
集油管焊接装置.pdf

秀华****魔王


1/9
2/9

3/9
4/9

5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

集油管焊接装置.pdf
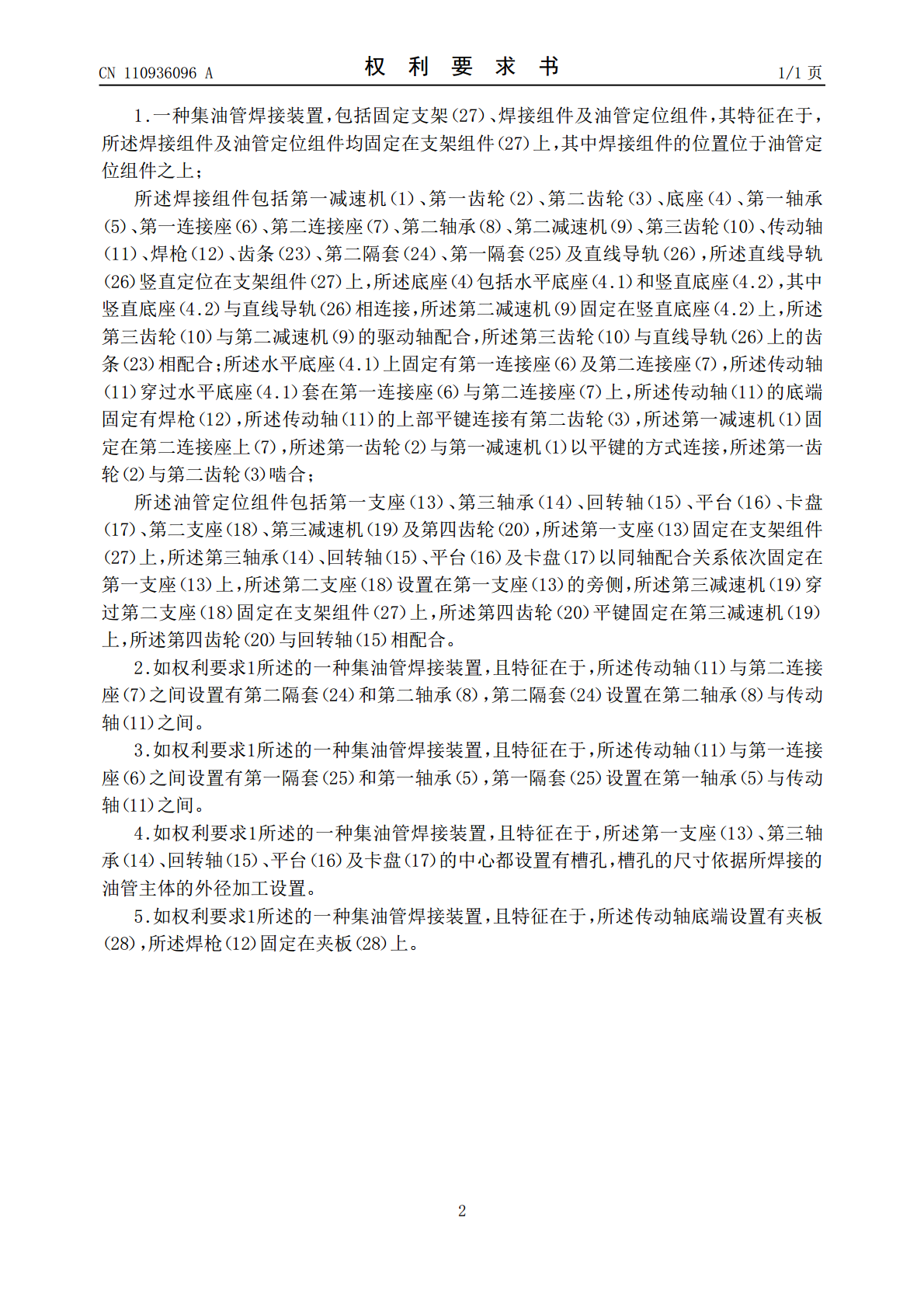
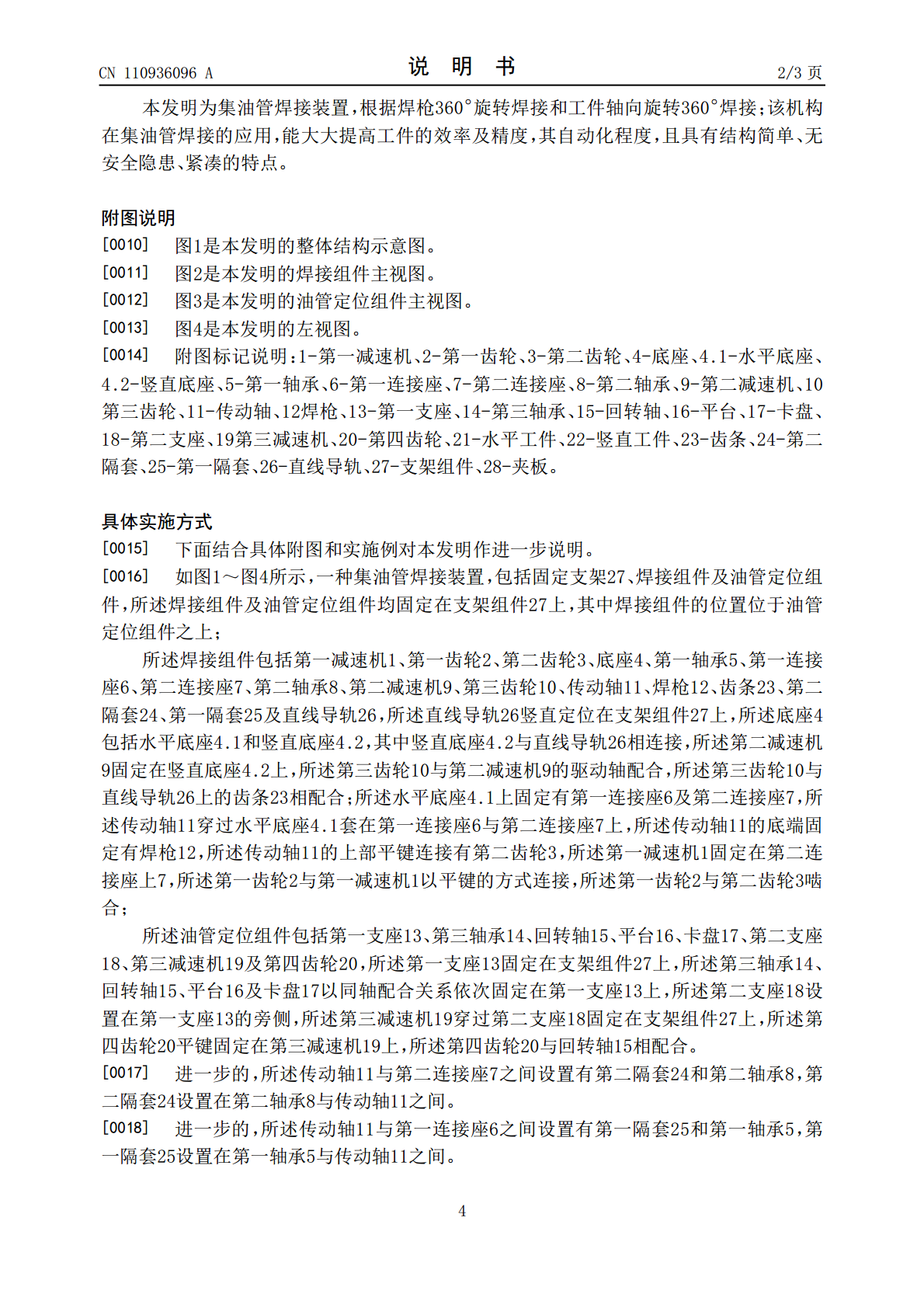
本发明涉及一种集油管焊接装置,属于机械设备技术领域,其包括固定支架、焊接组件及油管定位组件,所述焊接组件及油管定位组件均固定在支架组件上,其中焊接组件的位置位于油管定位组件之上,所述焊接组件包括第一减速机、第二减速机、第一齿轮、第二齿轮、底座、传动轴、焊枪、齿条及直线导轨,第一减速机控制第一齿轮与第二齿轮啮合转动,带动传动轴旋转,第二减速机带动第三齿轮在齿条上上下运动,所述油管定位组件包括固定油管的第三轴承、回转轴、平台及卡盘,所述油管定位组件还包括带动回转轴旋转的第三减速机以及第四齿轮。本发明能大大提高
一种油管焊接装置.pdf
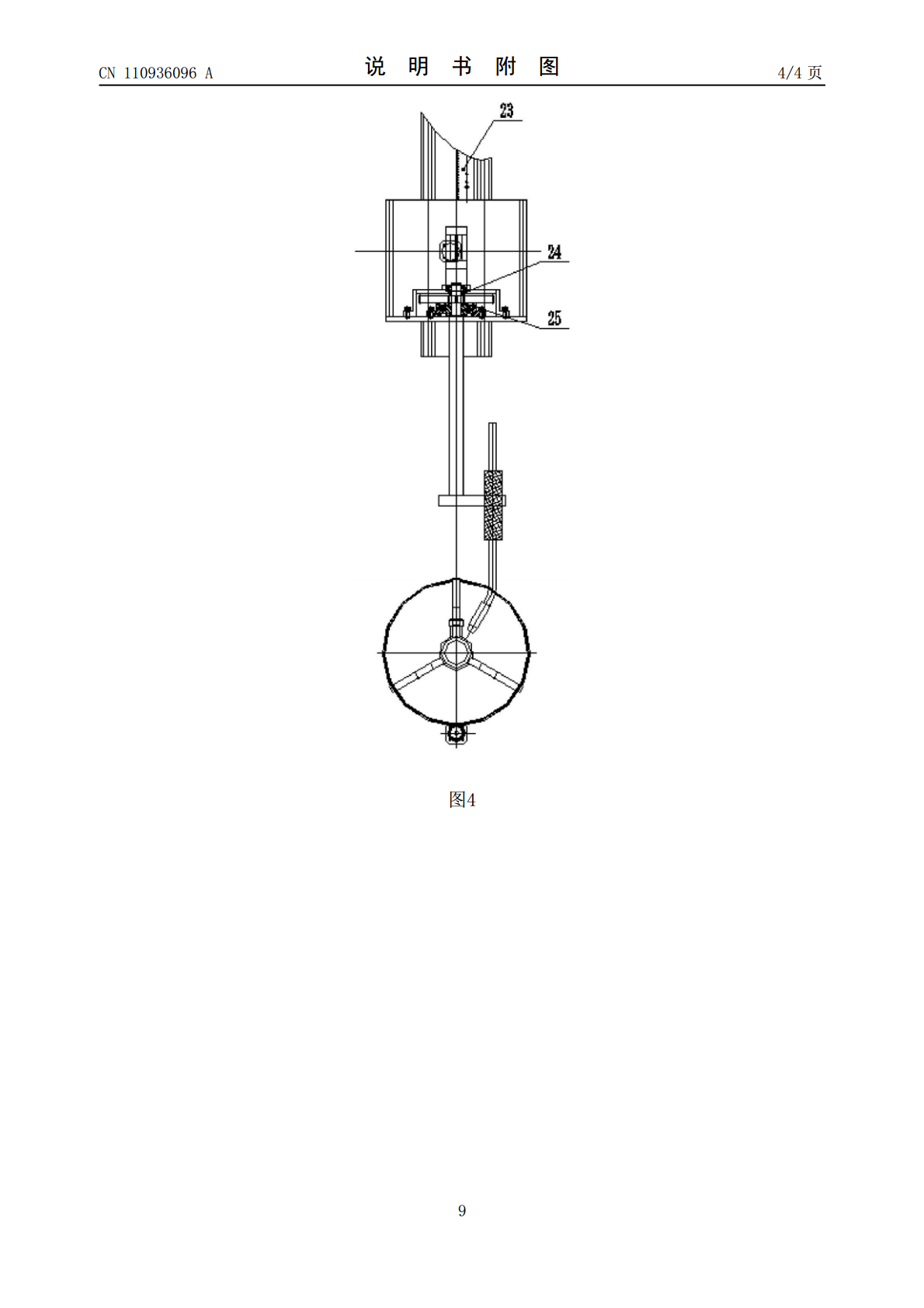
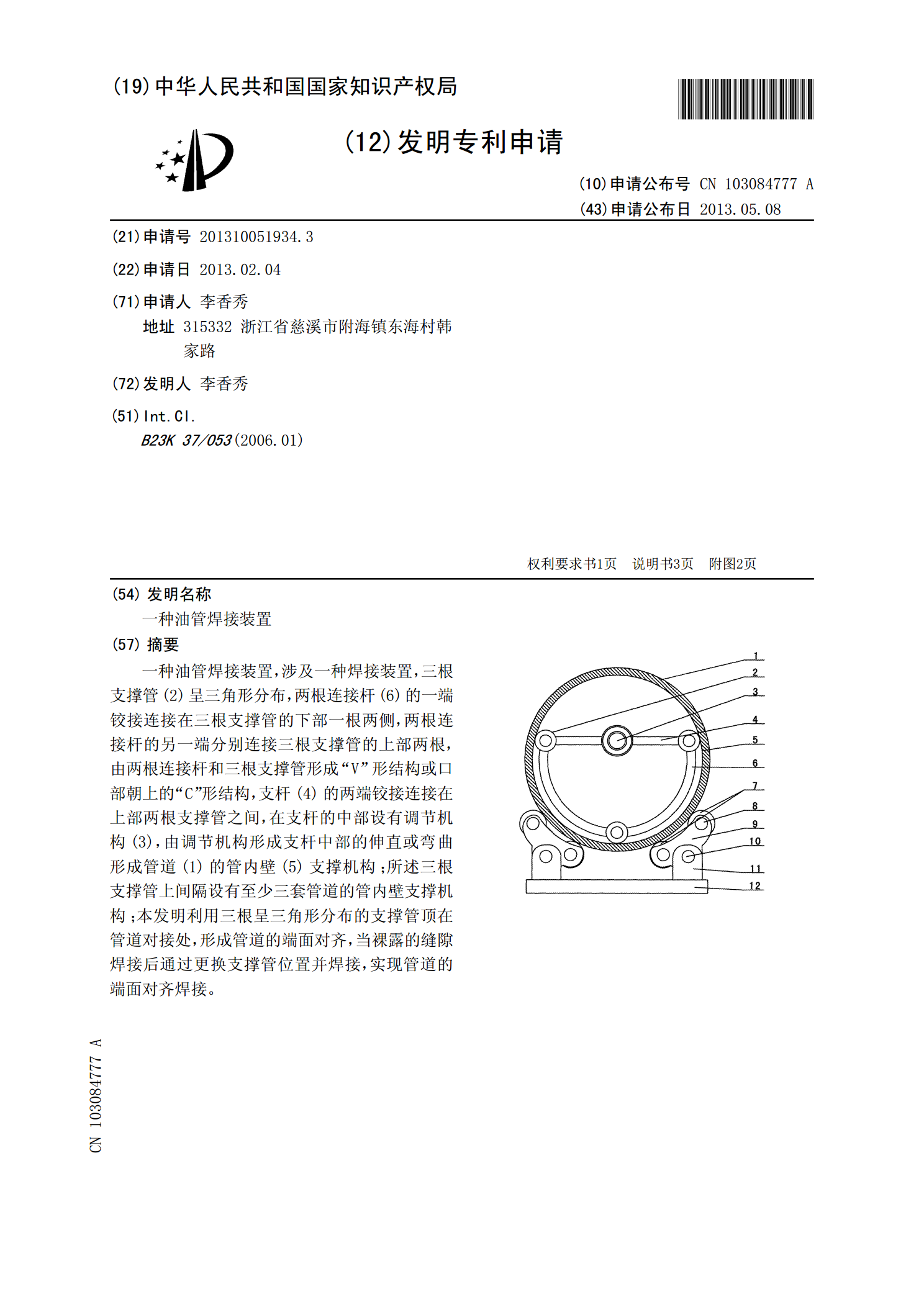
一种油管焊接装置,涉及一种焊接装置,三根支撑管(2)呈三角形分布,两根连接杆(6)的一端铰接连接在三根支撑管的下部一根两侧,两根连接杆的另一端分别连接三根支撑管的上部两根,由两根连接杆和三根支撑管形成“V”形结构或口部朝上的“C”形结构,支杆(4)的两端铰接连接在上部两根支撑管之间,在支杆的中部设有调节机构(3),由调节机构形成支杆中部的伸直或弯曲形成管道(1)的管内壁(5)支撑机构;所述三根支撑管上间隔设有至少三套管道的管内壁支撑机构;本发明利用三根呈三角形分布的支撑管顶在管道对接处,形成管道的端面对齐

一种石油管道焊接装置.pdf
本发明涉及一种焊接装置,更具体的说是一种石油管道焊接装置,包括底架、固定支架、齐平架、竖夹架和滚轮滑件,本发明可以将两个同样直径的管道进行固定,并便于将两个管道的端部对齐,便于人工将两个同样直径的管道的端部焊接在一起;本发明还方便对两个同样直径的管道以自身轴线为轴转动,方便人们将两个管道接合部位的一圈全部焊接;两个管道的高度可以进行调节,便于人们将两个需要焊接在一起的管道调整至一个方便操作的高度。所述固定支架滑动连接在底架的左端,固定支架滑动连接在底架的中端,竖夹架滑动连接在底架的右端,滚轮滑件设置有两个
一种石油管道焊接辅助装置.pdf
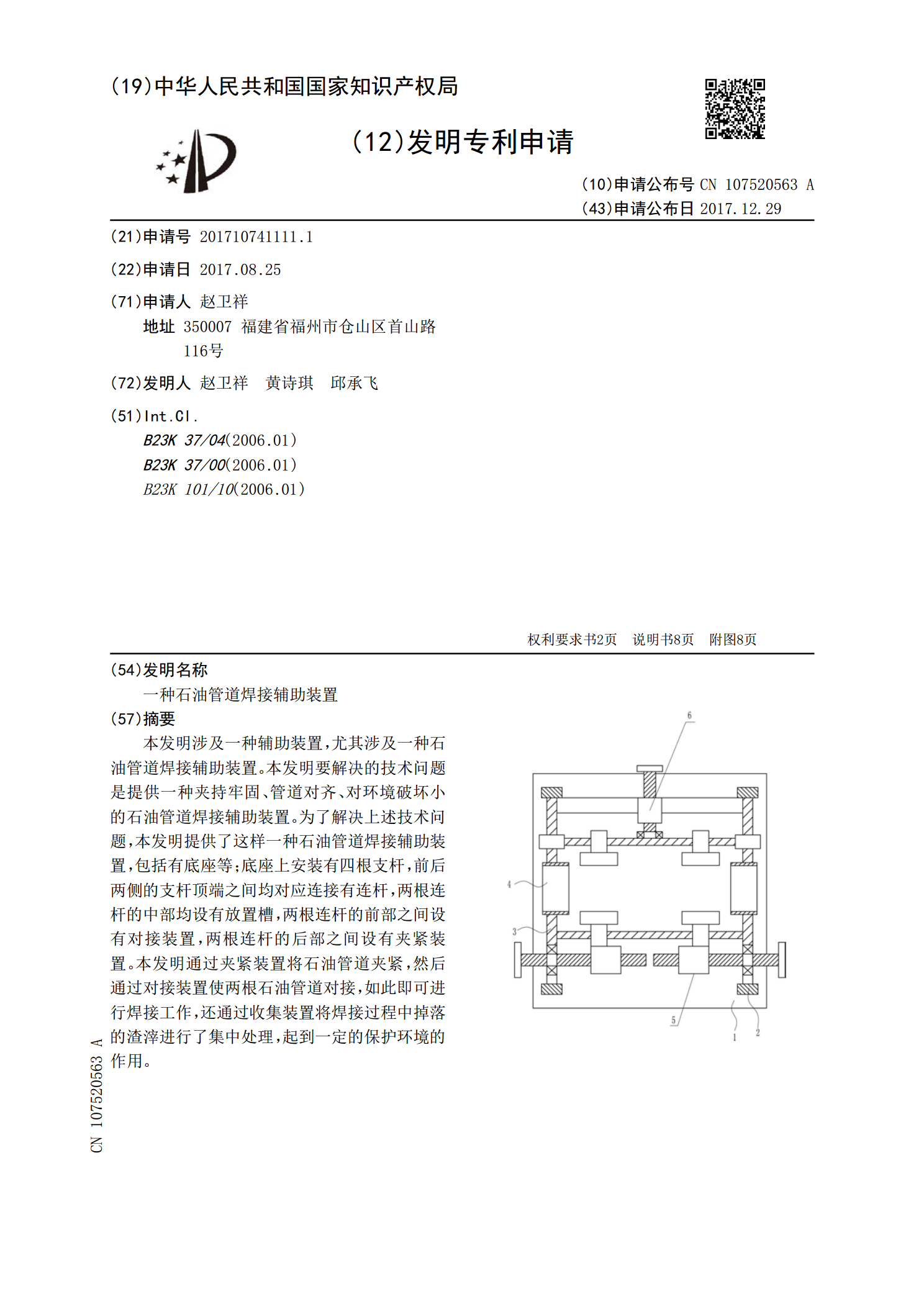
本发明涉及一种辅助装置,尤其涉及一种石油管道焊接辅助装置。本发明要解决的技术问题是提供一种夹持牢固、管道对齐、对环境破坏小的石油管道焊接辅助装置。为了解决上述技术问题,本发明提供了这样一种石油管道焊接辅助装置,包括有底座等;底座上安装有四根支杆,前后两侧的支杆顶端之间均对应连接有连杆,两根连杆的中部均设有放置槽,两根连杆的前部之间设有对接装置,两根连杆的后部之间设有夹紧装置。本发明通过夹紧装置将石油管道夹紧,然后通过对接装置使两根石油管道对接,如此即可进行焊接工作,还通过收集装置将焊接过程中掉落的渣滓进行

集液管组件焊接装置.pdf
本发明提供了一种集液管组件焊接装置,包括:支撑架;分流部,绕水平转轴可转动地设置在支撑架上,分流部具有分流通道,分流通道具有分流部出气口以及分流部进气口,分流通道通过分流部进气口连通至气源;充气部,可拆卸地设置在分流部上,充气部具有充气通道,充气通道具有充气部出气口以及充气部进气口,充气部进气口通过分流部出气口连通至分流通道,待焊接的集液管组件的集液管主管连接在充气部上;以及定位部,随分流部可转动地设置,且定位部与分流部相对应地设置,集液管组件的集液管支管固定设置在定位部上。采用本发明的集液管组件焊接装置