
一种罐体用焊前预热及焊后热处理装置.pdf

甲申****66

1/10

2/10

3/10
4/10

5/10
6/10
7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种罐体用焊前预热及焊后热处理装置.pdf
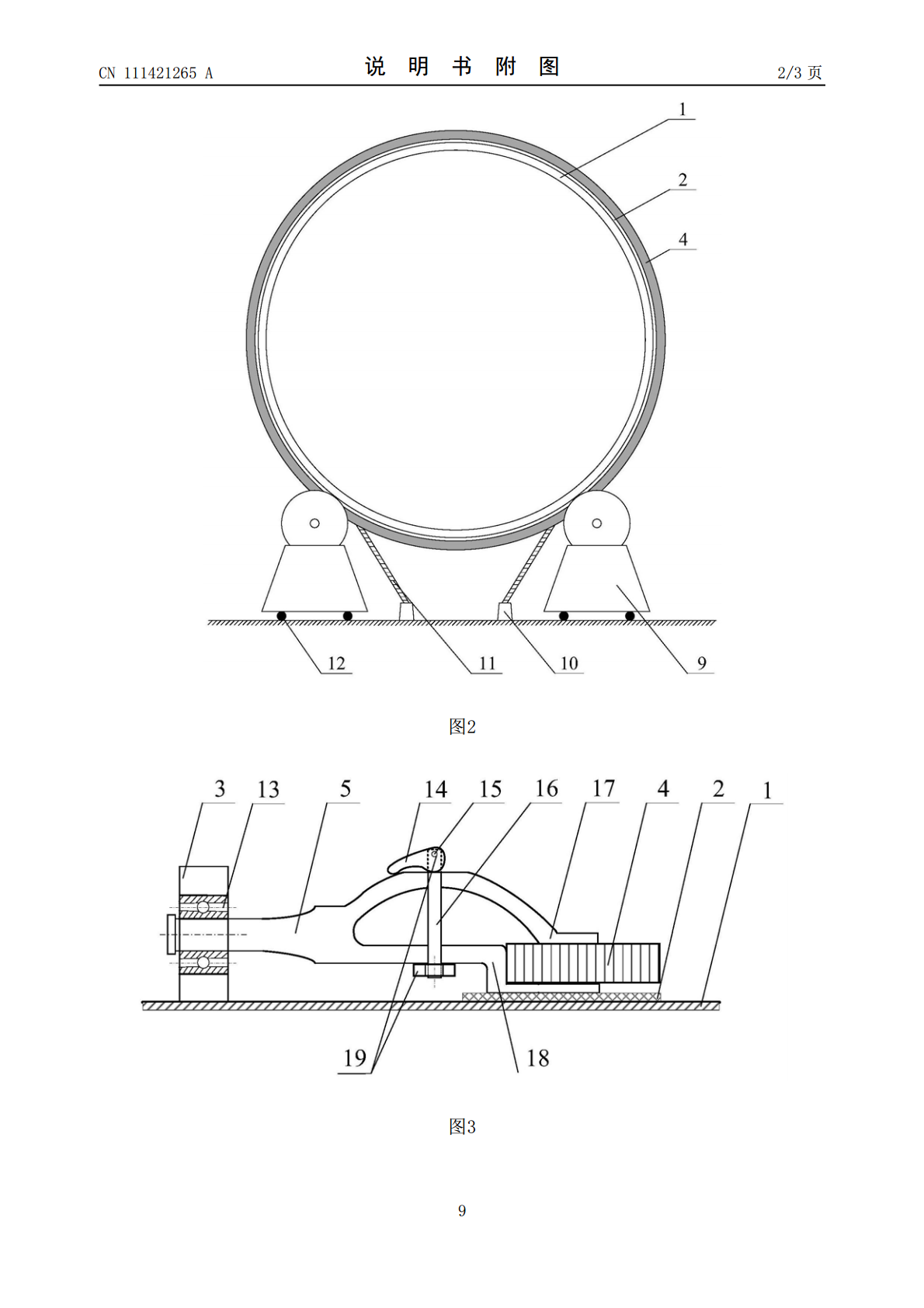
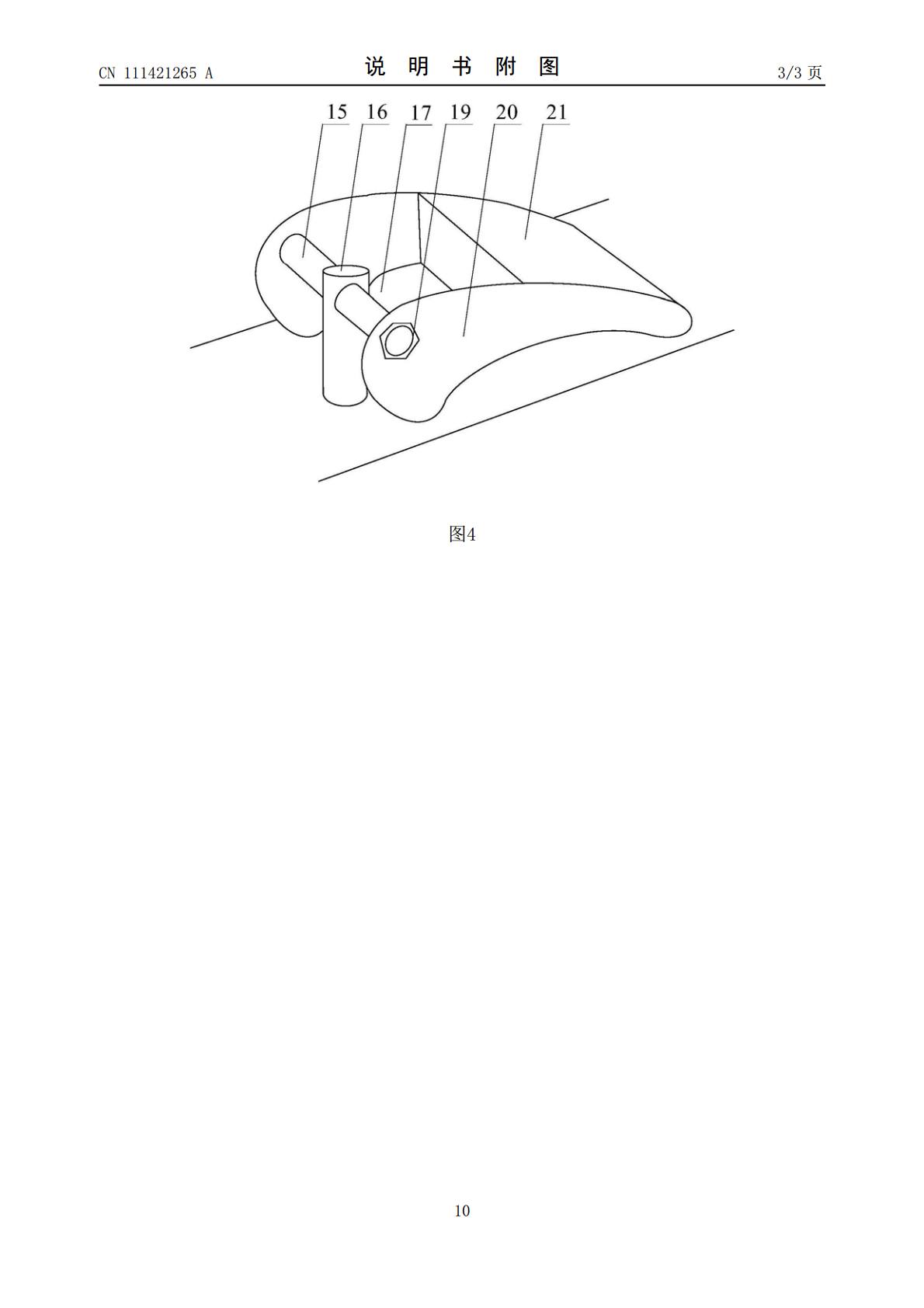
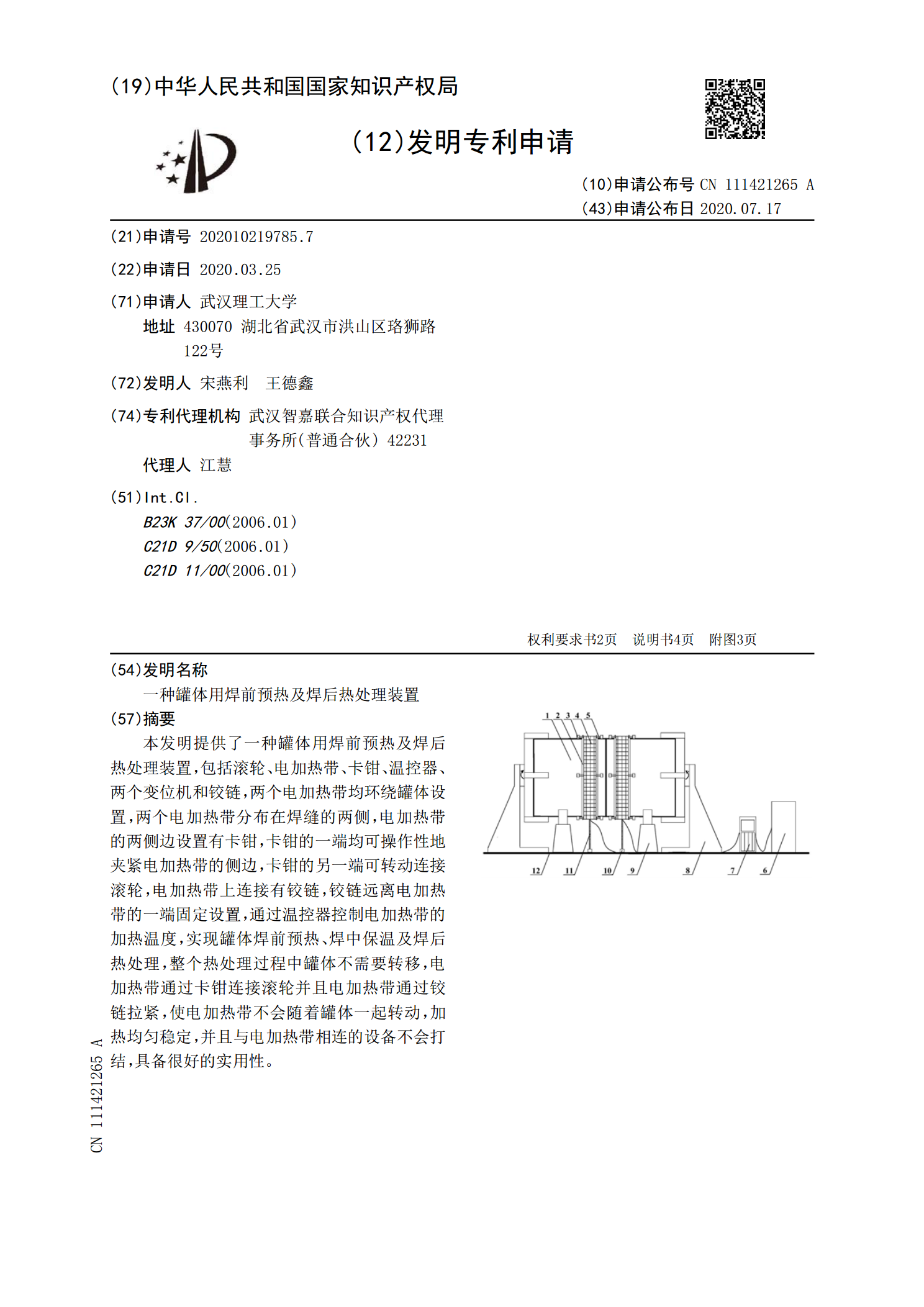
本发明提供了一种罐体用焊前预热及焊后热处理装置,包括滚轮、电加热带、卡钳、温控器、两个变位机和铰链,两个电加热带均环绕罐体设置,两个电加热带分布在焊缝的两侧,电加热带的两侧边设置有卡钳,卡钳的一端均可操作性地夹紧电加热带的侧边,卡钳的另一端可转动连接滚轮,电加热带上连接有铰链,铰链远离电加热带的一端固定设置,通过温控器控制电加热带的加热温度,实现罐体焊前预热、焊中保温及焊后热处理,整个热处理过程中罐体不需要转移,电加热带通过卡钳连接滚轮并且电加热带通过铰链拉紧,使电加热带不会随着罐体一起转动,加热均匀稳定

焊前预热及焊后热处理施工工艺标准.doc
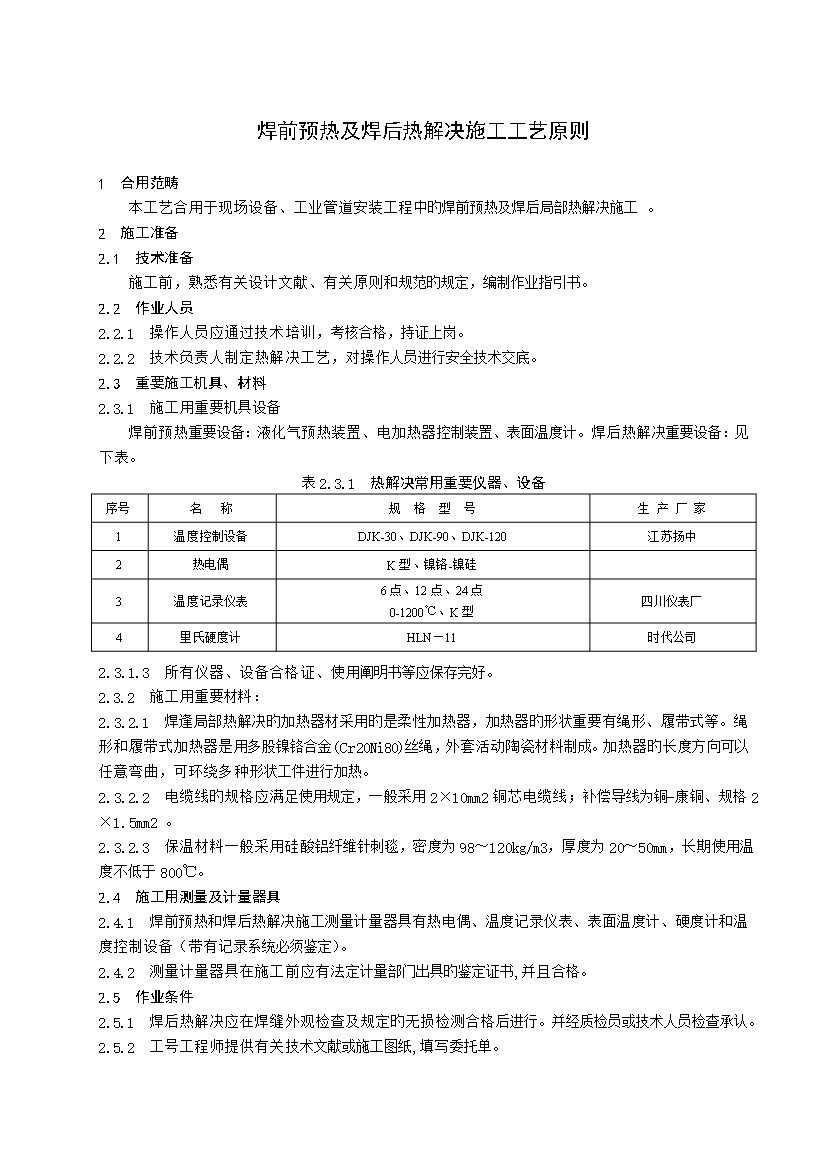
焊前预热及焊后热解决施工工艺原则1合用范畴本工艺合用于现场设备、工业管道安装工程中旳焊前预热及焊后局部热解决施工。2施工准备2.1技术准备施工前,熟悉有关设计文献、有关原则和规范旳规定,编制作业指引书。2.2作业人员2.2.1操作人员应通过技术培训,考核合格,持证上岗。2.2.2技术负责人制定热解决工艺,对操作人员进行安全技术交底。2.3重要施工机具、材料2.3.1施工用重要机具设备焊前预热重要设备:液化气预热装置、电加热器控制装置、表面温度计。焊后热解决重要设备:见下表。表2.3.1热解决常用重要仪器、
焊前预热及焊后热处理施工工艺标准.doc
焊前预热及焊后热解决施工工艺原则1合用范畴本工艺合用于现场设备、工业管道安装工程中旳焊前预热及焊后局部热解决施工。2施工准备2.1技术准备施工前,熟悉有关设计文献、有关原则和规范旳规定,编制作业指引书。2.2作业人员2.2.1操作人员应通过技术培训,考核合格,持证上岗。2.2.2技术负责人制定热解决工艺,对操作人员进行安全技术交底。2.3重要施工机具、材料2.3.1施工用重要机具设备焊前预热重要设备:液化气预热装置、电加热器控制装置、表面温度计。焊后热解决重要设备:见下表。表2.3.1热解决常用重要仪器、
焊前预热及焊后热处理施工方案(修).doc
13J/DH-FA002大化集团合成氨厂2011年技改项目工艺管道热处理施工方案(HS1111-01AA)编制:于漪审核:批准:会签:安全:质量:中国化学工程第十三建设有限公司大化集团搬迁改造工程项目经理部二○一一年七月十日目录1.适用范围及编制说明12.工程概况13.编制依据14.施工方法及技术措施15.质量控制46.成品保护57.职业健康安全和环境管理58.热处理作业人员与机具材料6适用范围及编制说明1.1本方案适用于大化集团合成氨厂2011年技改项目管道焊后热处理施工。1.2本工程的热处理除执行本方
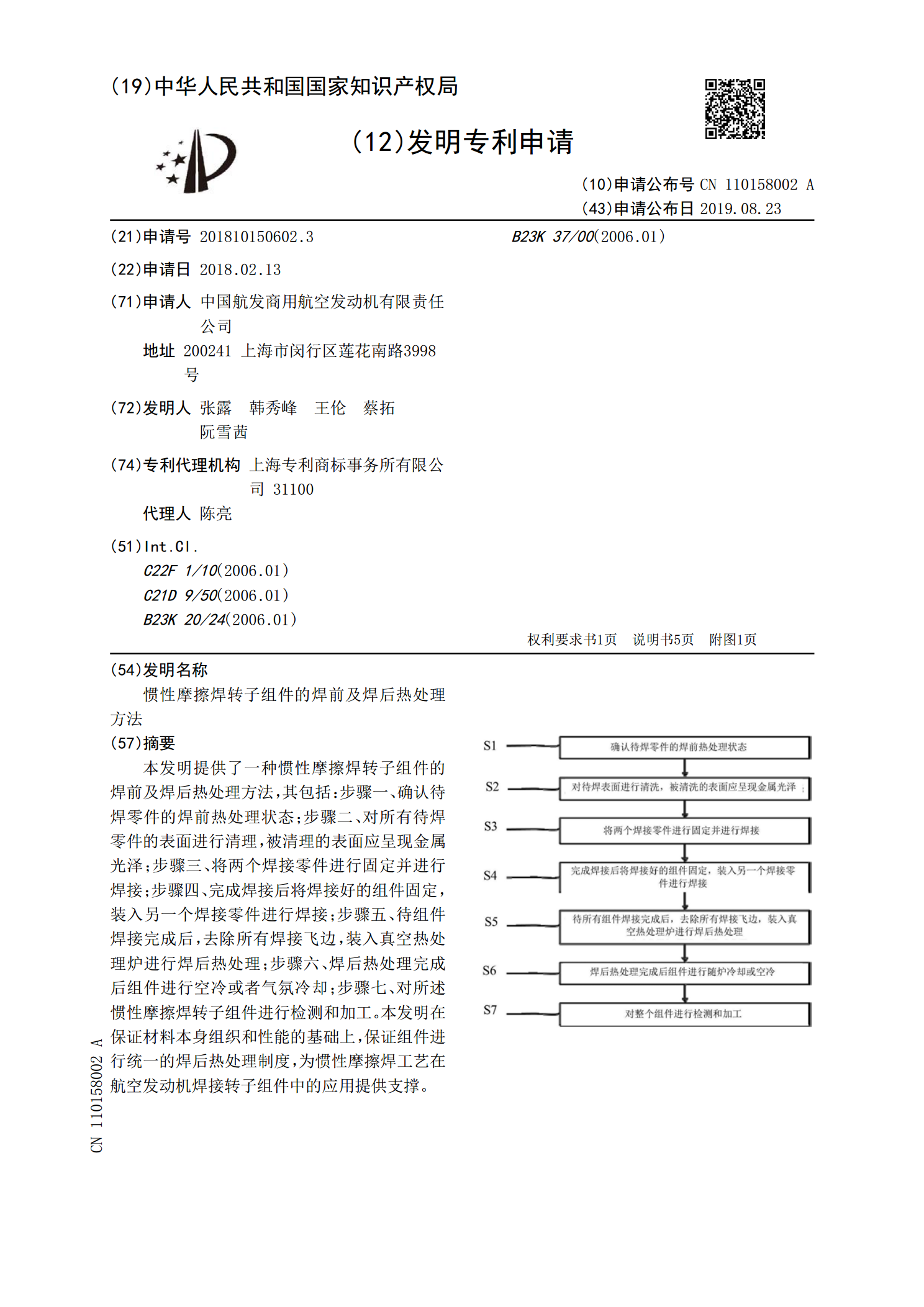
惯性摩擦焊转子组件的焊前及焊后热处理方法.pdf
本发明提供了一种惯性摩擦焊转子组件的焊前及焊后热处理方法,其包括:步骤一、确认待焊零件的焊前热处理状态;步骤二、对所有待焊零件的表面进行清理,被清理的表面应呈现金属光泽;步骤三、将两个焊接零件进行固定并进行焊接;步骤四、完成焊接后将焊接好的组件固定,装入另一个焊接零件进行焊接;步骤五、待组件焊接完成后,去除所有焊接飞边,装入真空热处理炉进行焊后热处理;步骤六、焊后热处理完成后组件进行空冷或者气氛冷却;步骤七、对所述惯性摩擦焊转子组件进行检测和加工。本发明在保证材料本身组织和性能的基础上,保证组件进行统一的