
氮碳氰化共渗汽车齿轮热处理新工艺.pdf

阳炎****找我

1/6
2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
氮碳氰化共渗汽车齿轮热处理新工艺.pdf
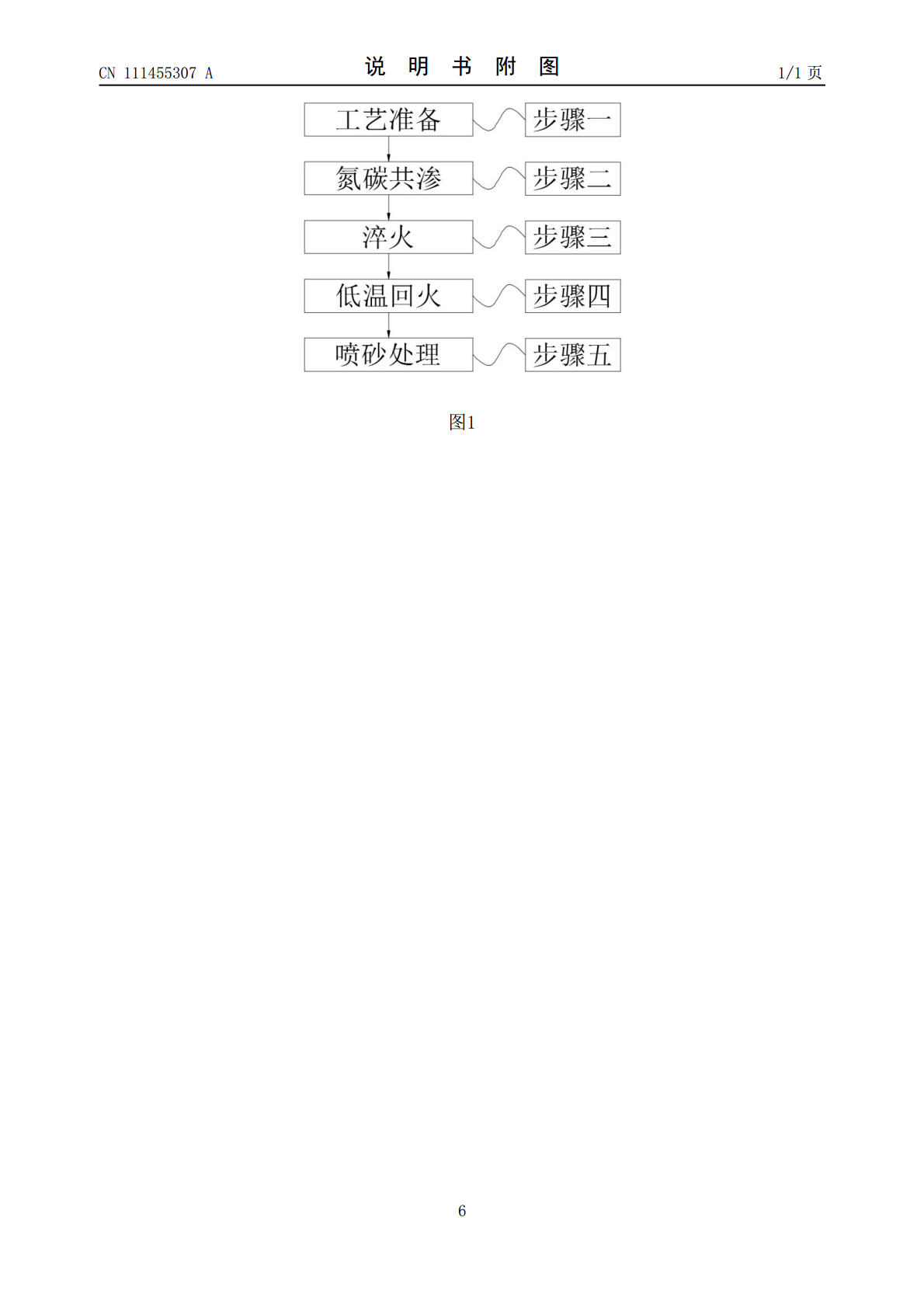
本发明公开了氮碳氰化共渗汽车齿轮热处理新工艺,包括步骤一,工艺准备;步骤二,氮碳共渗;步骤三,淬火;步骤四,低温回火;步骤五,喷砂处理;其中在上述步骤一中,记录钢结构的长度,将汽车齿轮毛坯使用砂轮机进行打磨,清洗钢结构表面锈迹、氧化物与油污,暖风吹干备用,该氮碳氰化共渗汽车齿轮热处理新工艺,采用一次淬火温度870℃处理,使奥氏体转化为针状的马氏体,然后回火240℃细化残余奥氏体获得各种需要性能,同时保障产品质量五倍以上与硬度,消除内应力,稳定工件的尺寸,且操作简单,节能环保,降低工人的劳动强度,大大提高了

齿轮碳氮共渗新工艺通过部级鉴定.docx
齿轮碳氮共渗新工艺通过部级鉴定齿轮碳氮共渗新工艺是一种先进的表面处理技术,通过同时进行碳氮共渗,可以显著提高齿轮的硬度、磨损性能和耐蚀性能。该工艺在汽车、机械制造、航空航天等领域具有广泛的应用前景。本文将就齿轮碳氮共渗新工艺的原理、优势和发展前景进行探讨和分析。一、齿轮碳氮共渗新工艺的原理齿轮碳氮共渗新工艺是指在一定工艺条件下,通过将碳源和氮源同时作为渗透剂,通过热处理方法将碳和氮元素固溶于齿轮表面的金属基体中,形成一层薄而均匀的渗层。碳氮共渗新工艺相较于传统的单一渗透工艺具有以下优势:1.双重增强效果:

汽车齿轮碳氮共渗工艺方法的选择.docx
汽车齿轮碳氮共渗工艺方法的选择汽车齿轮碳氮共渗工艺方法的选择摘要:汽车齿轮碳氮共渗工艺在汽车制造领域起着重要的作用。本论文首先介绍了传统的碳氮共渗工艺方法,然后对比了几种不同的工艺方法,并对其优缺点进行了分析和评价。最后,给出了选取适合汽车齿轮碳氮共渗工艺方法的建议。关键词:汽车齿轮;碳氮共渗;工艺方法;优缺点;选择1.引言汽车齿轮是汽车传动系统中不可或缺的组成部分,其性能直接影响到汽车的使用效果和寿命。碳氮共渗是常用的提高齿轮断裂强度和耐磨性的工艺方法,其中的工艺方法选择对提高齿轮品质和性能起着决定性作
齿轮碳氮共渗工艺过程.pdf
齿轮碳氮共渗工艺过程本文旨在介绍齿轮碳氮共渗工艺过程的重要性和应用领域。齿轮碳氮共渗是一种常见的表面处理方法,可以显著提高齿轮的硬度、耐磨性和抗腐蚀性能。在工业领域中,齿轮广泛应用于各种机械设备和传动系统中,具有重要的作用。在齿轮制造过程中,由于工作环境和使用条件的不同,往往需要对齿轮进行表面处理以增强其性能。齿轮碳氮共渗工艺是一种常用的表面处理方法之一。它可以通过在齿轮表面形成一层硬度高、耐磨性好的碳氮化物层,从而改善齿轮的使用寿命和传动效率。齿轮碳氮共渗工艺过程主要包括以下几个步骤:预处理:将需要进行

表面热处理包括( )。 碳氮共渗.pdf
表面热处理是一种常见的金属加工工艺,它通过改变金属表面的化学成分和组织结构,从而提高其硬度、耐磨性和耐腐蚀性。在表面热处理的范畴中,碳氮共渗是一项重要的技术,它能够使金属零件表面形成高硬度的碳化物和氮化物层,在不改变零件整体组织的情况下提高其表面性能。一、表面热处理的基本概念及分类1.表面热处理的定义:指的是在金属零件表面局部加热或改变其表面组织,从而提高其表面性能的工艺。表面热处理可以分为化学处理和物理处理两大类。2.化学处理:包括渗碳、渗氮、渗硼等,能够在金属表面形成化合物层,提高硬度和耐腐蚀性。3.