
一种用于制作玩具剑柄的模具.pdf

春兰****89


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于制作玩具剑柄的模具.pdf
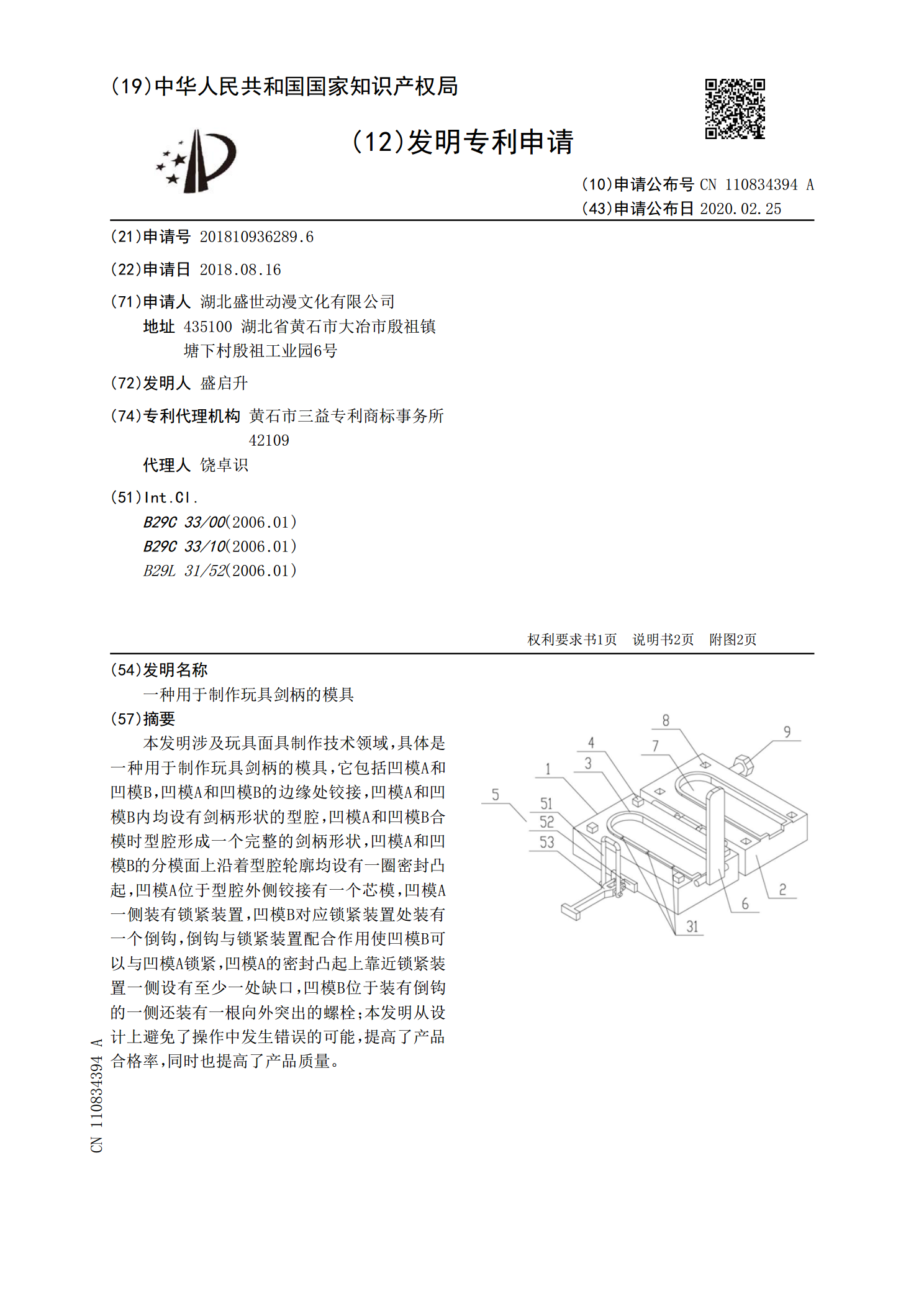
本发明涉及玩具面具制作技术领域,具体是一种用于制作玩具剑柄的模具,它包括凹模A和凹模B,凹模A和凹模B的边缘处铰接,凹模A和凹模B内均设有剑柄形状的型腔,凹模A和凹模B合模时型腔形成一个完整的剑柄形状,凹模A和凹模B的分模面上沿着型腔轮廓均设有一圈密封凸起,凹模A位于型腔外侧铰接有一个芯模,凹模A一侧装有锁紧装置,凹模B对应锁紧装置处装有一个倒钩,倒钩与锁紧装置配合作用使凹模B可以与凹模A锁紧,凹模A的密封凸起上靠近锁紧装置一侧设有至少一处缺口,凹模B位于装有倒钩的一侧还装有一根向外突出的螺栓;本发明从设

一种用于制作玩具枪的模具.pdf
本发明涉及玩具面具制作技术领域,具体是一种用于制作玩具枪的模具,它包括凹模A和凹模B,两个凹模的边缘处铰接,两个凹模内均设有玩具枪形状的型腔,所述型腔设有枪管腔和子弹膛腔,枪管腔和子弹膛腔内装有可拆卸的芯棒,两个凹模合模时型腔形成一个完整的玩具枪形状,两个凹模的分模面上沿着型腔轮廓均设有一圈密封凸起,凹模A一侧装有锁紧装置,凹模B对应锁紧装置处装有一个倒钩,倒钩与锁紧装置配合作用使凹模B可以与凹模A锁紧,凹模A的密封凸起上靠近锁紧装置一侧设有至少一处缺口,凹模B位于装有倒钩的一侧还装有至少一根向外突出的螺
一种用于实心铁球制作的模具.pdf
本发明公开了一种用于实心铁球制作的模具,涉及实心铁球技术领域。本发明包括上模座、下模座、上模具、下模具和提升件,下模具一相对侧均固定有一铰座,下模具一侧面固定有一承接架,承接架上滑动配合有一收料架,下模座一表面开设有一组安装孔,安装孔为盲孔结构,提升件包括电推杆,电推杆一端通过安装座与安装孔内壁固定连接。本发明通过电推杆能够带动下模具向上移动,随后运行电机能够带动铰座和下模具沿着固定块上的转轴转动,此时下模具内的成品能够随着下模具的转动落在收料座上,通过H形滑块、矩形滑槽、导向柱、贯通孔和第二弹簧的配合使

一种用于制作南瓜头的模具.pdf
本发明涉及玩具面具制作技术领域,具体是一种用于制作南瓜头的模具,它包括凹模A和凹模B,凹模A和凹模B的边缘处铰接,凹模A和凹模B内均设有南瓜形状的型腔,凹模A和凹模B合模时型腔形成一个完整的南瓜形状,凹模A和凹模B的分模面上沿着型腔轮廓均设有一圈密封凸起,凹模A和凹模B位于南瓜底部均设有一个半圆形通孔,凹模A位于半圆形通孔外侧铰接有一根芯棒,凹模A一侧装有锁紧装置,凹模B对应锁紧装置处装有一个倒钩,凹模A的密封凸起上靠近锁紧装置一侧设有至少一处缺口,凹模B位于装有倒钩的一侧还装有一根向外突出的螺栓;本发明

一种用于制作弯管的模具.pdf
本发明提供一种用于制作弯管的模具,其包括:驱动机构;弯管滚轮对,包括第一滚轮和第二滚轮,两个滚轮之间形成管件的插入空间;转轴对,包括相互平行的第一转轴和第二转轴,第一转轴的一端与驱动机构相连,另一端上套设有第一滚轮,第二转轴的一端与驱动机构相连,另一端上套设有第二滚轮;辅助顶管块,固定在第一滚轮的远离第二滚轮的一侧。驱动机构能驱动第一转轴绕着第二转轴旋转,第一转轴带动第一滚轮一起运动而沿预设方向对管件进行弯折,辅助顶管块能够与第一滚轮一同对管件施加作用力而迫使该管件弯折。通过使用该用于制作弯管的模具,能够