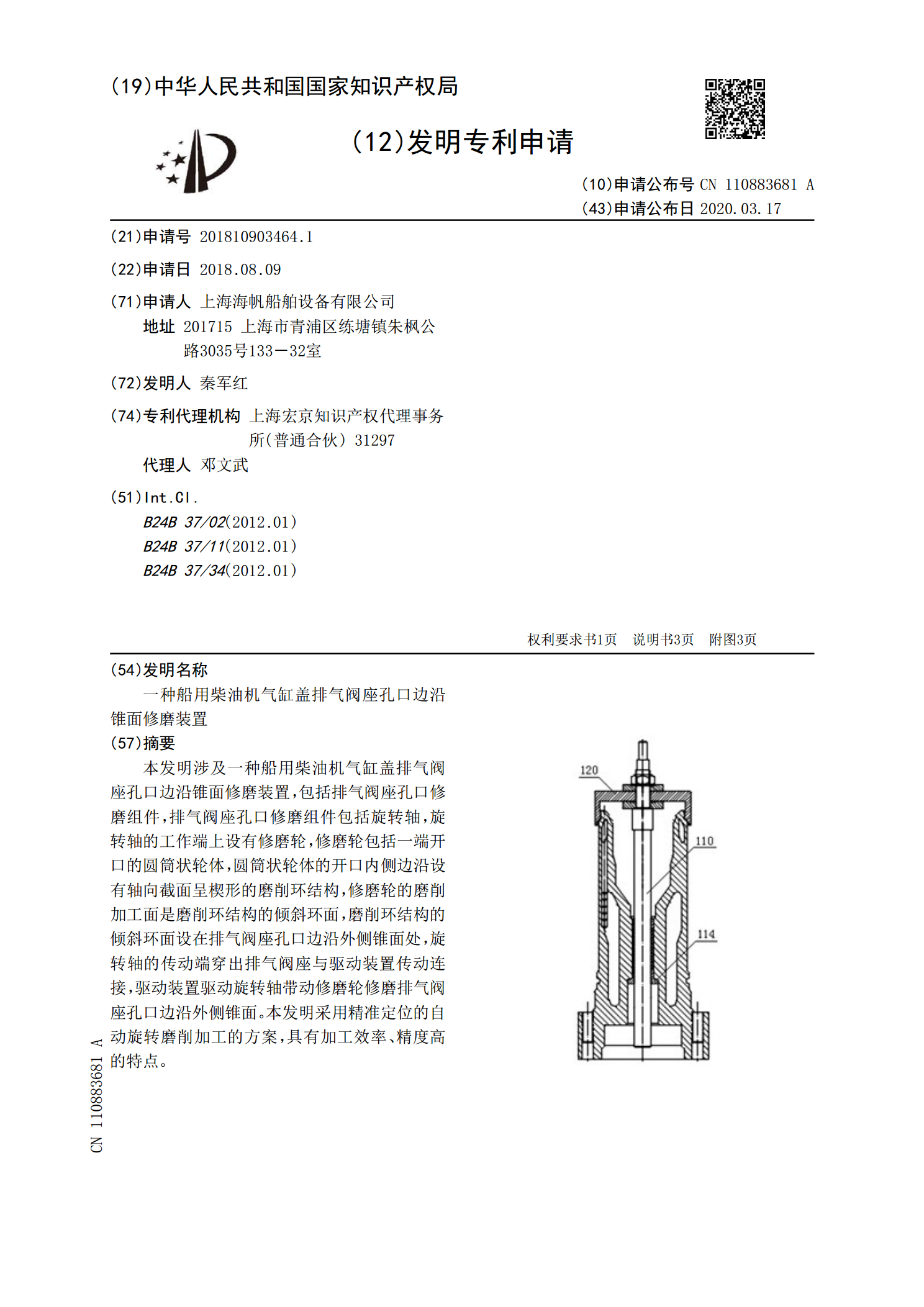
本发明涉及一种船用柴油机气缸盖排气阀座孔口边沿锥面修磨装置,包括排气阀座孔口修磨组件,排气阀座孔口修磨组件包括旋转轴,旋转轴的工作端上设有修磨轮,修磨轮包括一端开口的圆筒状轮体,圆筒状轮体的开口内侧边沿设有轴向截面呈楔形的磨削环结构,修磨轮的磨削加工面是磨削环结构的倾斜环面,磨削环结构的倾斜环面设在排气阀座孔口边沿外侧锥面处,旋转轴的传动端穿出排气阀座与驱动装置传动连接,驱动装置驱动旋转轴带动修磨轮修磨排气阀座孔口边沿外侧锥面。本发明采用精准定位的自动旋转磨削加工的方案,具有加工效率、精度高的特点。

一种船用柴油机气缸盖排气阀座孔口内边沿锥面修磨装置.pdf
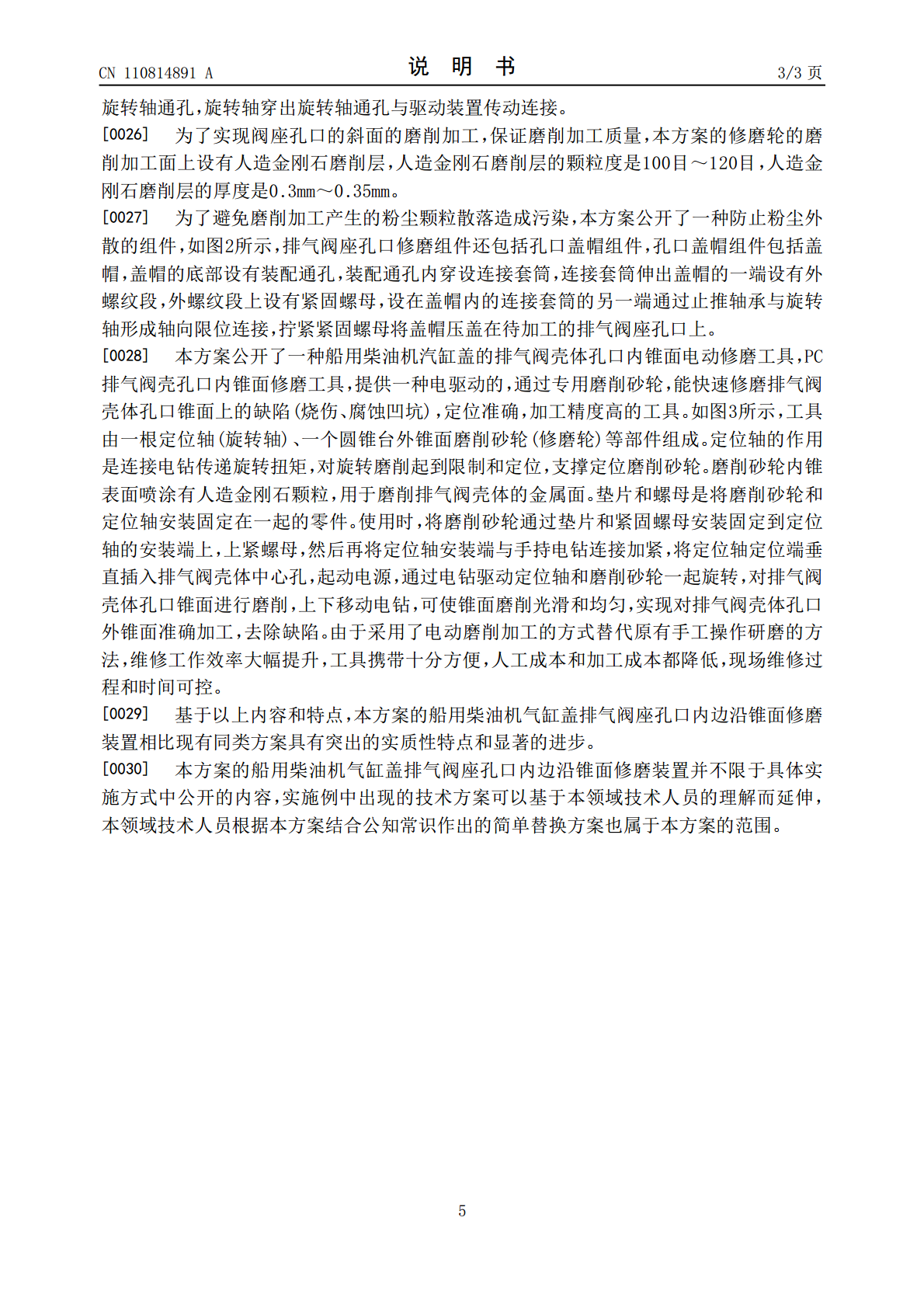
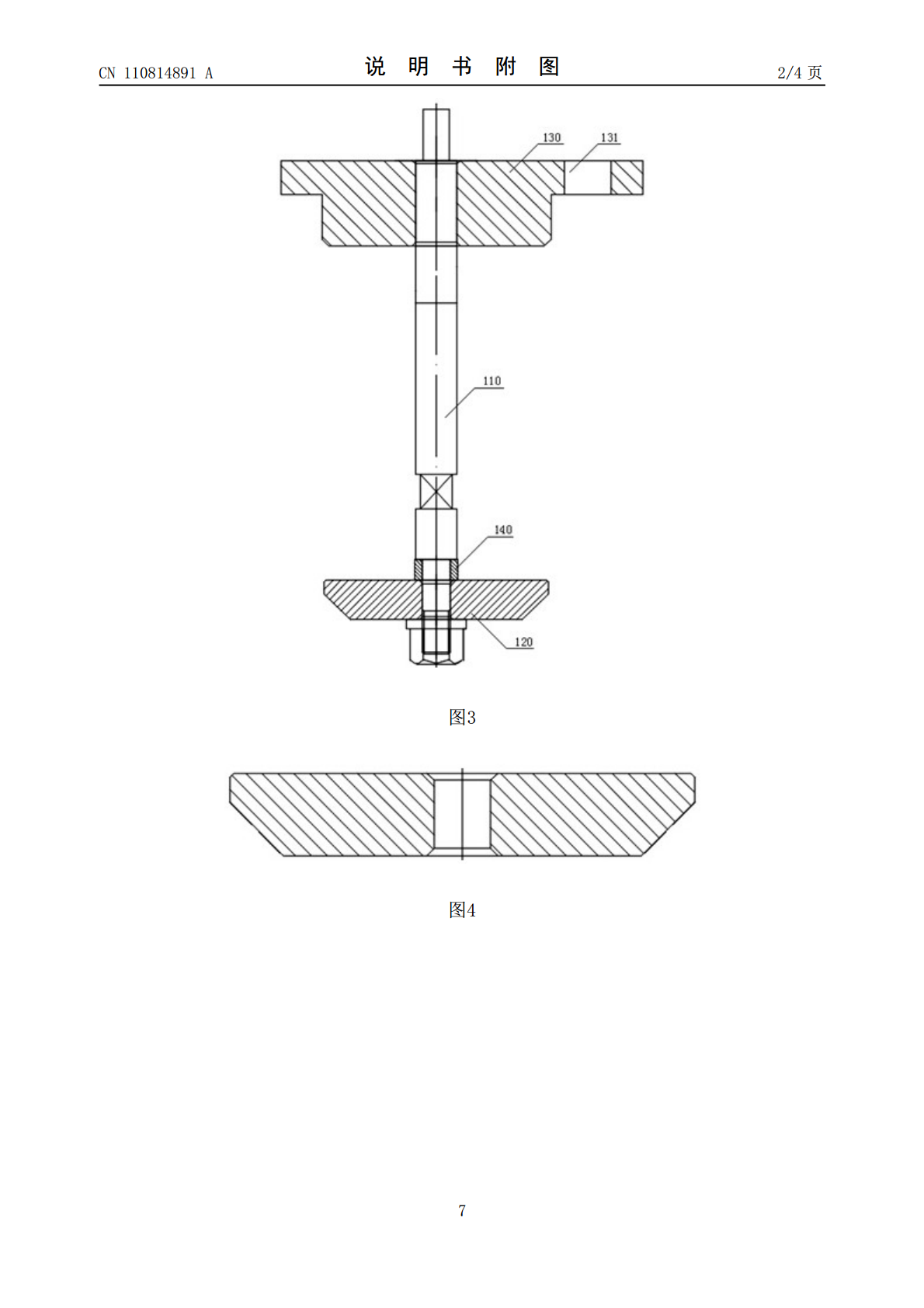
本发明涉及一种船用柴油机气缸盖排气阀座孔口内边沿锥面修磨装置,包括排气阀座孔口修磨组件,排气阀座孔口修磨组件包括旋转轴,旋转轴的工作端上设有修磨轮,修磨轮是圆锥台结构,修磨轮的磨削加工面是圆锥台结构的侧面,修磨轮设在排气阀座孔口内边沿锥面处,旋转轴的传动端通过盖设在排气阀座孔另一端上的轴架板穿出排气阀座与驱动装置传动连接,驱动装置驱动旋转轴带动修磨轮修磨排气阀座孔口内边沿锥面。本发明采用精准定位的自动旋转磨削加工的方案,具有加工效率、精度高的特点。
一种船用柴油机气缸盖阀座孔修磨装置.pdf
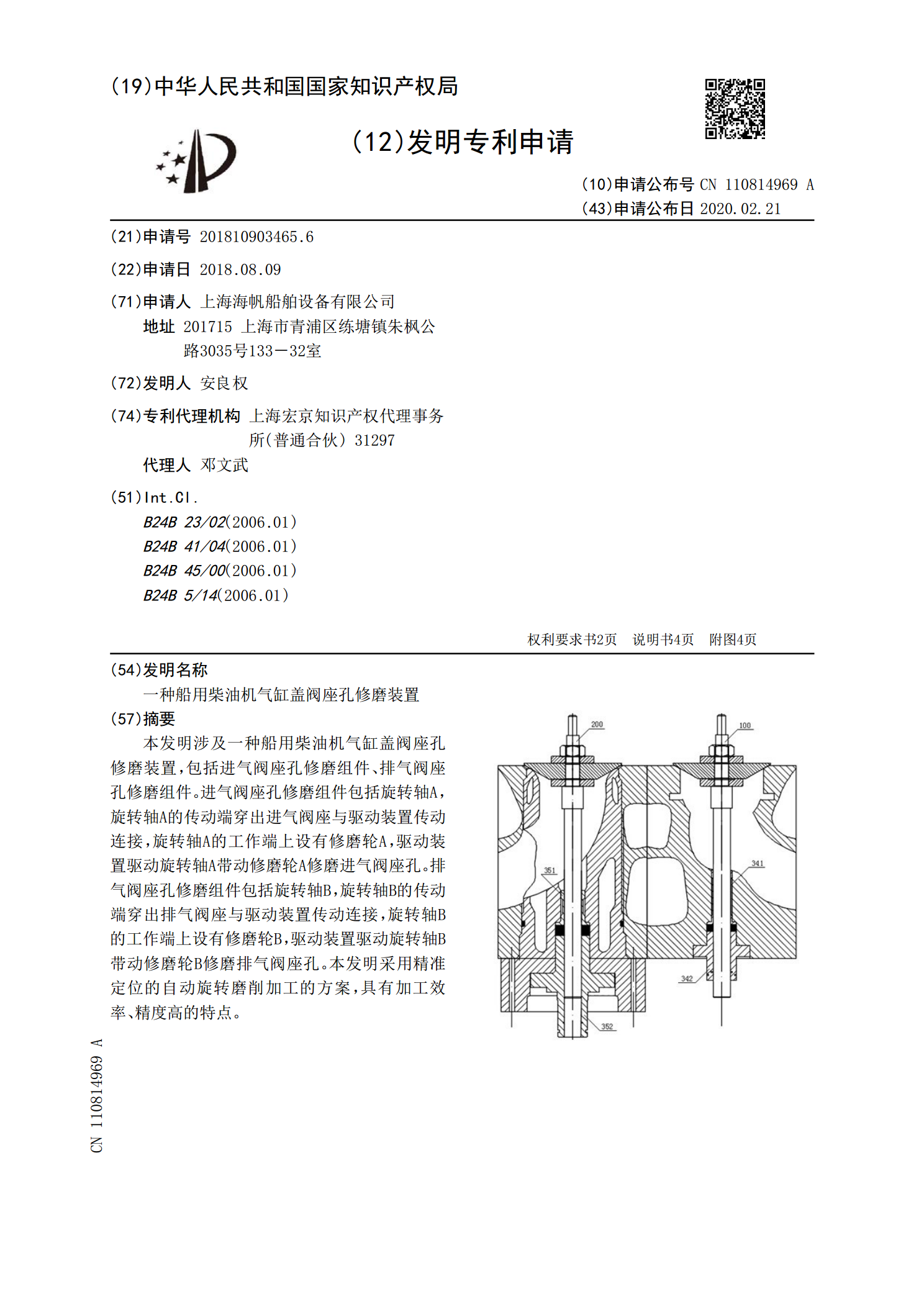
本发明涉及一种船用柴油机气缸盖阀座孔修磨装置,包括进气阀座孔修磨组件、排气阀座孔修磨组件。进气阀座孔修磨组件包括旋转轴A,旋转轴A的传动端穿出进气阀座与驱动装置传动连接,旋转轴A的工作端上设有修磨轮A,驱动装置驱动旋转轴A带动修磨轮A修磨进气阀座孔。排气阀座孔修磨组件包括旋转轴B,旋转轴B的传动端穿出排气阀座与驱动装置传动连接,旋转轴B的工作端上设有修磨轮B,驱动装置驱动旋转轴B带动修磨轮B修磨排气阀座孔。本发明采用精准定位的自动旋转磨削加工的方案,具有加工效率、精度高的特点。

300系列柴油机气缸盖阀座磨削装置的设计与应用.docx
300系列柴油机气缸盖阀座磨削装置的设计与应用设计与应用300系列柴油机气缸盖阀座磨削装置摘要:本文旨在设计一种适用于300系列柴油机气缸盖阀座磨削装置,并讨论其在实际应用中的优势。通过对300系列柴油机气缸盖阀座磨削装置的设计与应用进行研究,可以提高气缸盖的磨削效率,提高柴油机的性能和可靠性。关键词:300系列柴油机、气缸盖阀座磨削、设计、应用一、引言气缸盖是柴油机发动机中的一个重要部件,它连接气缸体和缸盖,起到密封气缸的作用。气缸盖和气缸座采用铸铁材料制成,制造工艺要求较高。在柴油机使用过程中,气缸盖

锪磨缸盖气门密封锥面的方法.pdf
本发明涉及一种锪磨缸盖气门密封锥面的方法,它包括以下步骤:(1)将毛坯缸盖装在加工中心上,先加工其定位平面,通过钻、镗、铰的工艺步骤加工定位平面上的定位销孔,以定位平面的定位销孔设定位基准;先使用引导刀加工气门导管内孔和座圈锥面,采用复合刀具一次将气门导管内孔和座圈孔加工成形;对座圈锥面激光淬火,硬度达到50HRC;将座圈锥面零件装卡与工装上,调节专用磨头,使引导部分和装卡部分的跳动不大于0.015mm;将刀杆中心移至一个气门导管中心,调节砂轮的转速、进给速度、进给方式,对座圈锥面进行加工;加工完移至其它