
一种提高旋转模切机同步套切精度的方法.pdf

书生****ma

1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种提高旋转模切机同步套切精度的方法.pdf
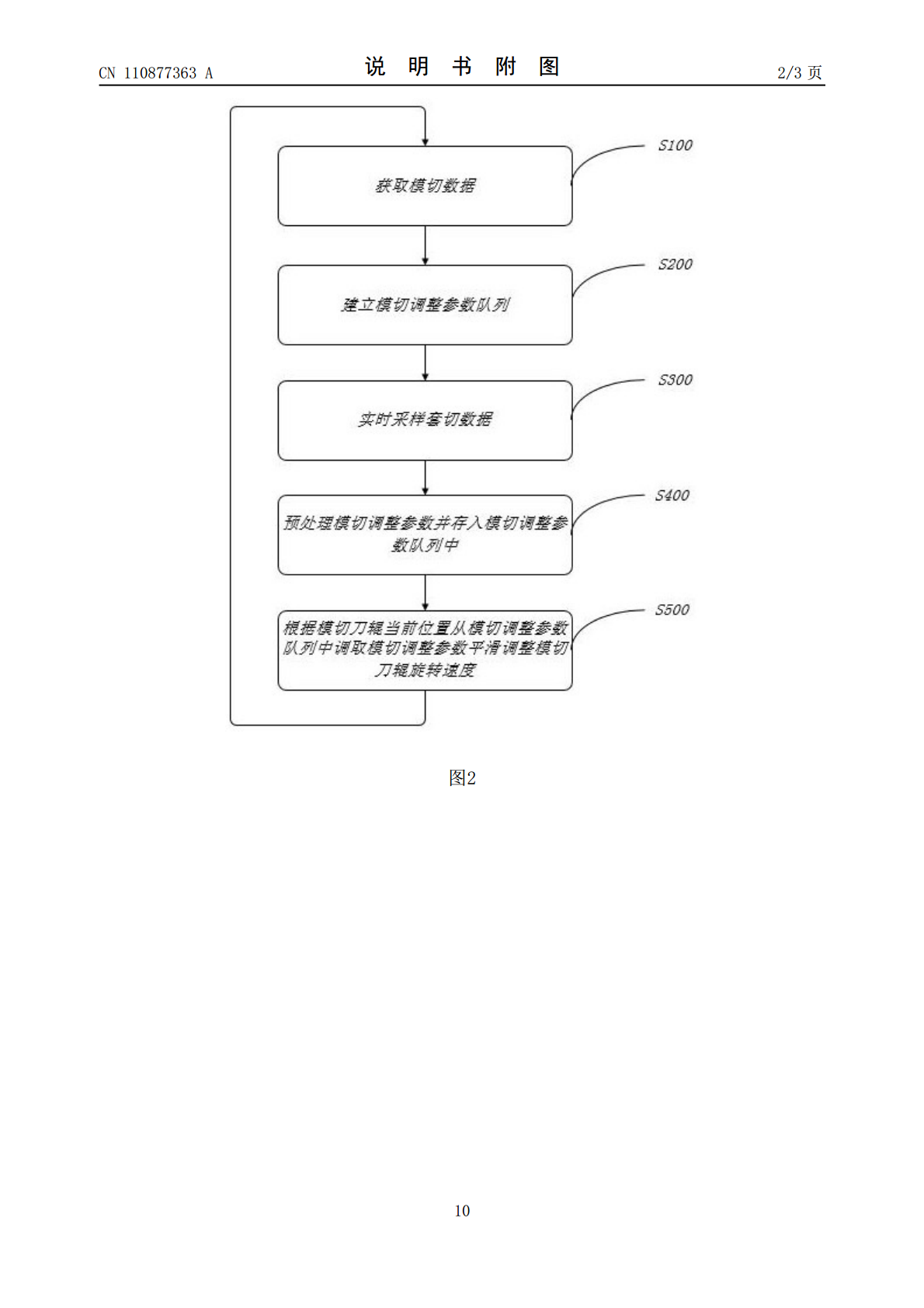
本发明提供了一种提高旋转模切机同步套切精度的方法,包括:步骤S100:获取模切标准数据;步骤S200:建立模切调整参数队列缓冲区;步骤S300:实时采集套切数据;步骤S400:预处理模切调整参数并存入模切调整参数队列中;步骤S500:根据模切刀棍当前位置从模切调整参数队列中调取模切调整参数平滑调整模切刀辊旋转角度。本发明能够消除模切刀辊上的产品轮廓刀刃加工误差给套切误差带来的影响,同时消除一次性改变角度造成的产品轮廓瞬间畸变,降低了套切误差,提高套切精度,本发明设计的方法为前馈式调整方法,具有预见性,提高

一种提高模切机套切精度的装置.pdf
本发明涉及圆刀模切设备,公开了一种可以提高模切机套切精度的装置,包括底板、立板、侧板、光轴、齿轮、轴承、轴承挡环、轴承座、轴承压板、轴承盖板、电机底座、联轴器、减速机和电机。所述光轴与齿轮固定连接在一起;所述立板与轴承座固定连接。刀具和胶辊固定在立板的矩形凹槽内,其上的齿轮与该装置的齿轮啮合,从而实现刀具、胶辊与光辊的同步转动。本装置最多可以安装7把刀具,同时可以安装小型负压辊、剥离刀或CCD系统等。本装置减少了刀座数量,且仅需一个伺服电机驱动,即可实现多把刀具同步套切,该装置的同步性能好,从而提高了模切
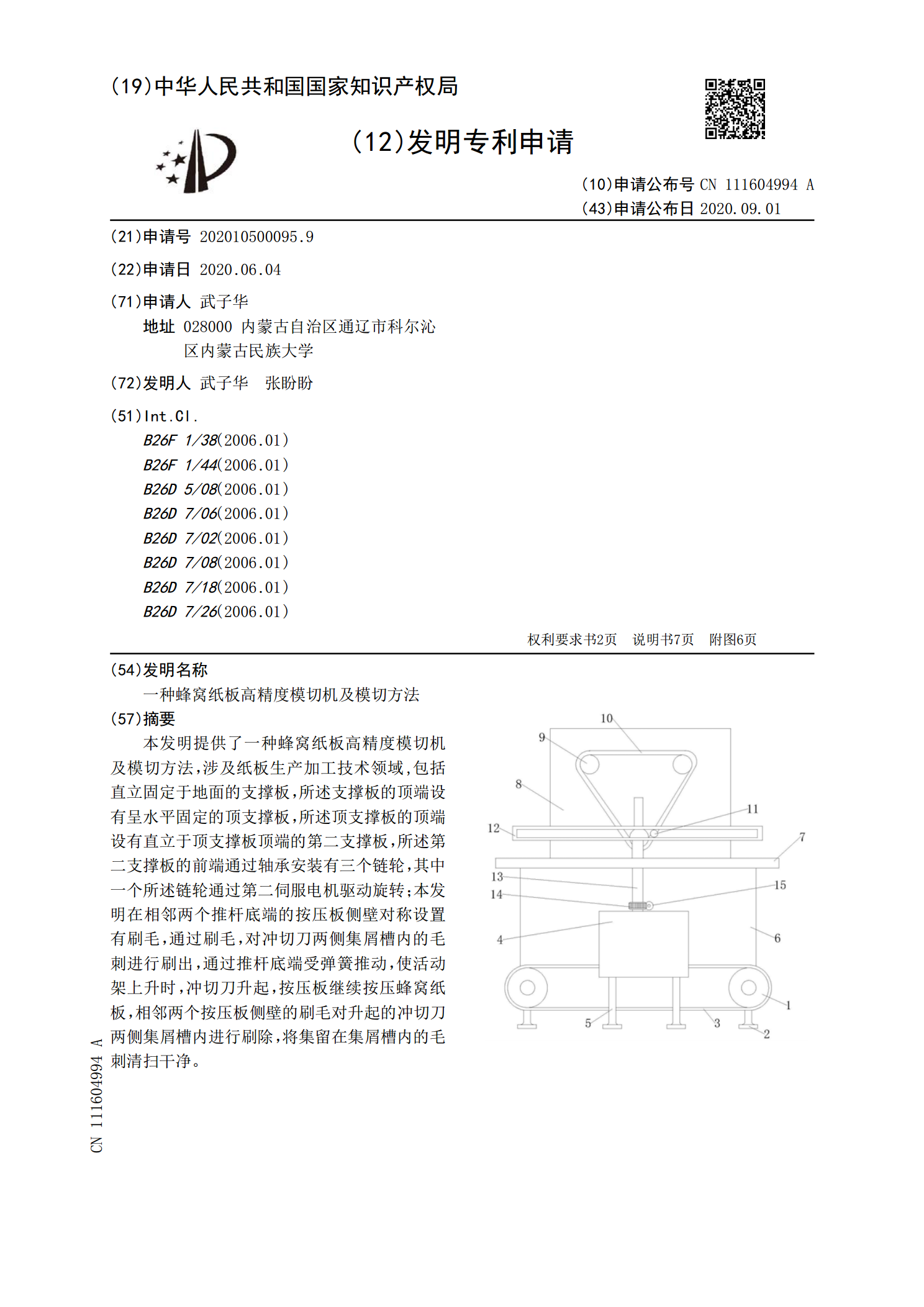
一种蜂窝纸板高精度模切机及模切方法.pdf
本发明提供了一种蜂窝纸板高精度模切机及模切方法,涉及纸板生产加工技术领域,包括直立固定于地面的支撑板,所述支撑板的顶端设有呈水平固定的顶支撑板,所述顶支撑板的顶端设有直立于顶支撑板顶端的第二支撑板,所述第二支撑板的前端通过轴承安装有三个链轮,其中一个所述链轮通过第二伺服电机驱动旋转;本发明在相邻两个推杆底端的按压板侧壁对称设置有刷毛,通过刷毛,对冲切刀两侧集屑槽内的毛刺进行刷出,通过推杆底端受弹簧推动,使活动架上升时,冲切刀升起,按压板继续按压蜂窝纸板,相邻两个按压板侧壁的刷毛对升起的冲切刀两侧集屑槽内进

提高活顶针旋转精度的一种方法.docx
提高活顶针旋转精度的一种方法提高活顶针旋转精度的一种方法:应用传感器技术的研究与分析摘要:在许多工业应用中,活顶针的旋转精度对于实现高质量的加工任务至关重要。本论文对活顶针旋转精度进行研究,并提出了一种应用传感器技术来提高旋转精度的方法。通过分析活顶针在旋转过程中可能面临的问题,我们可以设计合适的传感器系统来监测和控制旋转过程中的各种参数变化。通过实验验证,我们证明了传感器技术可以显著提高活顶针的旋转精度,并减少加工误差。本论文的研究对于提高活顶针应用于各种精密加工任务的效果具有重要意义。引言:活顶针是一

一种模切机及其模切方法.pdf
本发明公开了一种模切机及其模切方法,属于产品包装技术领域。模切机包括模切模板和模切刀,模切模板均匀分布有若干凹槽,模切刀包括模切刀片,其中模切刀片位于凹槽内;模切机的模切方法如下:启动送料输送带电机、真空吸盘电机、接料输送带电机和模切电机,模切前的产品组传送到导向装置处,接料压轴上的接料压轮压在模切前的产品组的两侧,接料压轴转动带动接料压轮转动,接料压轮带动模切前的产品组前向移动到模切模板上,模切电机转动,模切电机的输出轴带动模切电机皮带轮转动,模切刀轮转动,模切刀轴转动,模切刀片带动模切前的产品组在凹槽