
一种大型齿轮机床工作台的加工方法.pdf

努力****恨风

1/8

2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大型齿轮机床工作台的加工方法.pdf
本发明涉及一种大型齿轮机床工作台的加工方法,特征在于:工作台的加工方法包括以下步骤:S1、粗加工步骤包括:首先通过立式车床粗加工工作台的第一中心孔、第二中心孔、第三中心孔、工艺孔、顶面及底面;S2、时效处理、半精加工和部分精加工步骤包括:将工作台时效处理后,通过立式车床半精加工、精加工工作台的底面、第三中心孔、工艺孔及第一中心孔、第二中心孔、顶面、上端面至最终尺寸;S3、精加工步骤包括:采用立式车床和专用夹具,精车工作台的内圆弧、外圆弧、左端面和右端面至最终尺寸。优点是:通过采用本发明加工方法可保证工作台
一种大型齿轮机床工作台的加工方法.pdf
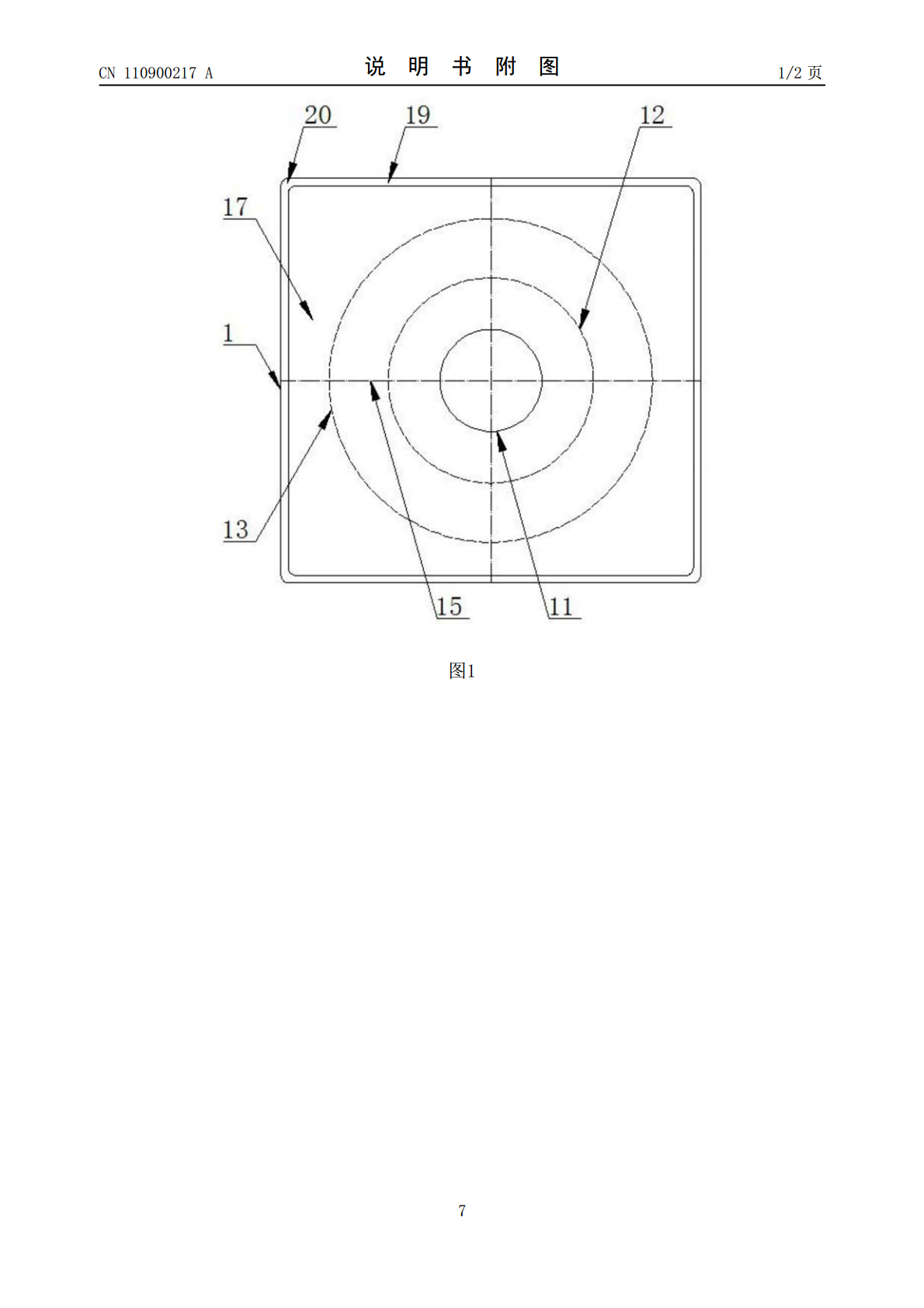
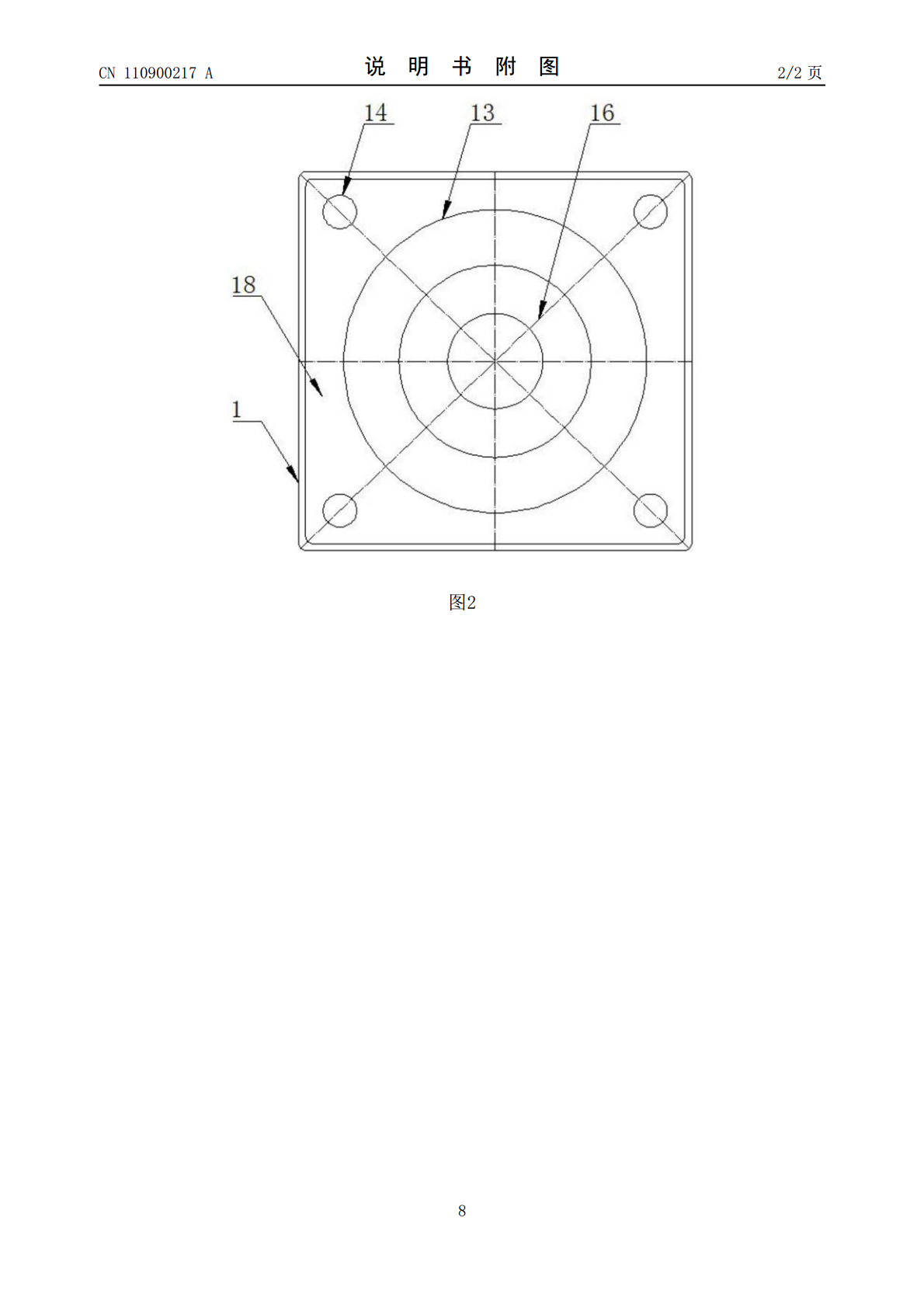
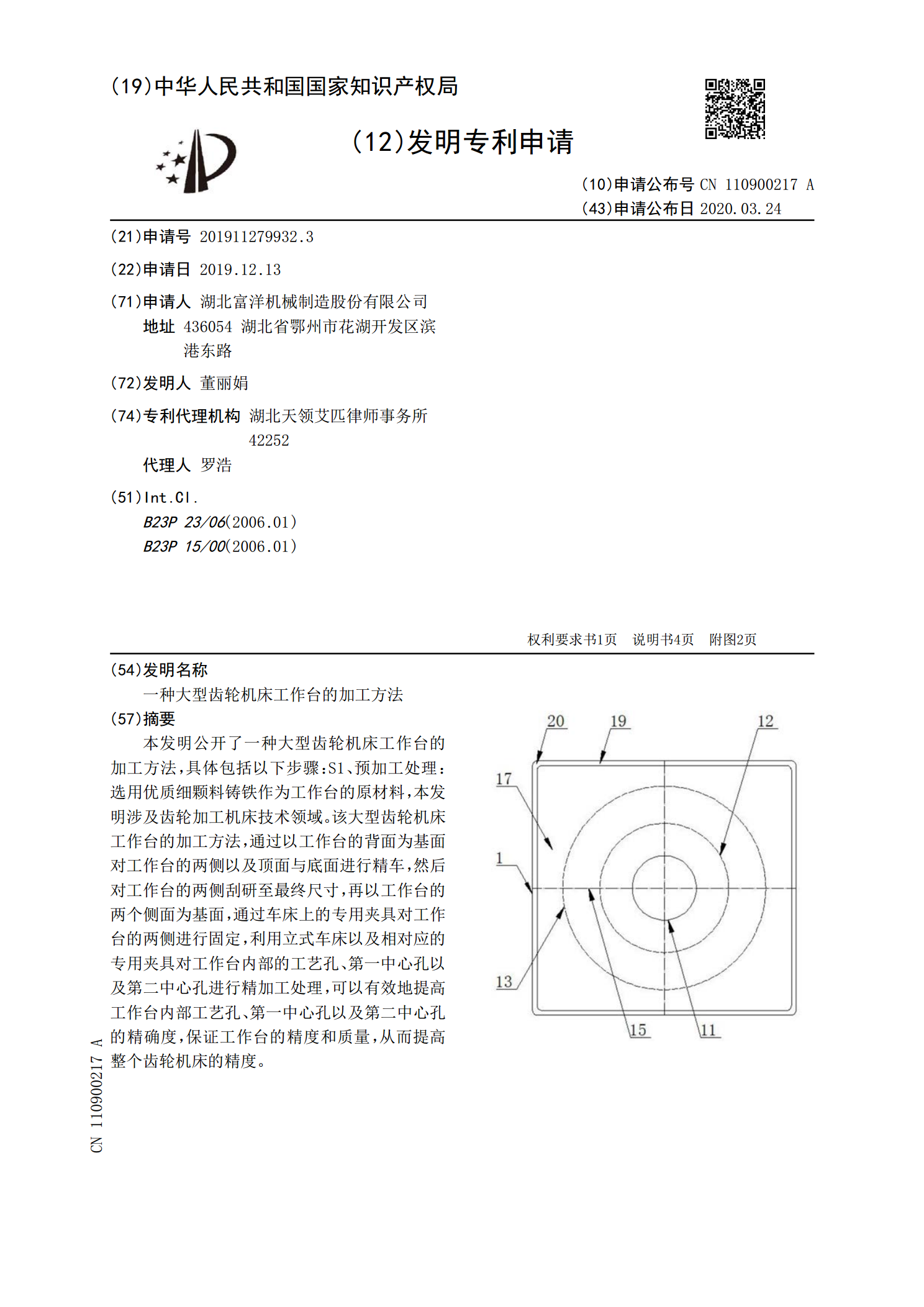
本发明公开了一种大型齿轮机床工作台的加工方法,具体包括以下步骤:S1、预加工处理:选用优质细颗料铸铁作为工作台的原材料,本发明涉及齿轮加工机床技术领域。该大型齿轮机床工作台的加工方法,通过以工作台的背面为基面对工作台的两侧以及顶面与底面进行精车,然后对工作台的两侧刮研至最终尺寸,再以工作台的两个侧面为基面,通过车床上的专用夹具对工作台的两侧进行固定,利用立式车床以及相对应的专用夹具对工作台内部的工艺孔、第一中心孔以及第二中心孔进行精加工处理,可以有效地提高工作台内部工艺孔、第一中心孔以及第二中心孔的精确度

大型数控齿轮加工机床.pdf
提供一种大型数控齿轮加工机床,具有X、Y、Z、A、C1、C2六个数控坐标轴,采用2+4布局方式。使工件具有两个自由度的运动,即沿X轴的直线运动和绕C1轴的回转运动;刀具具有四个自由度的运动,即沿Y轴、Z轴的直线运动和绕A轴、C2轴的回转运动。本发明采用6轴(X、Y、Z、A、C1、C2轴)5联动(X、Y、Z、A、C2轴联动)结构,X、Y、Z、A、C2五个数控坐标轴作插补运动,C1轴控制工件的分度运动,便可加工出全部齿面。本发明工件回转轴C1轴,只完成分度运动,不参与齿面成形的插补运动,提高了大型齿轮的加工精
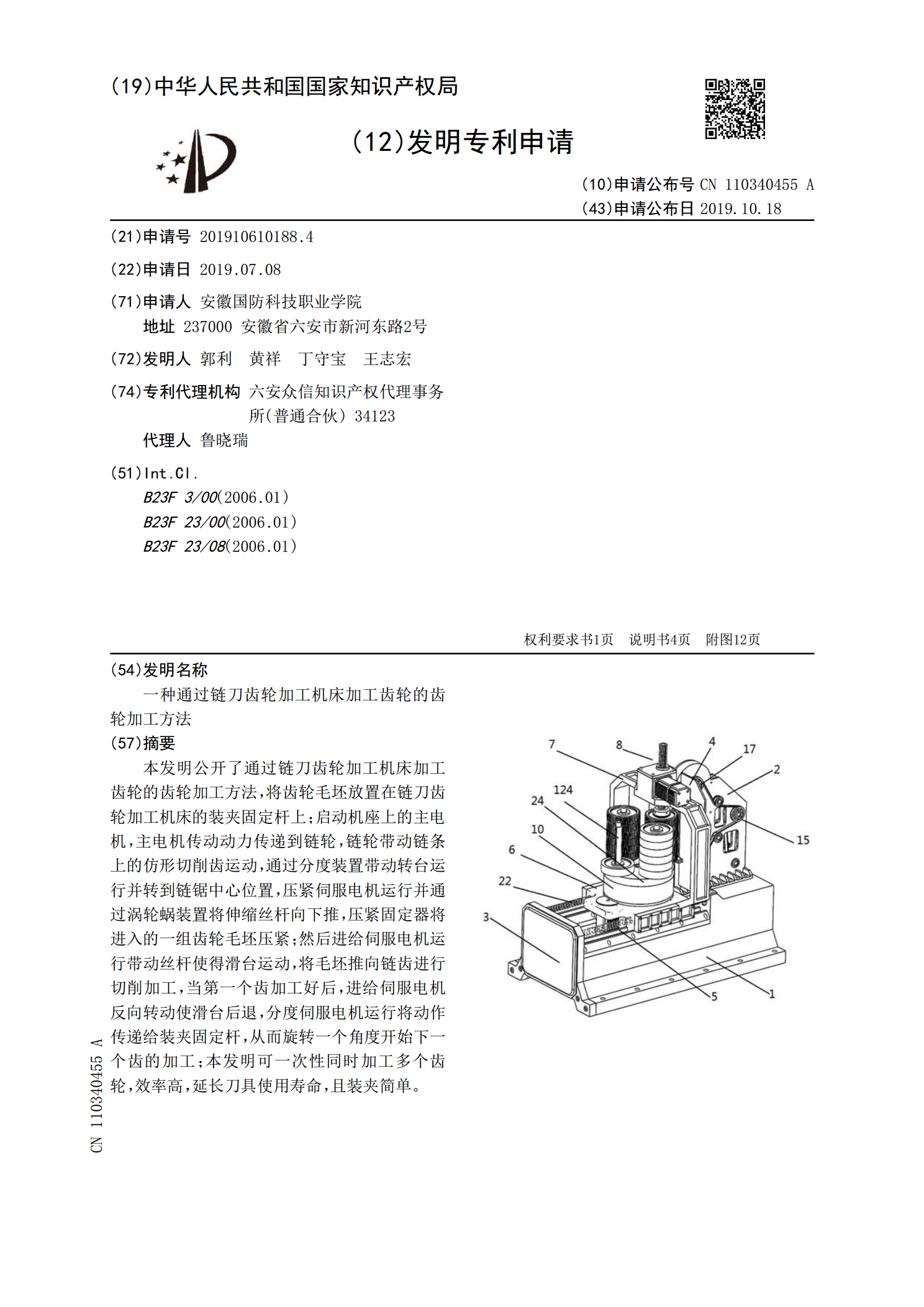
一种通过链刀齿轮加工机床加工齿轮的齿轮加工方法.pdf
本发明公开了通过链刀齿轮加工机床加工齿轮的齿轮加工方法,将齿轮毛坯放置在链刀齿轮加工机床的装夹固定杆上;启动机座上的主电机,主电机传动动力传递到链轮,链轮带动链条上的仿形切削齿运动,通过分度装置带动转台运行并转到链锯中心位置,压紧伺服电机运行并通过涡轮蜗装置将伸缩丝杆向下推,压紧固定器将进入的一组齿轮毛坯压紧;然后进给伺服电机运行带动丝杆使得滑台运动,将毛坯推向链齿进行切削加工,当第一个齿加工好后,进给伺服电机反向转动使滑台后退,分度伺服电机运行将动作传递给装夹固定杆,从而旋转一个角度开始下一个齿的加工;
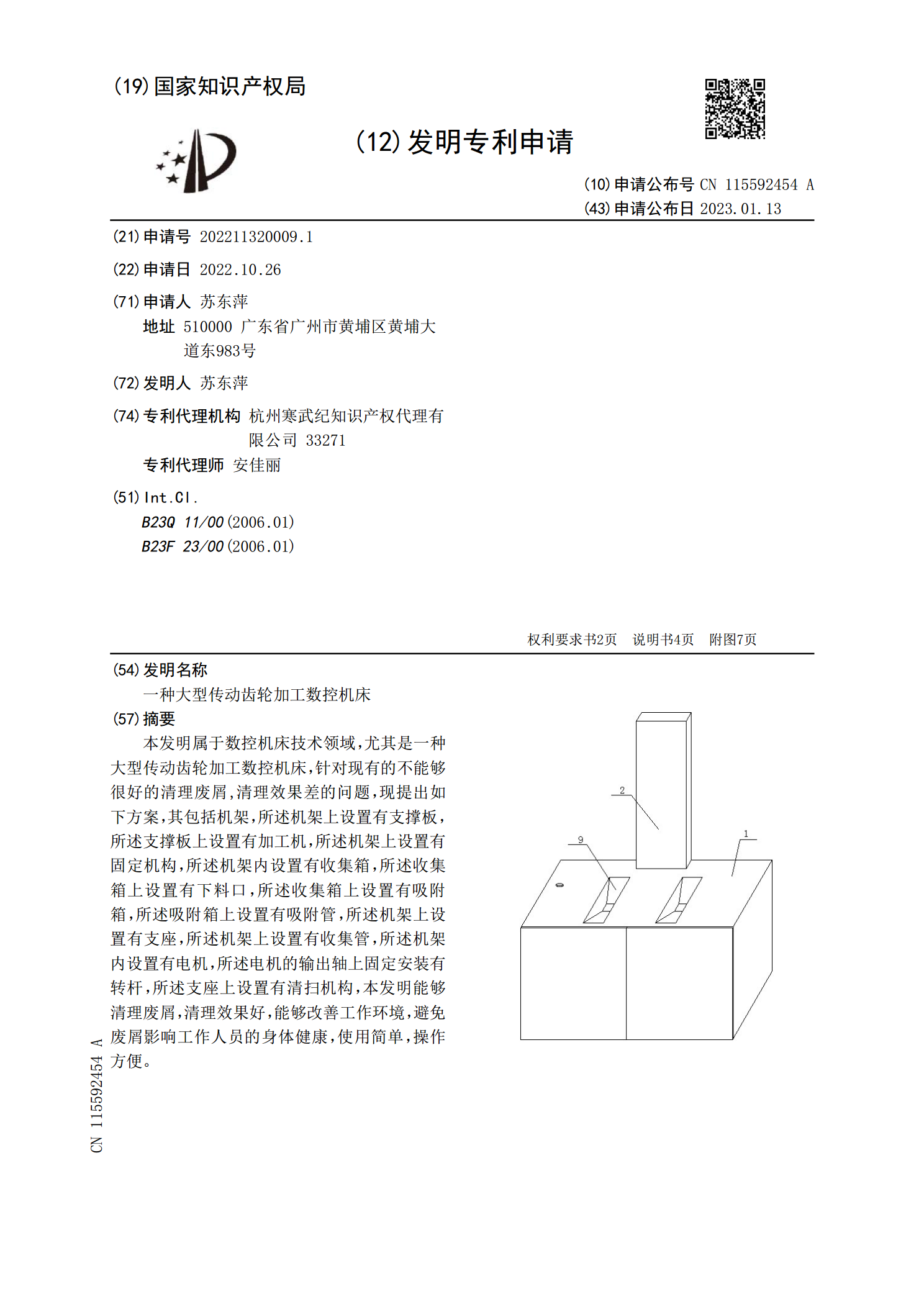
一种大型传动齿轮加工数控机床.pdf
本发明属于数控机床技术领域,尤其是一种大型传动齿轮加工数控机床,针对现有的不能够很好的清理废屑,清理效果差的问题,现提出如下方案,其包括机架,所述机架上设置有支撑板,所述支撑板上设置有加工机,所述机架上设置有固定机构,所述机架内设置有收集箱,所述收集箱上设置有下料口,所述收集箱上设置有吸附箱,所述吸附箱上设置有吸附管,所述机架上设置有支座,所述机架上设置有收集管,所述机架内设置有电机,所述电机的输出轴上固定安装有转杆,所述支座上设置有清扫机构,本发明能够清理废屑,清理效果好,能够改善工作环境,避免废屑影响