
轻质珩磨工具和珩磨条.pdf

Jo****31


1/10

2/10
3/10

4/10

5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
轻质珩磨工具和珩磨条.pdf
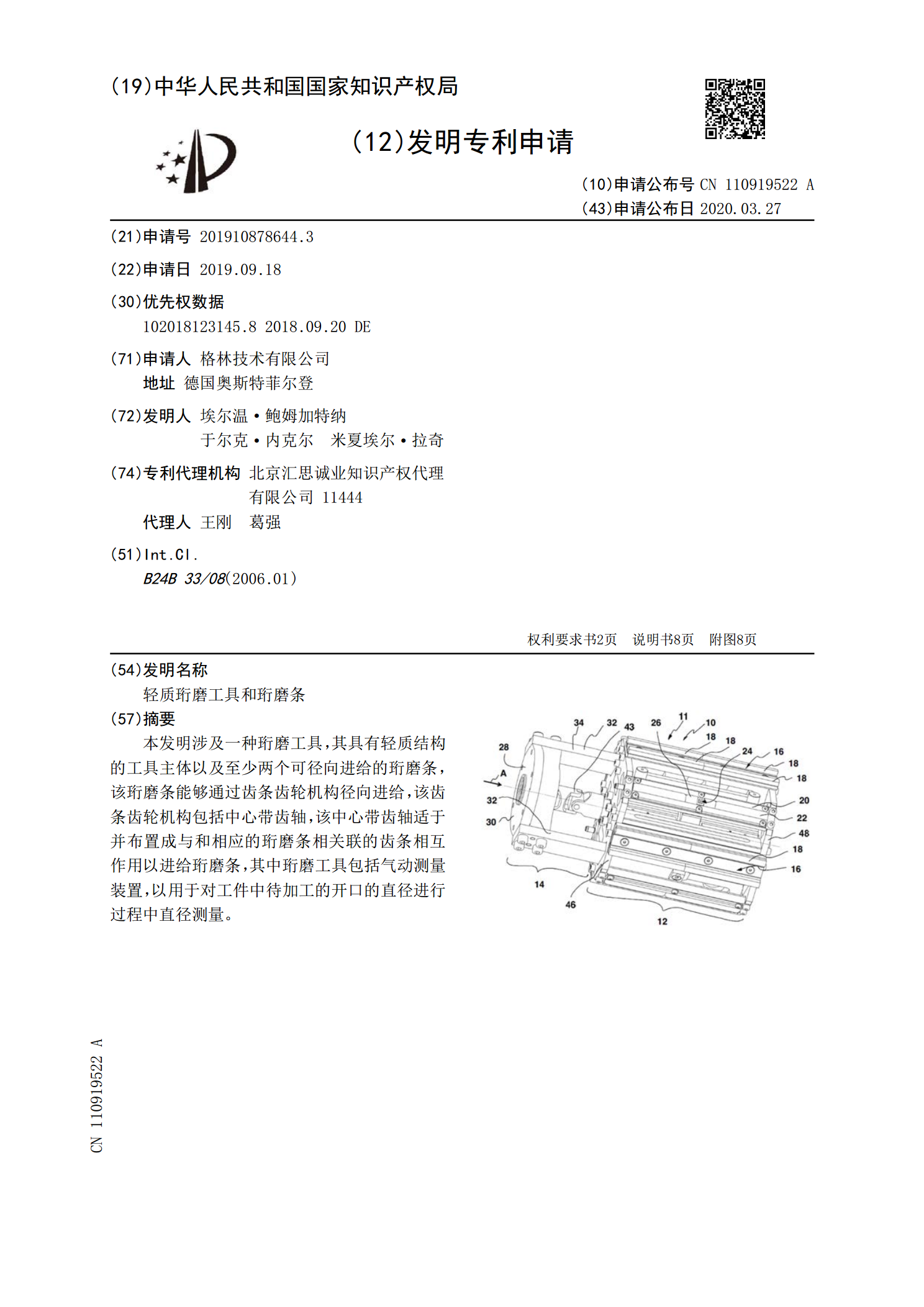
本发明涉及一种珩磨工具,其具有轻质结构的工具主体以及至少两个可径向进给的珩磨条,该珩磨条能够通过齿条齿轮机构径向进给,该齿条齿轮机构包括中心带齿轴,该中心带齿轴适于并布置成与和相应的珩磨条相关联的齿条相互作用以进给珩磨条,其中珩磨工具包括气动测量装置,以用于对工件中待加工的开口的直径进行过程中直径测量。

珩磨机和珩磨机的应用.pdf
一种珩磨机(10),尤其切入式珩磨机,用于珩磨柱面、球面、锥面和/或圆锥面,尤其滚动轴承的部件,所述珩磨机设置有:加工刀具(16),其用于在相对于工件(14)的第一加工位处对工件(14)进行切削加工;和涡流检测探针(28),其用于在相对于工件(14)的第二加工位处对工件(14)进行裂纹检测和/或磨削烧伤检测,所述第二加工位尤其沿周向方向相对于第一加工位错开。通过将涡流检测探针(28)集成到珩磨机(10)中,能够实现低成本地制造和检测高精度表面。

校准珩磨工具的方法和珩磨齿轮的方法.pdf
本发明涉及一种借助校准工具(21、21’)校准珩磨工具(20)的方法,在校准过程中校准工具与珩磨工具(20)成一定轴夹角(∑)地滚轧。与校准工具(21’)的齿(23、Z1、Z2、Z3、Z4)嵌接的齿(22)分别包含一个要校准的齿顶面(24)及同样要校准的齿侧面(25、26)。为了能够对要精加工的齿轮的齿根区域也进行不会负面影响每个齿轮的几何形状和承重能力的珩磨处理,根据本发明在校准过程中珩磨工具(20)的齿顶面(24)和齿侧面(25、26)都在校准工具的至少一次进给中加工。同时借助在校准工具(21、21’

用于珩磨盲钻孔的珩磨工具.pdf
一种珩磨工具(1)、它尤其是适合用于珩磨盲钻孔(5),该珩磨工具具有一个条支架(3)、一个第一珩磨条段(16)和一个第二珩磨条段(17)。在这里第一珩磨条段(16)和第二珩磨条段(17)固定在条支架(3)的一个槽(22)中。该条支架(3)还具有一个端部(10),条支架(3)通过该端部可插入到一个钻孔(5)中。第二珩磨条段(17)可比第一珩磨条段(16)更靠近条支架(3)的端部(10)地被固定。此外第二珩磨条段(17)具有比第一珩磨条段(16)的耐磨强度高的耐磨强度。由此即便在超程(9)受限制时仍可珩磨保持
普通珩磨和超声波振动珩磨.ppt
普通珩磨和超声波振动珩磨目录一.珩磨工艺特征一.珩磨工艺特征一.珩磨工艺特征Diagram一.珩磨工艺特征二.珩磨设备简介二.珩磨设备简介二.珩磨设备简介二.珩磨设备简介二.珩磨设备简介三.珩磨头的构造三.珩磨头的构造三.珩磨头的构造三.珩磨头的构造三.珩磨头的构造三.珩磨头的构造三.珩磨头的构造三.珩磨头的构造三.珩磨头的构造三.珩磨头的构造四.珩磨油石四.珩磨油石四.珩磨油石四.珩磨油石四.珩磨油石四.珩磨油石四.珩磨油石五、珩磨常见问题及解决办法五、珩磨常见问题及解决办法五、珩磨常见问题及解决办法六