
一种轮毂抛光工艺.pdf

一条****轩吗


1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轮毂抛光工艺.pdf
本发明公开了一种轮毂抛光工艺,其技术方案要点是:具体包括以下步骤:S1、湿喷丸去氧化皮:选用20‑30目的陶瓷丸与水加注至喷丸机内对轮毂进行湿喷丸;S2、清洗轮毂表面:利用高压水枪对轮毂表面进行高压水喷射,水温控制在36‑40℃之间;S3、粗抛轮毂:把铝合金轮毂置于装有磨料的振动研磨机中,磨料采用树脂,树脂内均匀混有金刚砂,金刚砂占树脂质量的25%‑30%,树脂和金刚砂的尺寸规格为48‑96目;S4、中抛轮毂;S5、精抛轮毂:将铝合金轮毂置于旋转表面抛光机内精抛,控制旋转表面抛光机的转速在35000—40

一种轮毂表面抛光工艺.pdf
本发明公开了一种轮毂表面抛光工艺,涉及轮毂加工领域,通过脱脂、冲洗、配制抛光液、抛光反应、浸泡、烘干、打磨七个步骤制得,该种轮毂表面抛光工艺,采用该方法对轮毂的表面进行抛光具有抛光效果好、表面光亮度高的优点,而且可以节育大量的人力成本、缩短加工时间。

一种汽车轮毂自动抛光设备及抛光工艺.pdf
本发明涉及汽车零件抛光设备技术领域,具体是涉及一种汽车轮毂自动抛光设备及抛光工艺,包括机架、旋转驱动组件、直线移动组件、粗磨抛光组件、精磨抛光组件、翻转组件和定位组件,机架上开设有缺口,翻转组件固定设置在机架上,翻转组件的工作端与旋转驱动组件固定连接,翻转组件带动旋转驱动组件进行翻转,旋转驱动组件进行翻转的旋转轴与两个直线移动组件的连线平行,定位组件固定设置在旋转驱动组件上,定位组件上活动设置有第一定位条和第二定位条,第一定位条用于限定轮毂在旋转驱动组件上的位置,第二定位条用于固定轮毂进行抛光时旋转驱动组
一种智能轮毂抛光系统及工艺.pdf
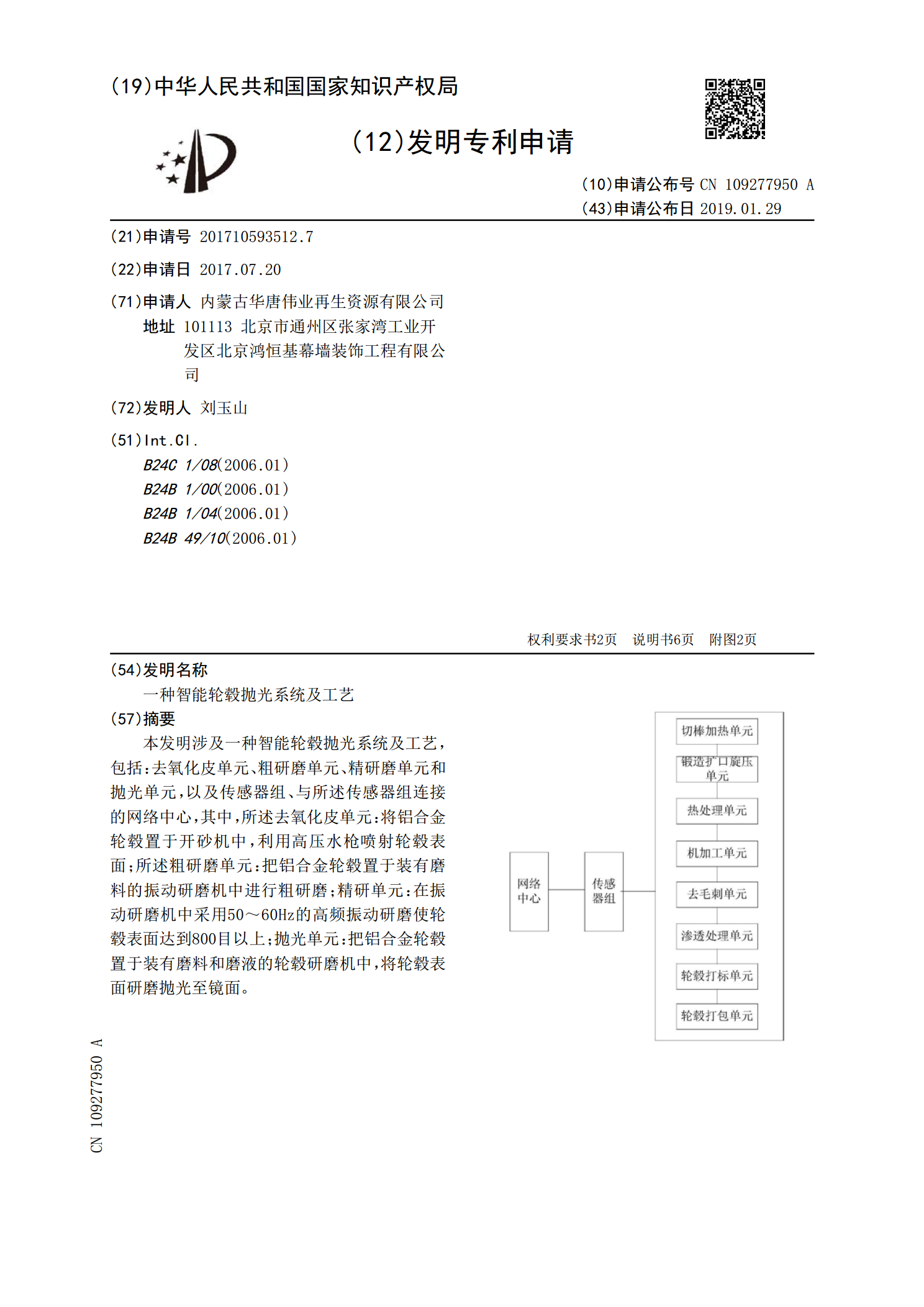
本发明涉及一种智能轮毂抛光系统及工艺,包括:去氧化皮单元、粗研磨单元、精研磨单元和抛光单元,以及传感器组、与所述传感器组连接的网络中心,其中,所述去氧化皮单元:将铝合金轮毂置于开砂机中,利用高压水枪喷射轮毂表面;所述粗研磨单元:把铝合金轮毂置于装有磨料的振动研磨机中进行粗研磨;精研单元:在振动研磨机中采用50~60Hz的高频振动研磨使轮毂表面达到800目以上;抛光单元:把铝合金轮毂置于装有磨料和磨液的轮毂研磨机中,将轮毂表面研磨抛光至镜面。
一种铝合金轮毂抛光工艺.pdf
本发明提供一种铝合金轮毂抛光工艺,包括:低温浸泡—弹丸制备—喷丸处理—振动—预清洗—喷射抛光—常温浸泡—后清洗—烘干,通过上述工艺过程的实施,从而使铝合金轮毂得到充分的抛光处理,有效提高了铝合金轮毂表面抛光的亮度以及抛光均匀度。