
数控旋分刮齿机.pdf

听容****55

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
数控旋分刮齿机.pdf
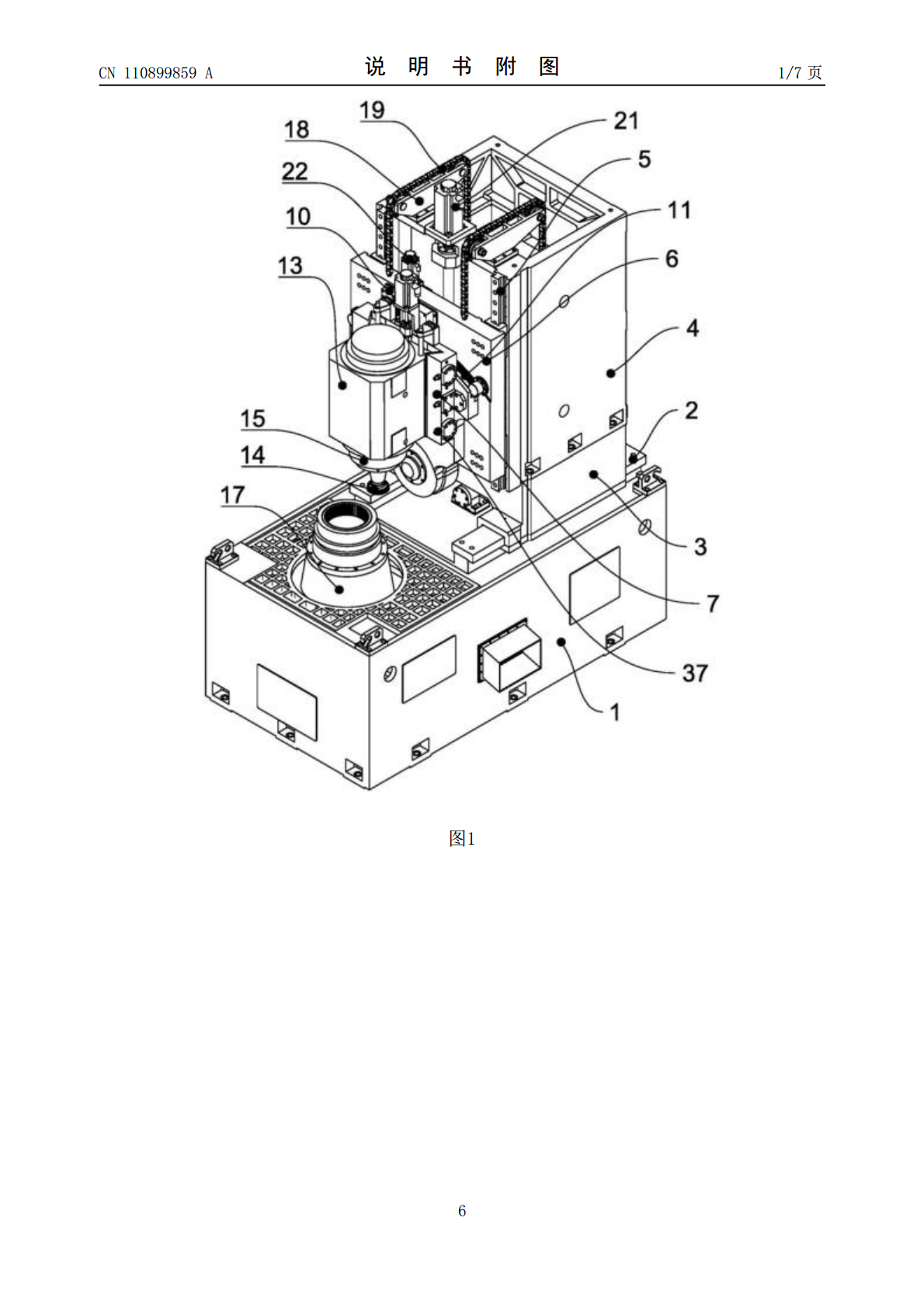
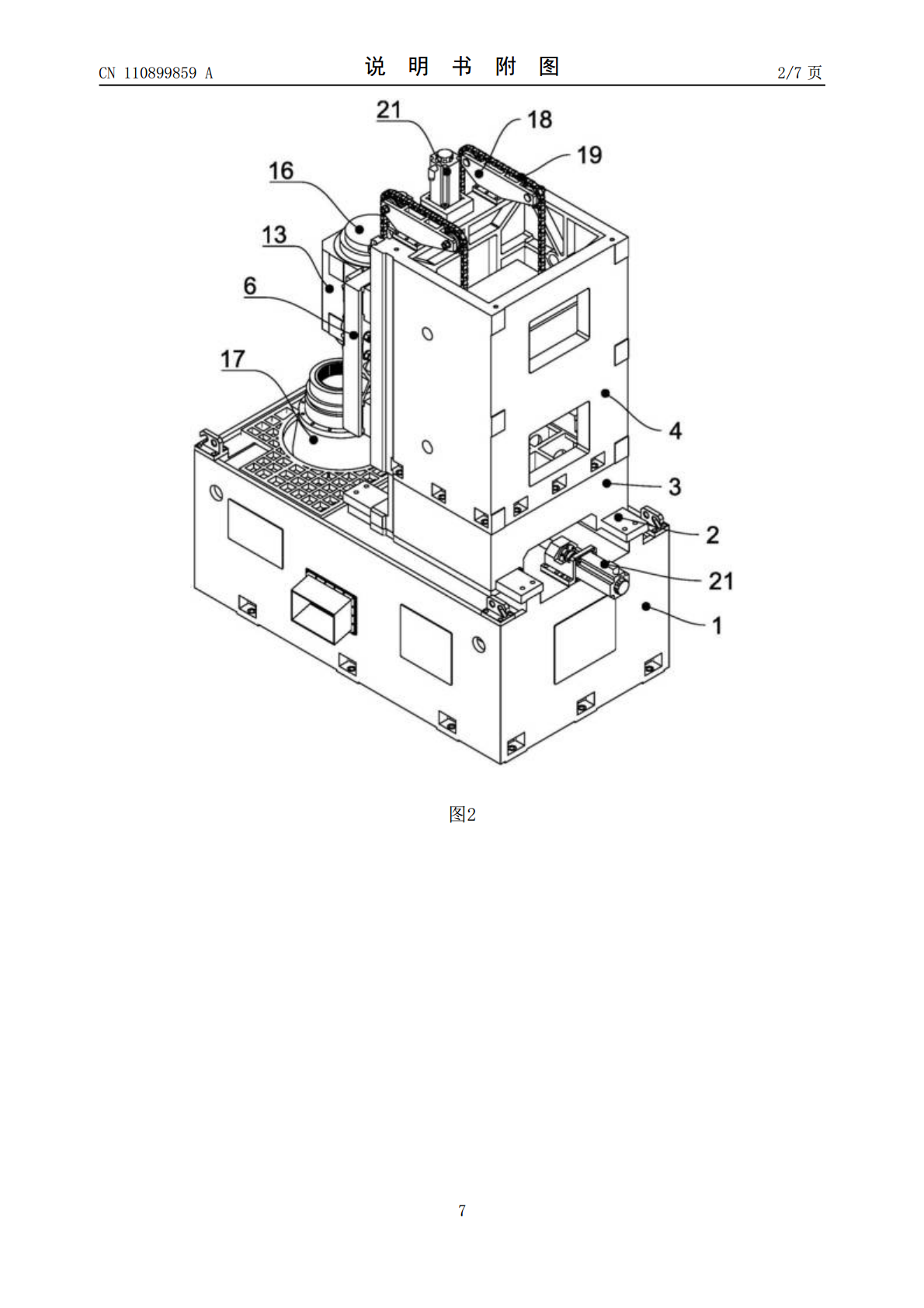
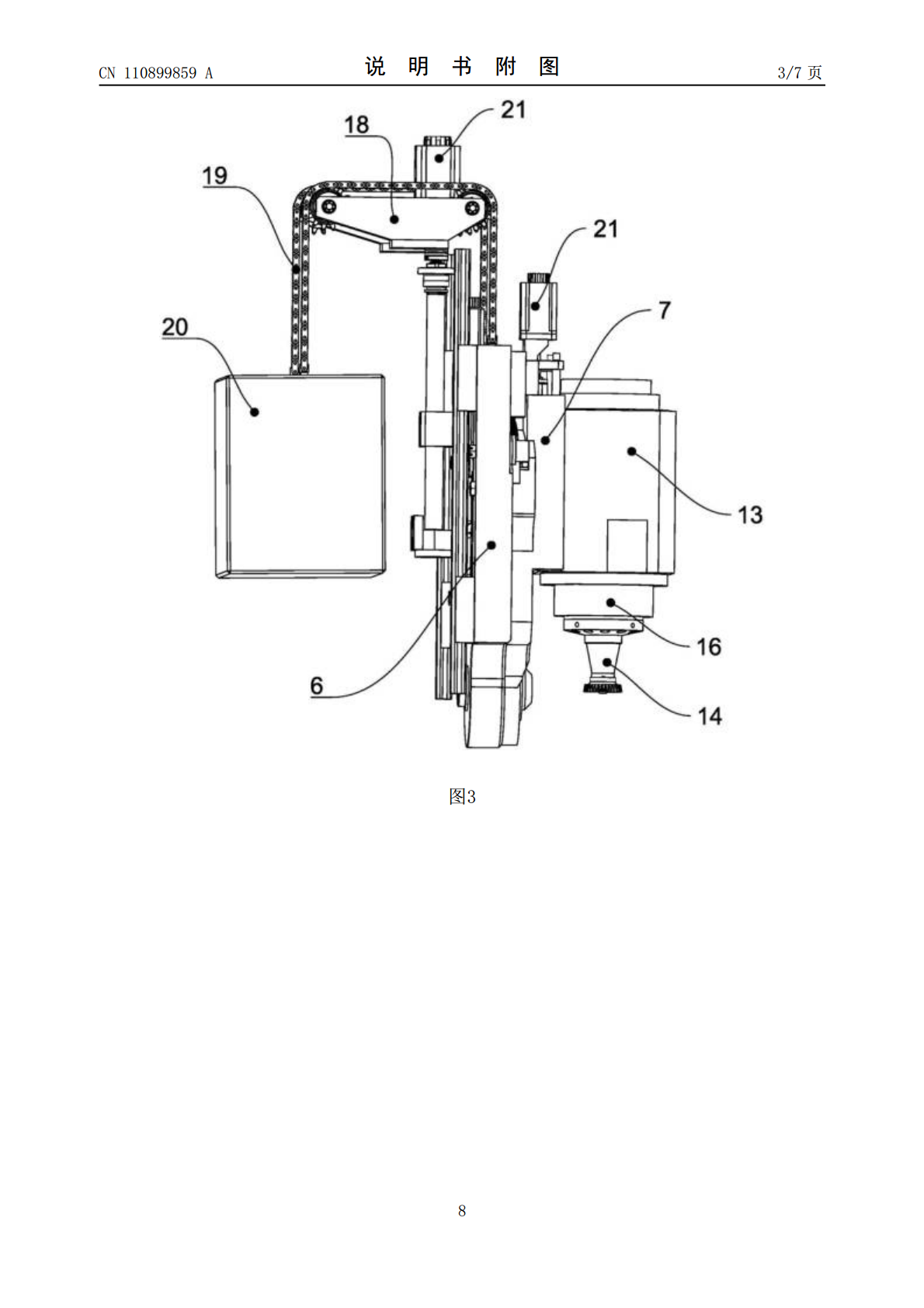
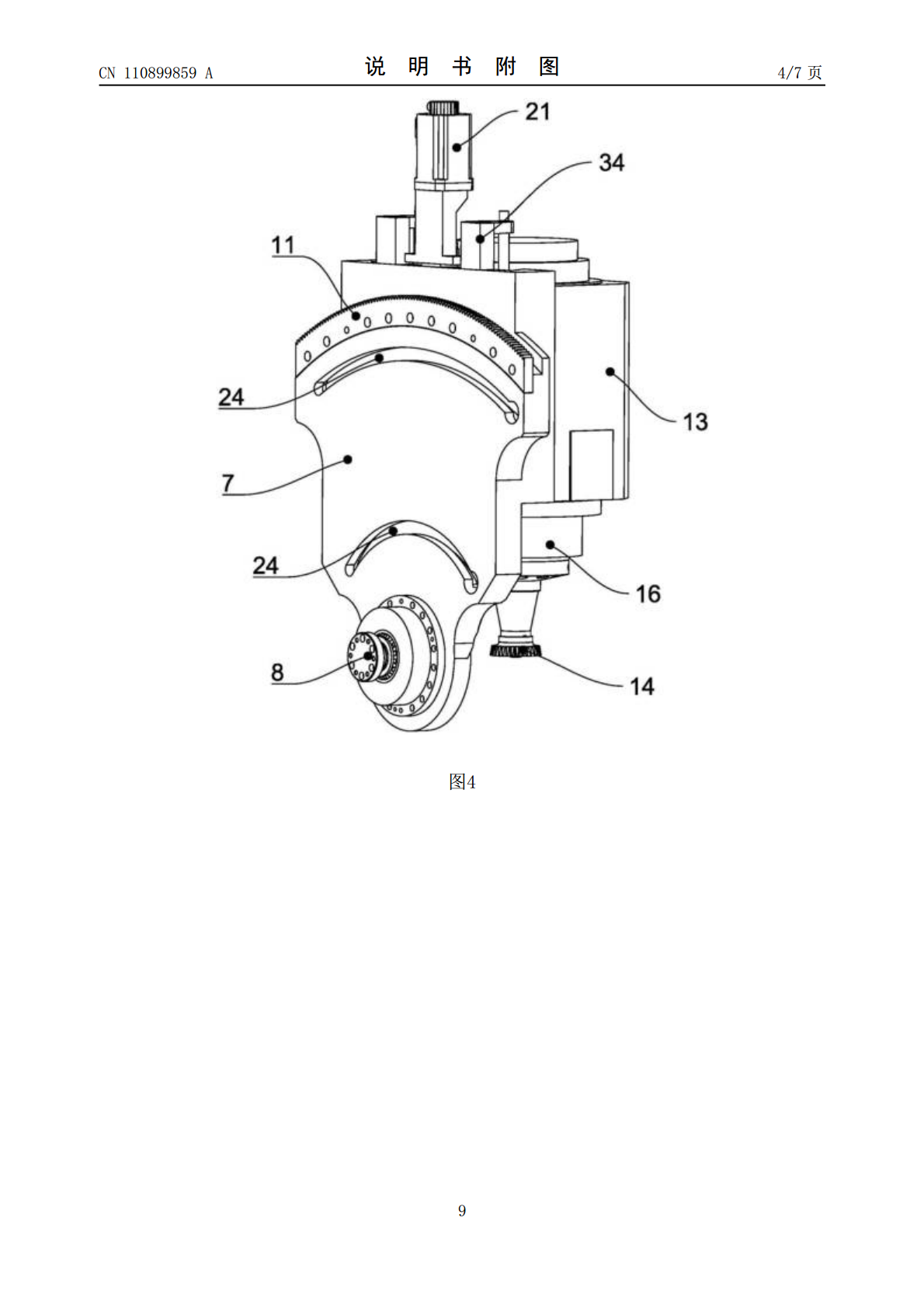
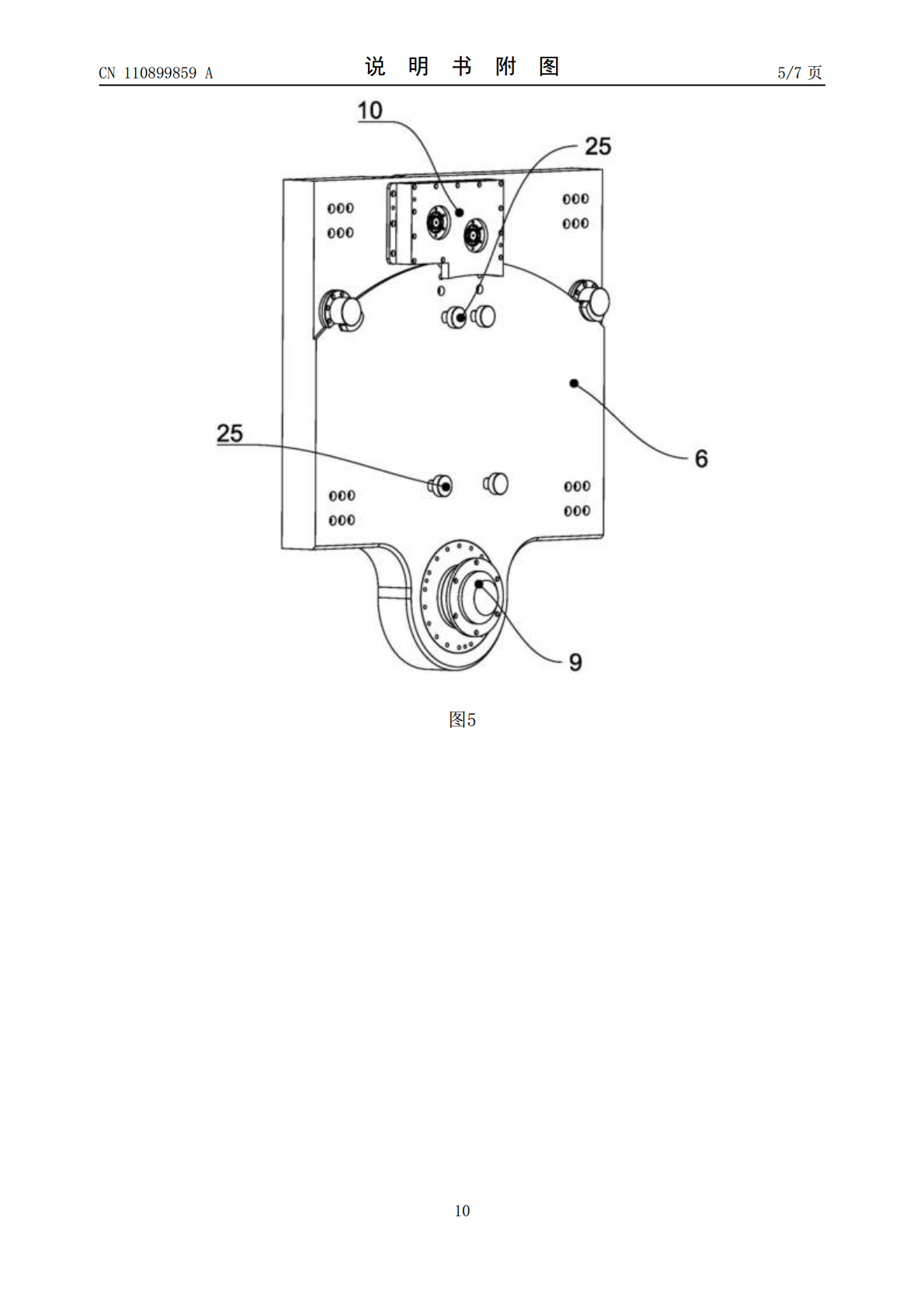
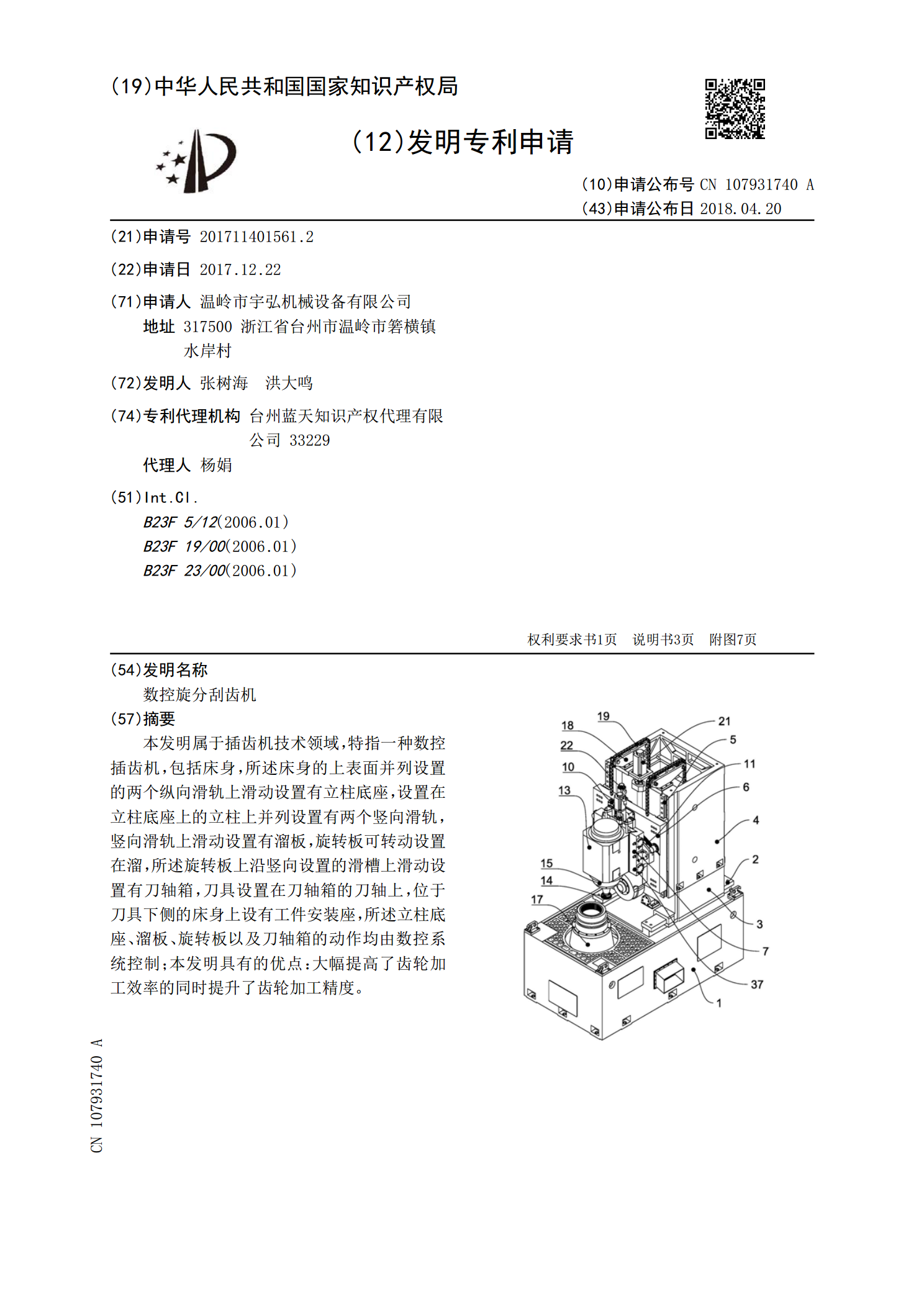
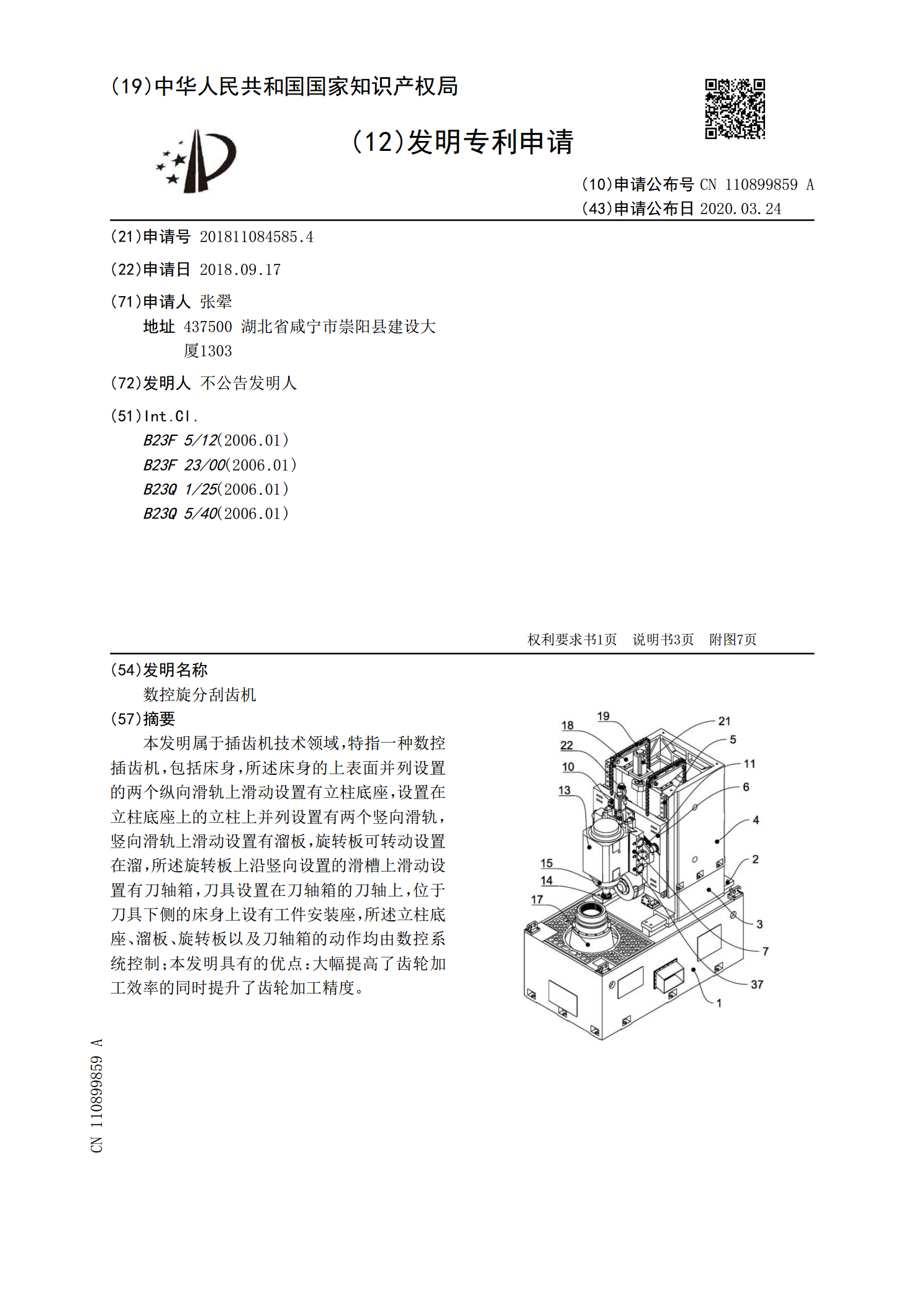
本发明属于插齿机技术领域,特指一种数控插齿机,包括床身,所述床身的上表面并列设置的两个纵向滑轨上滑动设置有立柱底座,设置在立柱底座上的立柱上并列设置有两个竖向滑轨,竖向滑轨上滑动设置有溜板,旋转板可转动设置在溜,所述旋转板上沿竖向设置的滑槽上滑动设置有刀轴箱,刀具设置在刀轴箱的刀轴上,位于刀具下侧的床身上设有工件安装座,所述立柱底座、溜板、旋转板以及刀轴箱的动作均由数控系统控制;本发明具有的优点:大幅提高了齿轮加工效率的同时提升了齿轮加工精度。
数控旋分刮齿机.pdf
本发明属于插齿机技术领域,特指一种数控插齿机,包括床身,所述床身的上表面并列设置的两个纵向滑轨上滑动设置有立柱底座,设置在立柱底座上的立柱上并列设置有两个竖向滑轨,竖向滑轨上滑动设置有溜板,旋转板可转动设置在溜,所述旋转板上沿竖向设置的滑槽上滑动设置有刀轴箱,刀具设置在刀轴箱的刀轴上,位于刀具下侧的床身上设有工件安装座,所述立柱底座、溜板、旋转板以及刀轴箱的动作均由数控系统控制;本发明具有的优点:大幅提高了齿轮加工效率的同时提升了齿轮加工精度。
数控旋分铣棱机.pdf
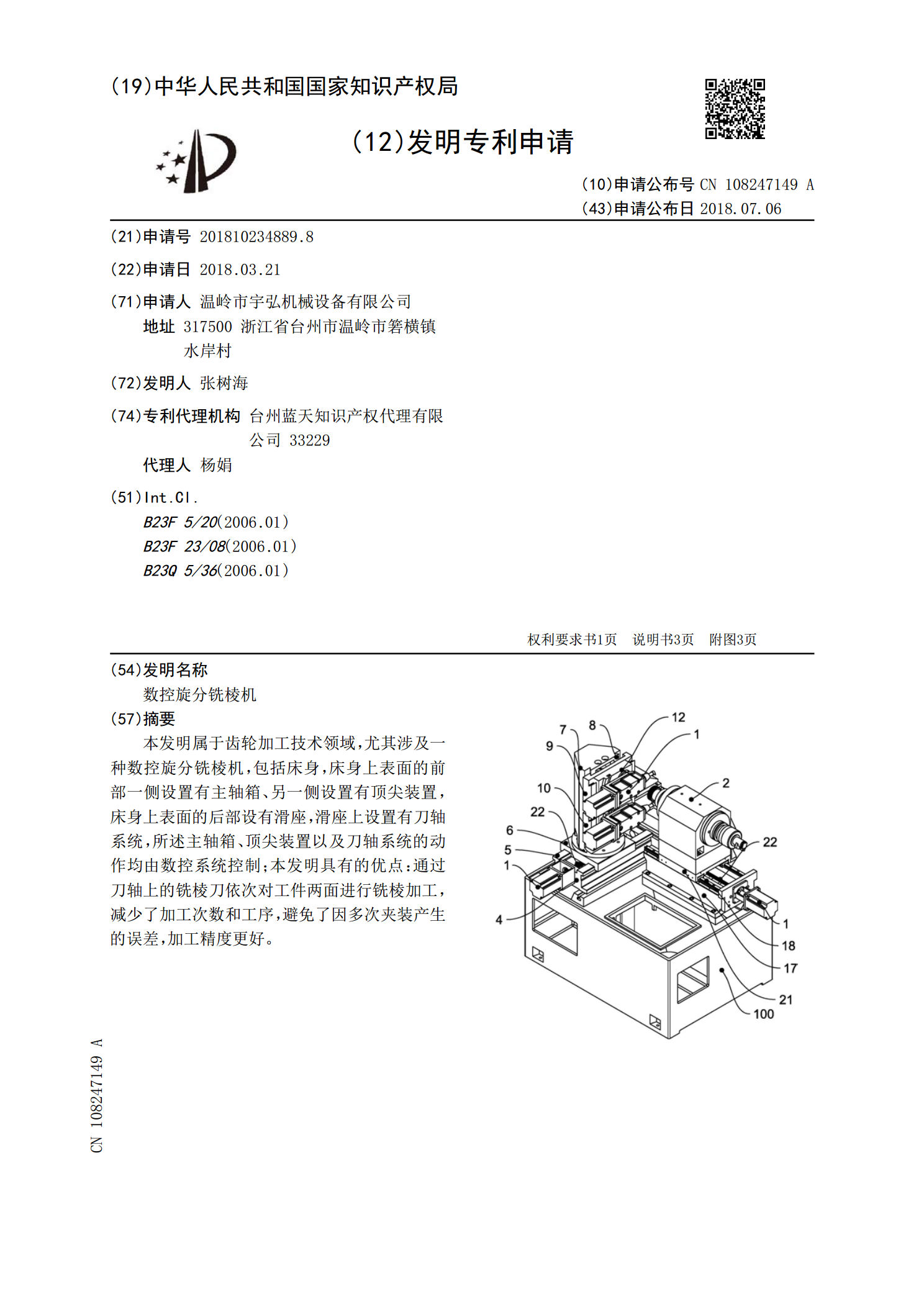
本发明属于齿轮加工技术领域,尤其涉及一种数控旋分铣棱机,包括床身,床身上表面的前部一侧设置有主轴箱、另一侧设置有顶尖装置,床身上表面的后部设有滑座,滑座上设置有刀轴系统,所述主轴箱、顶尖装置以及刀轴系统的动作均由数控系统控制;本发明具有的优点:通过刀轴上的铣棱刀依次对工件两面进行铣棱加工,减少了加工次数和工序,避免了因多次夹装产生的误差,加工精度更好。
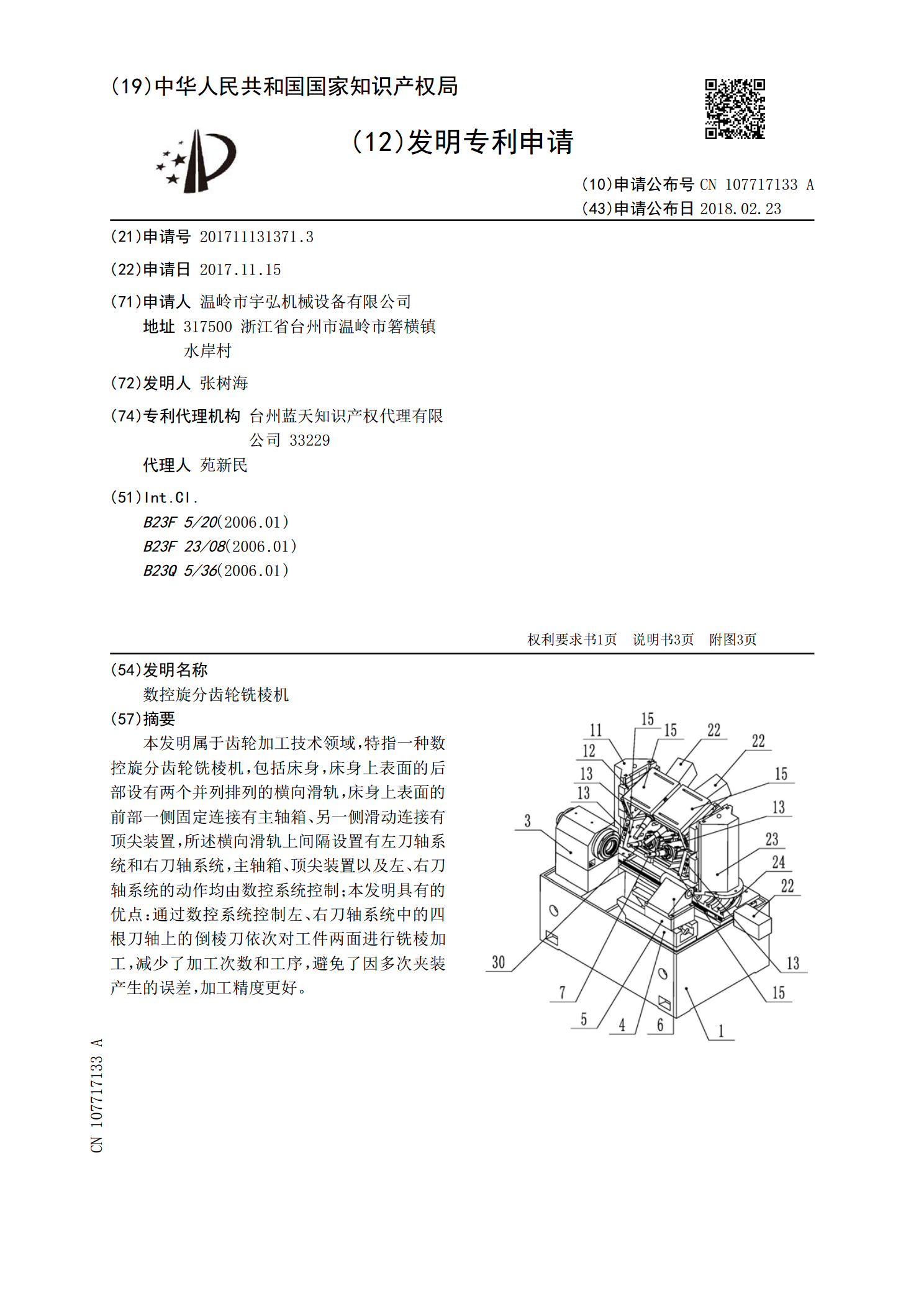
数控旋分齿轮铣棱机.pdf
本发明属于齿轮加工技术领域,特指一种数控旋分齿轮铣棱机,包括床身,床身上表面的后部设有两个并列排列的横向滑轨,床身上表面的前部一侧固定连接有主轴箱、另一侧滑动连接有顶尖装置,所述横向滑轨上间隔设置有左刀轴系统和右刀轴系统,主轴箱、顶尖装置以及左、右刀轴系统的动作均由数控系统控制;本发明具有的优点:通过数控系统控制左、右刀轴系统中的四根刀轴上的倒棱刀依次对工件两面进行铣棱加工,减少了加工次数和工序,避免了因多次夹装产生的误差,加工精度更好。
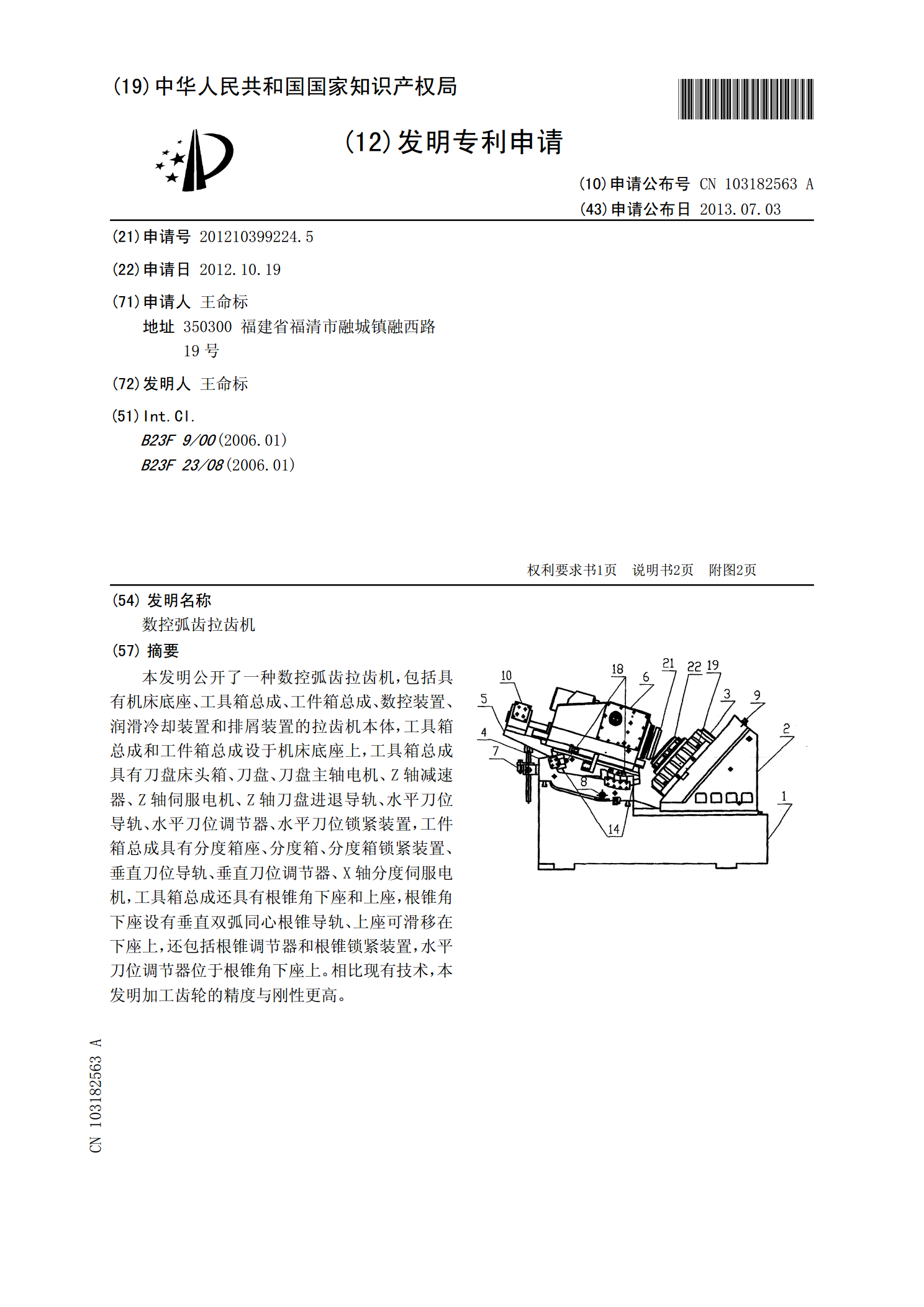
数控弧齿拉齿机.pdf
本发明公开了一种数控弧齿拉齿机,包括具有机床底座、工具箱总成、工件箱总成、数控装置、润滑冷却装置和排屑装置的拉齿机本体,工具箱总成和工件箱总成设于机床底座上,工具箱总成具有刀盘床头箱、刀盘、刀盘主轴电机、Z轴减速器、Z轴伺服电机、Z轴刀盘进退导轨、水平刀位导轨、水平刀位调节器、水平刀位锁紧装置,工件箱总成具有分度箱座、分度箱、分度箱锁紧装置、垂直刀位导轨、垂直刀位调节器、X轴分度伺服电机,工具箱总成还具有根锥角下座和上座,根锥角下座设有垂直双弧同心根锥导轨、上座可滑移在下座上,还包括根锥调节器和根锥锁紧装