
一种随动式输送衔接装置.pdf

又珊****ck


1/10
2/10

3/10
4/10
5/10
6/10

7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种随动式输送衔接装置.pdf
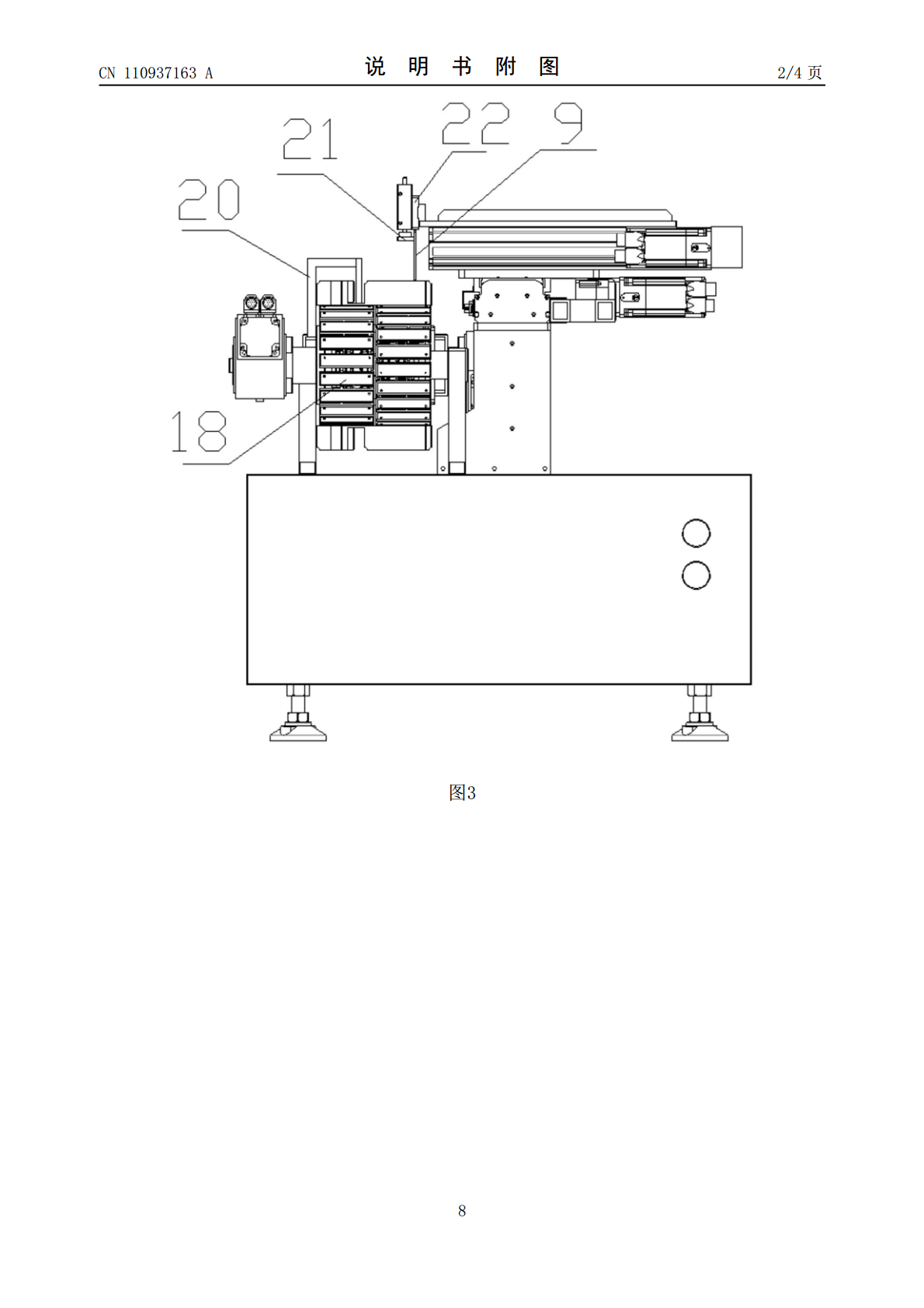
一种随动式输送衔接装置,包括机座,机座上设有外包周转输送带和随动推手;外包周转输送带包括输送架,在输送架上并列安装有第一、第二链条输送机构,第一链条输送机构的被动链轮设在第二链条输送机构的主动轴上,第二链条输送机构的被动链轮设在第一链条输送机构的主动轴上;在第一、第二链条输送机构上分别设有一组或多组导料板,第一、第二链条输送机构上的多组导料板交错等距排布;随动推手包括二轴电动滑台,二轴电动滑台的Y轴滑块上连接有推料架,在推料架前端并列有多个推板气缸,推板气缸与每组导料板上的输送料槽数量和间距分别相等,在推

随动式输送执行器以及心耳夹输送装置.pdf
涉及医疗器械技术领域,本申请提供一种随动式输送执行器以及心耳夹输送装置,随动式输送执行器包括第一钳臂、第二钳臂、连杆、关节以及两个连接臂;第一钳臂以及第二钳臂可开合地铰接在关节的前端,连杆铰接于第一钳臂以及第二钳臂之间,以连杆撑开或闭合第一钳臂以及第二钳臂;两个连接臂分别可转动地连接于第一钳臂以及第二钳臂前端,两个连接臂分别通过固定件连接待置入物的两侧。以解决现有技术中的输送装置体积大且不便于操作的问题,不需要再配置复杂的连杆保持结构来保持与待置入物连接的臂体保持保护平行,随动式连接臂是随动式连接于钳臂,
橡筋随动输送装置.pdf
橡筋随动输送装置,包括导轨、橡筋夹、剪刀,其特征在于所述导轨上设有滑块,所述滑块顶部设有橡筋夹和剪刀,剪刀在橡筋夹右侧,所述橡筋夹的左侧设有橡筋压紧器,橡筋压紧器的左侧设有橡筋导轮。本发明有益效果:本发明结构简单、稳定性好,橡筋夹、橡筋压紧器能够促使橡筋平稳的输送,无需人工剪切橡筋,提高了效率,节约了生产成本。

一种随动式抛光装置.pdf
本发明创造提供了一种随动式抛光装置,包括仿形轮、抛光轮、旋转轴总成和进给总成,所述仿形轮与所述抛光轮同心设置且直径相同,所述旋转轴总成包括转轴平台、设置在所述转轴平台上的旋转轴支座和旋转轴,所述旋转轴上设置旋转轴电机和减速器,所述旋转轴一端设有与仿形轮相对的产品模型,设置在旋转轴上的产品与所述抛光轮位置相对。本发明创造所述的随动式抛光方式通过模型与仿形轮之间的位置变化控制产品与抛光轮之间的距离,可以精确的完成不同形体的抛光,不会损坏产品的外形,控制方式便捷,设备结构简单;可以通过同时更换对应的模型和产品来

一种条包随动并道输送装置.pdf
一种条包随动并道输送装置,包括进料伺服输送带、出料伺服输送带和随动并道机构,进料伺服输送带通过随动并道机构与出料伺服输送带相连,随动并道机构包括支撑架、过渡滑槽平台、纵向线性往复驱动组件、拨料机构和横向线性往复驱动组件,纵向线性往复驱动组件与过渡滑槽平台相连以驱动过渡滑槽平台纵向线性往复运动,横向线性往复驱动组件与所述拨料机构相连以驱动拨料机构在进料伺服输送带、过渡滑槽平台和出料伺服输送带的上方横向线性往复运动以拨料。本发明通过随动并道机构的结构设计,可调整条包和拨料板的速度,条包可顺利过渡至出料伺服输送