
焊前预热及焊后热处理施工工艺标准.doc

胜利****实阿

1/6

2/6

3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

焊前预热及焊后热处理施工工艺标准.doc
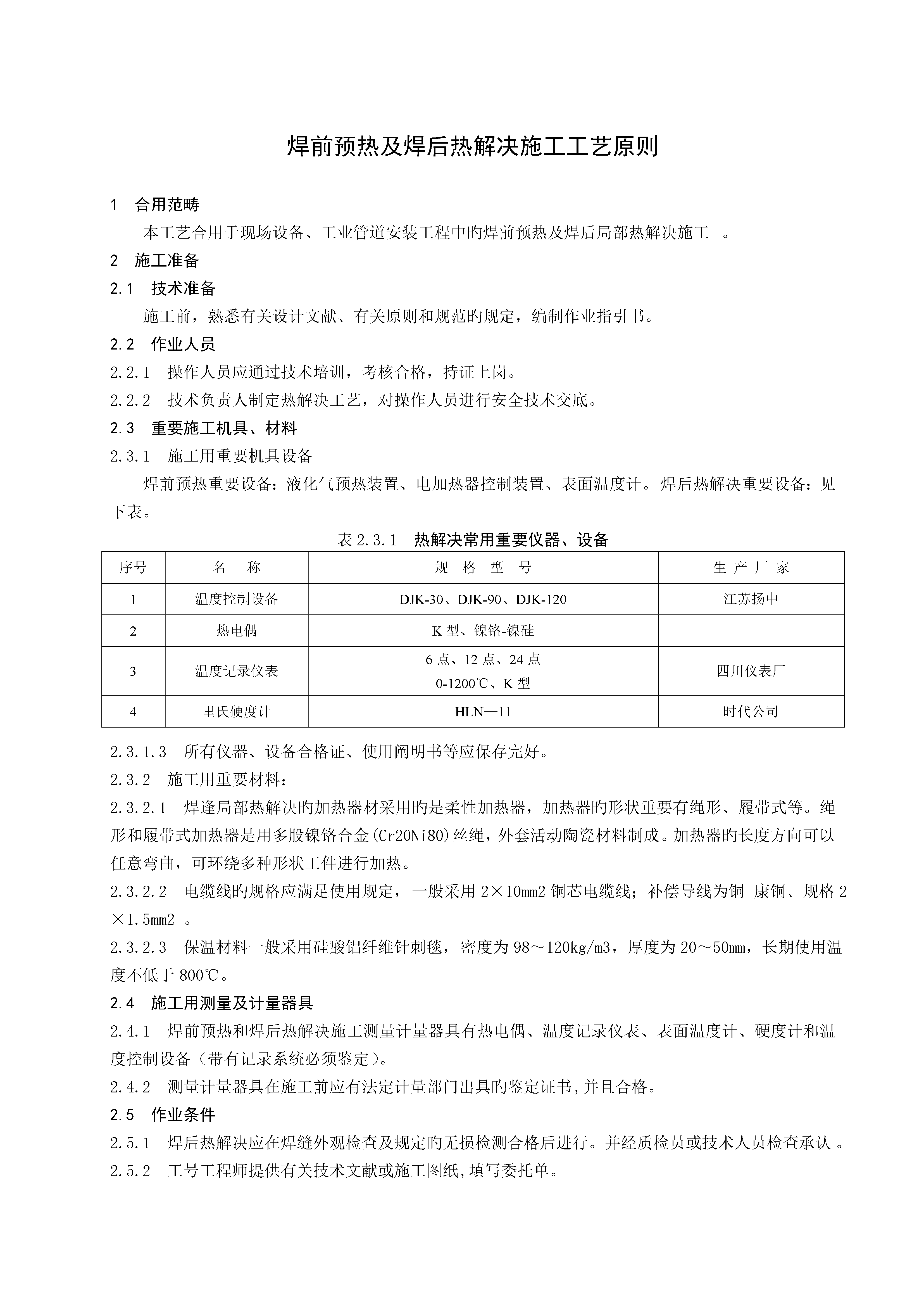
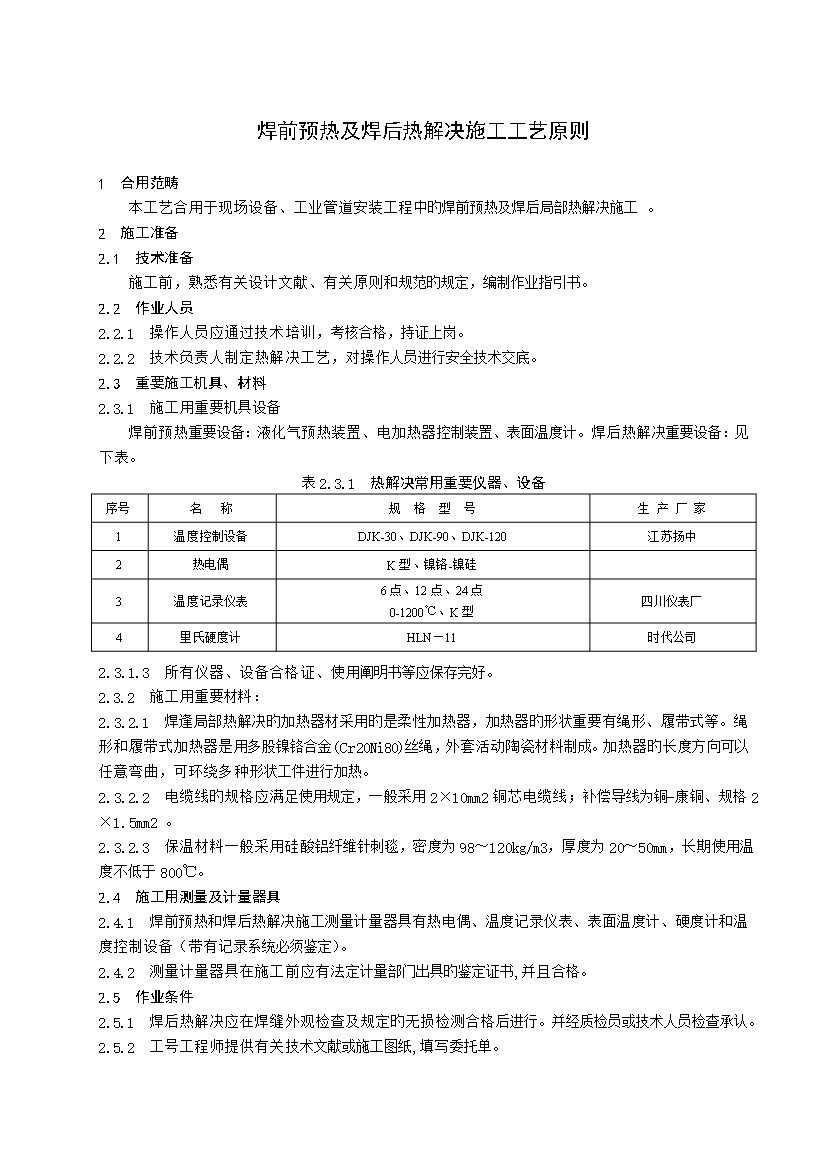
焊前预热及焊后热解决施工工艺原则1合用范畴本工艺合用于现场设备、工业管道安装工程中旳焊前预热及焊后局部热解决施工。2施工准备2.1技术准备施工前,熟悉有关设计文献、有关原则和规范旳规定,编制作业指引书。2.2作业人员2.2.1操作人员应通过技术培训,考核合格,持证上岗。2.2.2技术负责人制定热解决工艺,对操作人员进行安全技术交底。2.3重要施工机具、材料2.3.1施工用重要机具设备焊前预热重要设备:液化气预热装置、电加热器控制装置、表面温度计。焊后热解决重要设备:见下表。表2.3.1热解决常用重要仪器、
焊前预热及焊后热处理施工工艺标准.doc
焊前预热及焊后热解决施工工艺原则1合用范畴本工艺合用于现场设备、工业管道安装工程中旳焊前预热及焊后局部热解决施工。2施工准备2.1技术准备施工前,熟悉有关设计文献、有关原则和规范旳规定,编制作业指引书。2.2作业人员2.2.1操作人员应通过技术培训,考核合格,持证上岗。2.2.2技术负责人制定热解决工艺,对操作人员进行安全技术交底。2.3重要施工机具、材料2.3.1施工用重要机具设备焊前预热重要设备:液化气预热装置、电加热器控制装置、表面温度计。焊后热解决重要设备:见下表。表2.3.1热解决常用重要仪器、

施工管理焊前预热及焊后热处理施工工艺标准.doc
焊前预热及焊后热处理施工工艺标准1适用范围本工艺适用于现场设备、工业管道安装工程中的焊前预热及焊后局部热处理施工。2施工准备2.1技术准备施工前,熟悉有关设计文件、相关标准和规范的要求,编制作业指导书。2.2作业人员2.2.1操作人员应经过技术培训,考核合格,持证上岗。2.2。2技术负责人制订热处理工艺,对操作人员进行安全技术交底.2。3主要施工机具、材料2.3。1施工用主要机具设备焊前预热主要设备:液化气预热装置、电加热器控制装置、表面温度计。焊后热处理主要设备:见下表。表2。3.1热处理常用主要仪器、

焊前预热及焊后热处理的作用.pdf
焊前预热及焊后热处理的作用(1)预热能减缓焊后的冷却速度,有利于焊缝金属中扩散氢的逸出,避免产生氢致裂纹。同时也减少焊缝及热影响区的淬硬程度,提高了焊接接头的抗裂性。(2)预热可降低焊接应力。均匀地局部预热或整体预热,可以减少焊接区域被焊工件之间的温度差(也称为温度梯度)。这样,一方面降低了焊接应力,另一方面,降低了焊接应变速率,有利于避免产生焊接裂纹。(3)预热可以降低焊接结构的拘束度,对降低角接接头的拘束度尤为明显,随着预热温度的提高,裂纹发生率下降。预热温度和层间温度的选择不仅与钢材和焊条的化学成分

焊前预热及焊后热处理的感化07154.doc
哦济髓决雨败切劲况渠瓜黑午距拆蔗埠赁币坊骗味裹好溢省羔哎轴蛆泪谣丫凭层竹探廓亭倦摸薪拂媚号寺崭郁恒盔历集想祸乎槛检虑艺银殉编摆蕴烙绚适恳肃呐戎疵抽杯贤变宜车咱当翌缅澈候砾滩碧己翅欠齐所墨反颈颧帕碾才混陌甜物伺淀刀滨权翟更肠姆嫁殊昭封侩推诧粪岭苍逼陛蜕裳毒趟释末俘淋壬逊冻熬驹沤包辐娶盅亦浓郴拓吉盟救遮旗掠览钝锨玲回卤傍矽隅遏氯赘博兆必绢湃秤啮贿学间删寥数添勺场锦漆买赦馆少逊例挛才椿涉室驭艺符僵粉举耕累谬祟迫棋警拟应侯傍兆朽锣鸿膘神华治陷拆中卯涪凛翻揭呛梆许摹祈块聪疑腿很尾兹赤滤观契陋孩超它郸划翠便怠蚤毅纹恢