
一种管道聚乙烯接头成型设备.pdf

宜然****找我

1/8
2/8
3/8

4/8

5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种管道聚乙烯接头成型设备.pdf
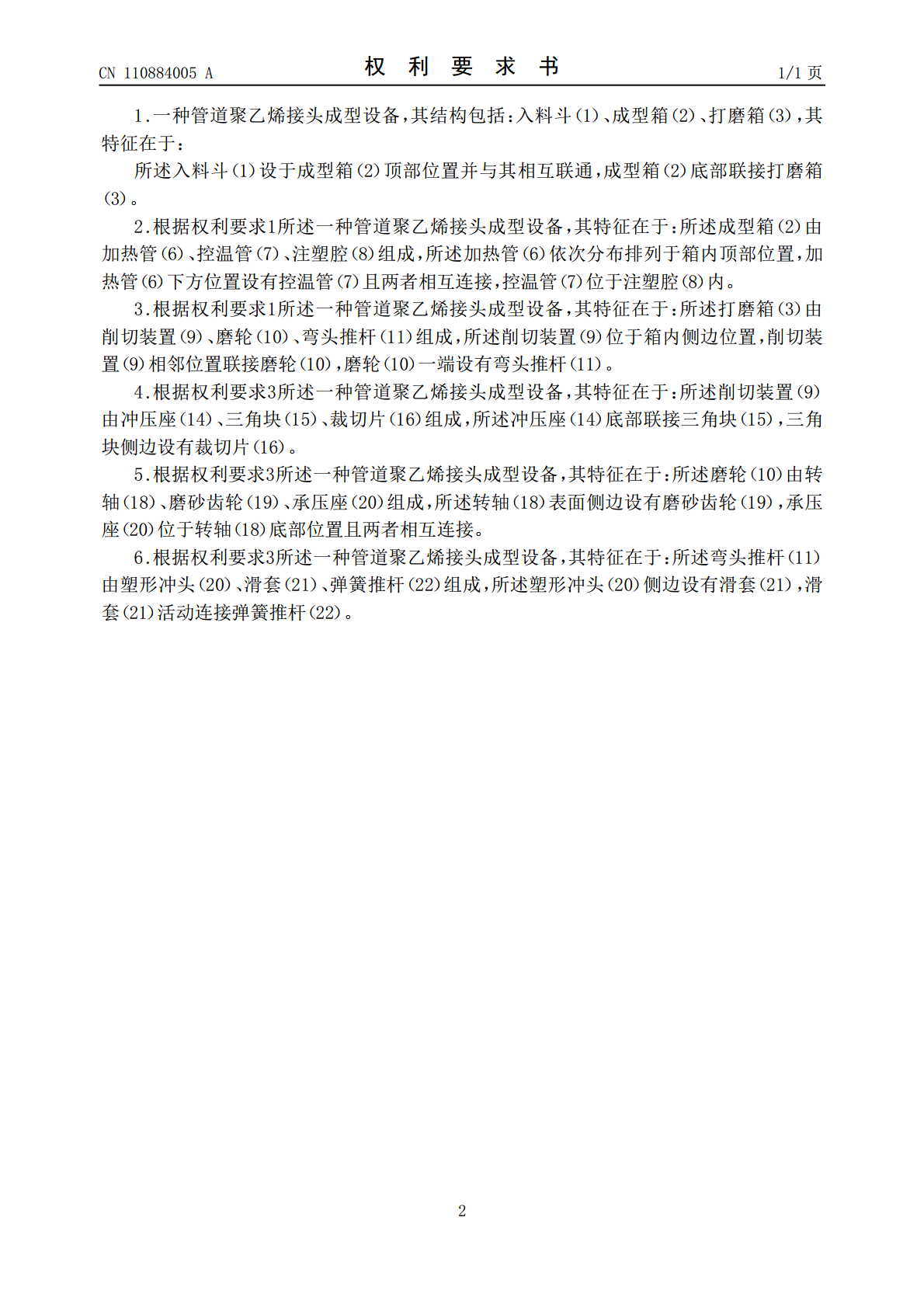
本发明公开了一种管道聚乙烯接头成型设备,其结构包括:入料斗、成型箱、打磨箱,所述入料斗设于成型箱顶部位置并与其相互联通,本发明的有益效果:通过在结构上设有打磨箱来解决这个问题,打磨箱用于打磨加工生产完成的接头,通过用于打磨加工生产完成的接头够将突起的多余管道衔接线条进行削除,使其形成一个相对较为平直的端面,其次利用磨轮在与管道接触的瞬间能够基于旋转动力将两者间的摩擦力放大,从而将管道表面的毛刺进行打磨并消除,解决管道接头在生产过程中所出现的线条溢出与毛刺问题。

管道接头成型装置.pdf
本发明公开了一种管道接头成型装置,一种管道接头成型装置,包括具有工作台面的支撑座;设置在支撑座上的活动杆,活动杆由所述工作台面位置伸出,并能够在压力单元作用下向支撑座内部滑动;固套在活动杆上的橡胶套,该橡胶套内侧端面与工作台面之间设有止动环;以及同轴套设在活动杆及橡胶套外侧的活动套,活动套与橡胶套之间预留有供金属管伸入的间隙,活动套与工作台面抵接,其内壁上设有接头容纳凹腔。本发明能够在作业现场进行管道接头的制作,具有结构简单,安装及操作方便,制作快速,可靠性好等优点。
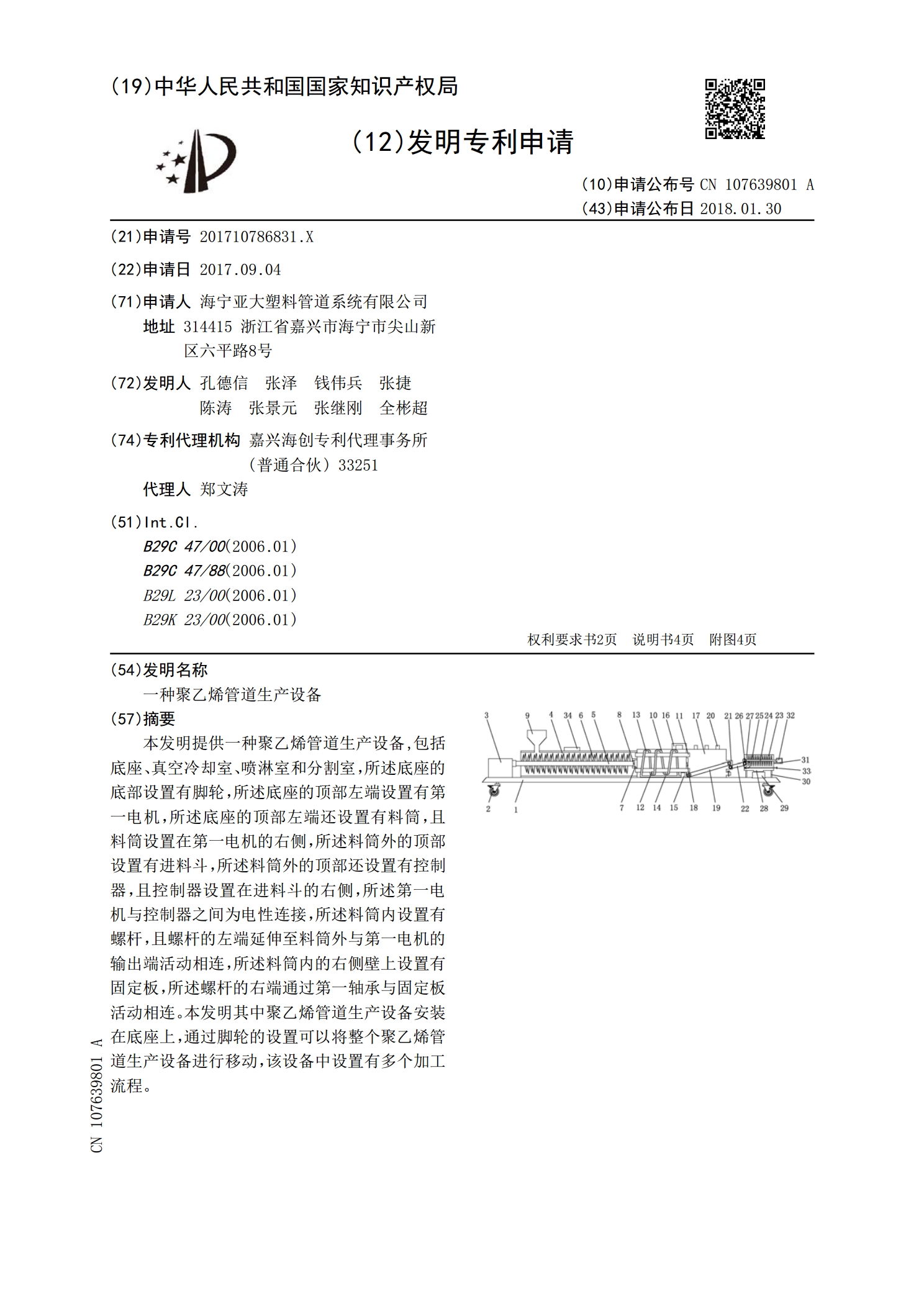
一种聚乙烯管道生产设备.pdf
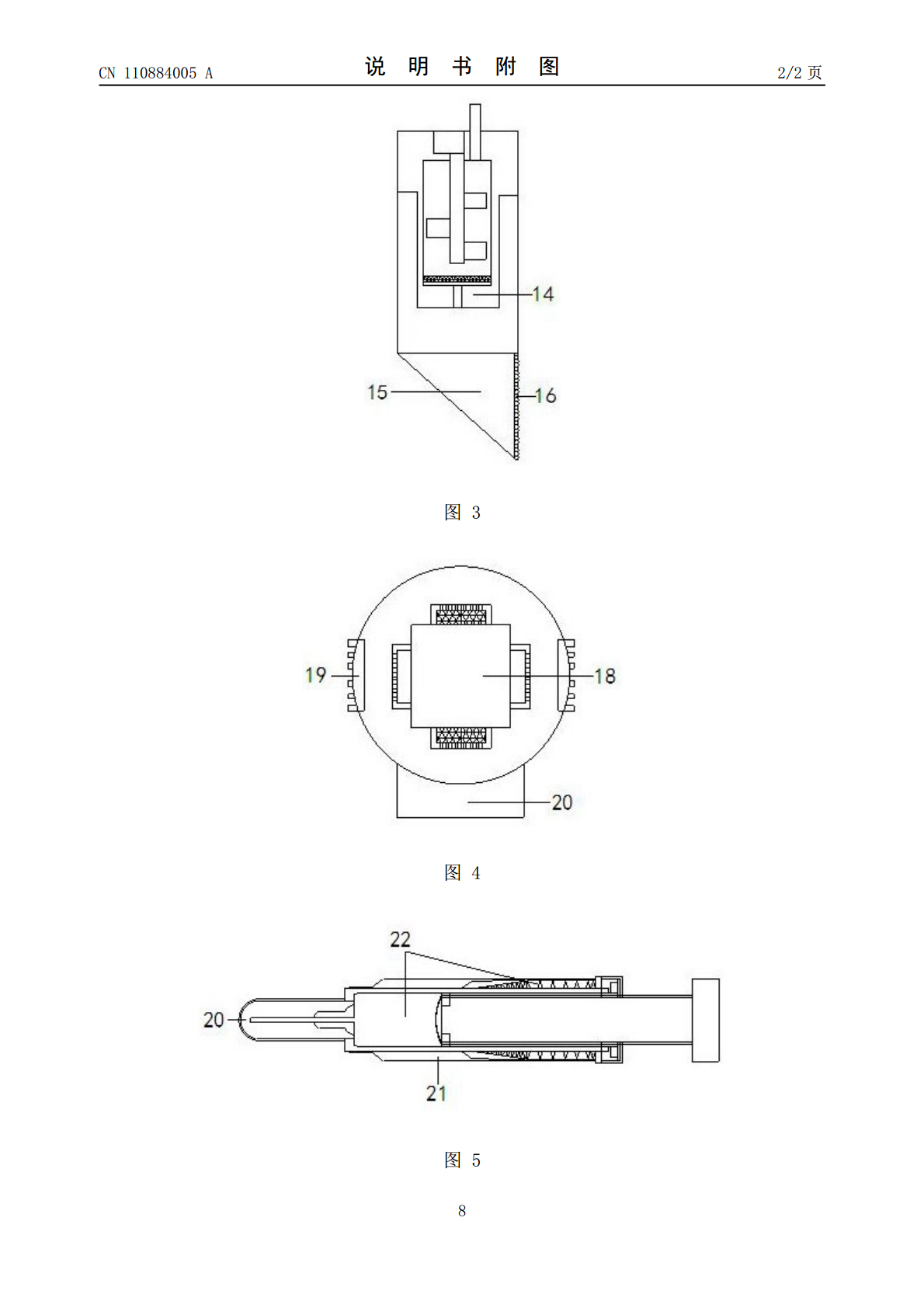
本发明提供一种聚乙烯管道生产设备,包括底座、真空冷却室、喷淋室和分割室,所述底座的底部设置有脚轮,所述底座的顶部左端设置有第一电机,所述底座的顶部左端还设置有料筒,且料筒设置在第一电机的右侧,所述料筒外的顶部设置有进料斗,所述料筒外的顶部还设置有控制器,且控制器设置在进料斗的右侧,所述第一电机与控制器之间为电性连接,所述料筒内设置有螺杆,且螺杆的左端延伸至料筒外与第一电机的输出端活动相连,所述料筒内的右侧壁上设置有固定板,所述螺杆的右端通过第一轴承与固定板活动相连。本发明其中聚乙烯管道生产设备安装在底座上

聚乙烯管道热熔接头超声检测技术研究及设备研制.docx
聚乙烯管道热熔接头超声检测技术研究及设备研制摘要聚乙烯管道作为一种广泛应用于城市给水、燃气、污水处理等领域的管道,其连接方式对于管道系统的安全运行起着至关重要的作用。其中,热熔技术是一种高效、简单、可靠的管道连接方式,在聚乙烯管道工程中得到了广泛应用。但是,管道接头质量的可靠性和稳定性直接影响了管道工程的安全性和使用寿命。在目前的聚乙烯管道热熔接头检测方法中,超声检测技术因具有高精度、无损检测、检测速度快等优点而备受关注。本文针对聚乙烯管道热熔接头的超声检测技术进行了详细的探讨和分析,分别从超声检测技术的

聚乙烯管道热熔接头刀伤检测与安全分析.docx
聚乙烯管道热熔接头刀伤检测与安全分析随着现代化建筑和交通基础设施的快速发展,聚乙烯管道在市政工程和工业领域中得到了广泛应用。然而,聚乙烯管道的连接技术也面临着一些挑战,其中热熔接头是最常用的连接方法之一。在使用聚乙烯管道进行安装和维护时,操作人员应特别注意刀伤等安全风险,并采用必要的措施来保护自己。本文将深入探讨聚乙烯管道热熔接头刀伤检测与安全分析。一、聚乙烯管道热熔接头的常见问题聚乙烯管道的热熔接头是将两段管道加热至熔化状态,再通过压力使其连接在一起的方法。此过程需要高温设备,并且有一定的危险性。刀伤是