
一种由方形钢板热塑成型制造汽车轮辐的方法.pdf

山梅****ai

1/6

2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种由方形钢板热塑成型制造汽车轮辐的方法.pdf
本发明公开了一种由方形钢板热塑成型制造汽车轮辐的方法,本发明按单个轮辐的厚度,体积和重量来计算用料,由方形胚料加热后进行三次挤压塑成环形轮辐胚料。本发明节能降耗,耗材低,采用的是柔性加工技术,不会对轮辐造成加工伤害,可有效提高轮辐的质量。
用于制造锻压的钢板成型构件的方法和热成型装置.pdf
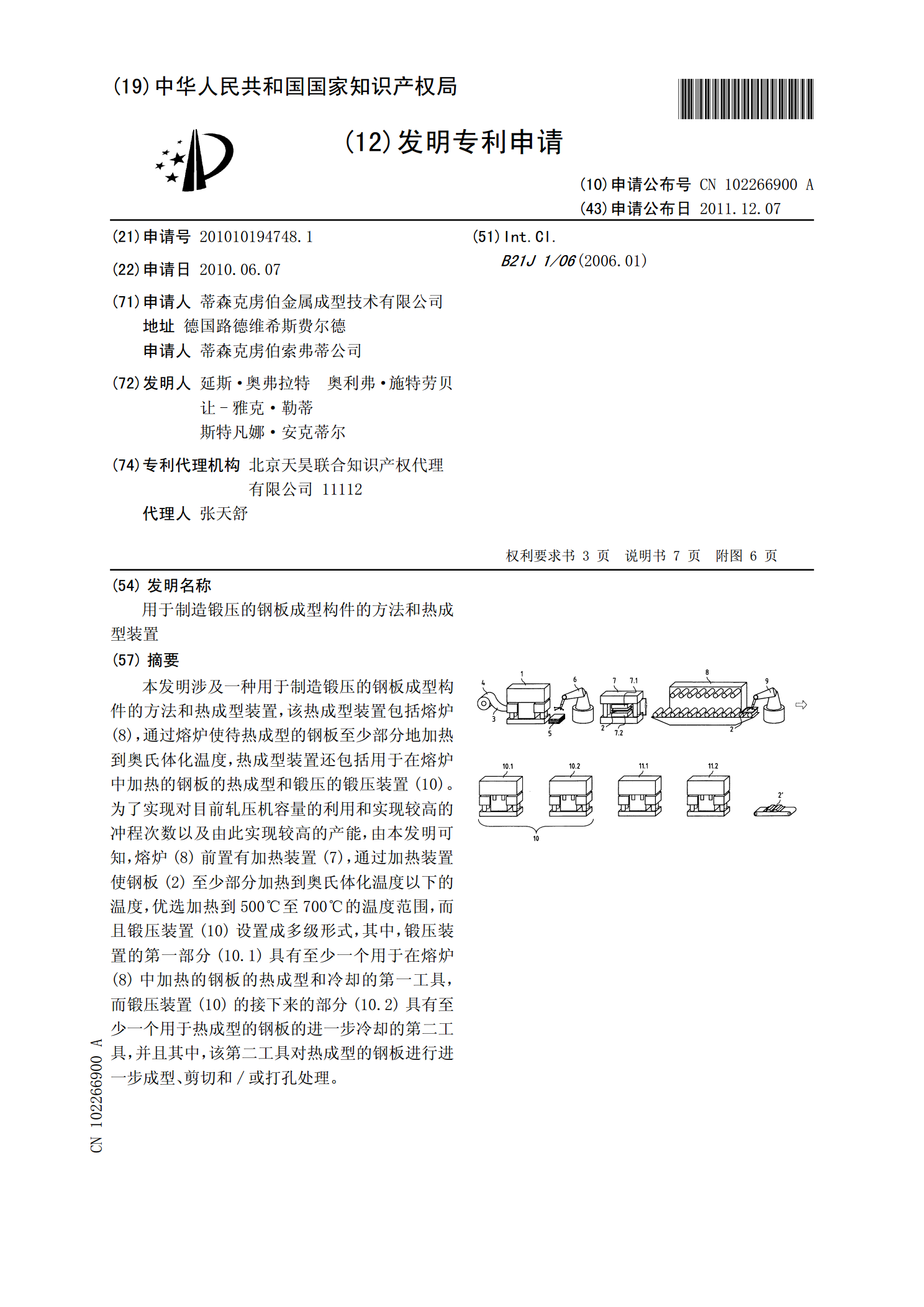
本发明涉及一种用于制造锻压的钢板成型构件的方法和热成型装置,该热成型装置包括熔炉(8),通过熔炉使待热成型的钢板至少部分地加热到奥氏体化温度,热成型装置还包括用于在熔炉中加热的钢板的热成型和锻压的锻压装置(10)。为了实现对目前轧压机容量的利用和实现较高的冲程次数以及由此实现较高的产能,由本发明可知,熔炉(8)前置有加热装置(7),通过加热装置使钢板(2)至少部分加热到奥氏体化温度以下的温度,优选加热到500℃至700℃的温度范围,而且锻压装置(10)设置成多级形式,其中,锻压装置的第一部分(10.1)具
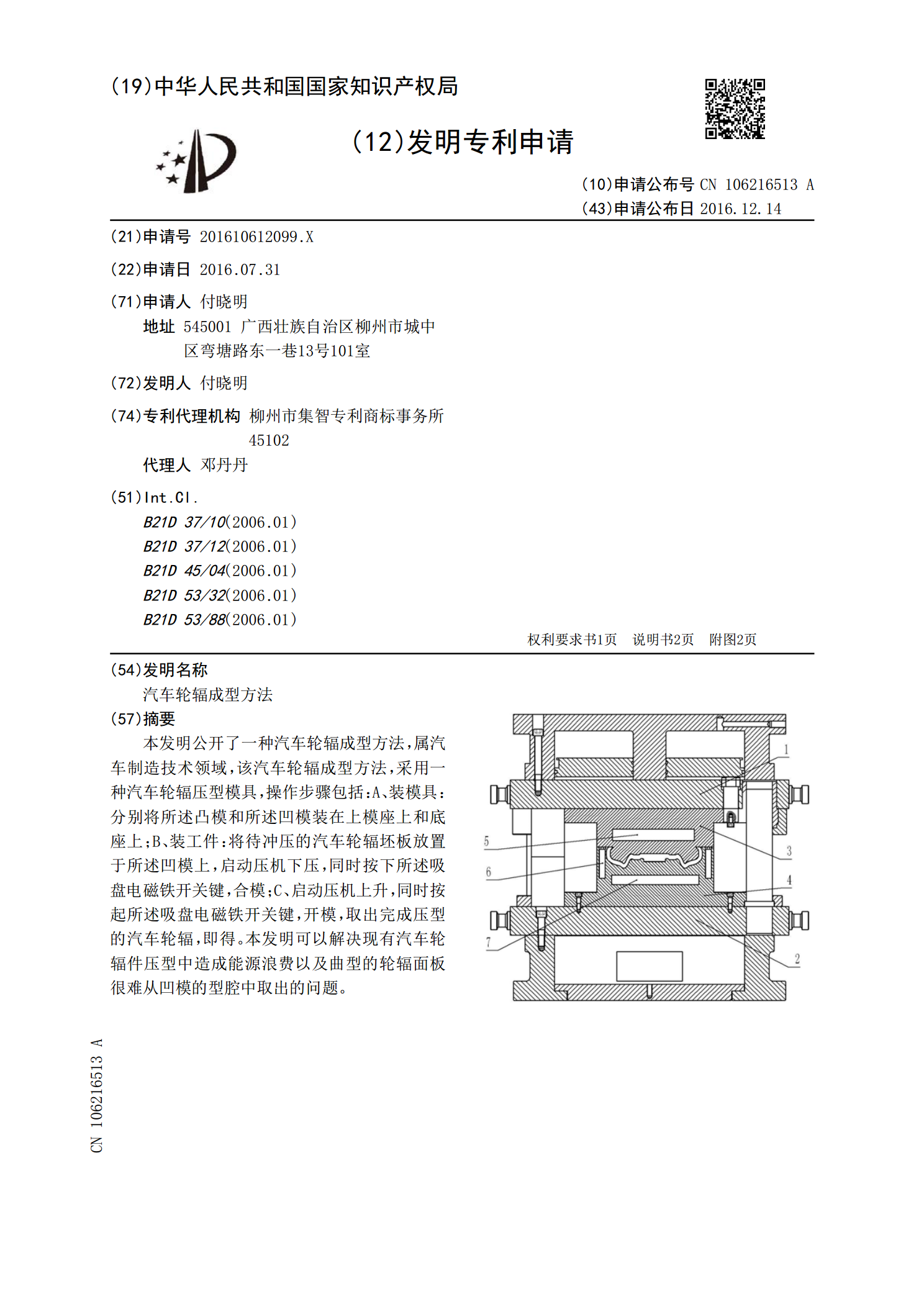
汽车轮辐成型方法.pdf
本发明公开了一种汽车轮辐成型方法,属汽车制造技术领域,该汽车轮辐成型方法,采用一种汽车轮辐压型模具,操作步骤包括:A、装模具:分别将所述凸模和所述凹模装在上模座上和底座上;B、装工件:将待冲压的汽车轮辐坯板放置于所述凹模上,启动压机下压,同时按下所述吸盘电磁铁开关键,合模;C、启动压机上升,同时按起所述吸盘电磁铁开关键,开模,取出完成压型的汽车轮辐,即得。本发明可以解决现有汽车轮辐件压型中造成能源浪费以及曲型的轮辐面板很难从凹模的型腔中取出的问题。
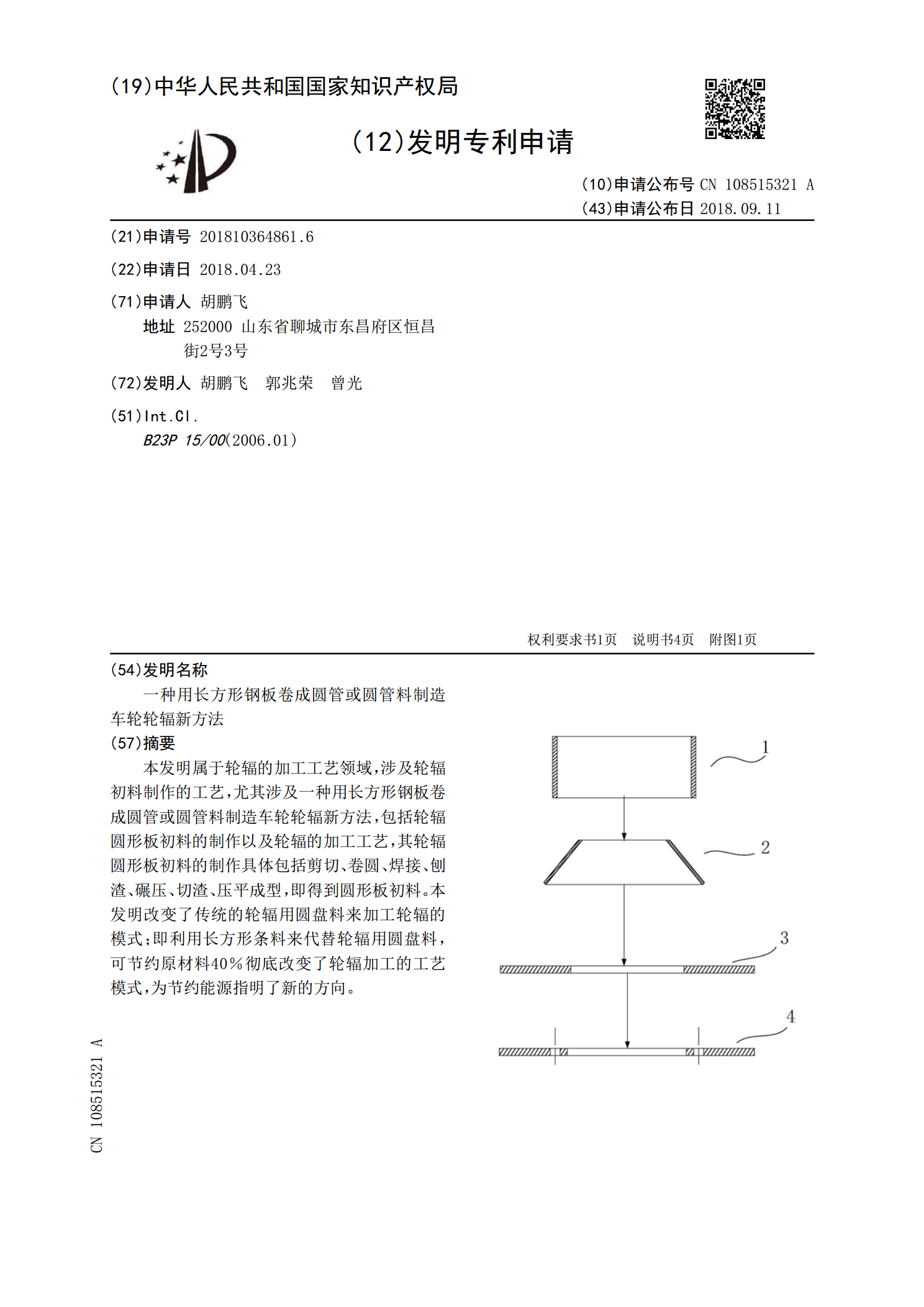
一种用长方形钢板卷成圆管或圆管料制造车轮轮辐新方法.pdf
本发明属于轮辐的加工工艺领域,涉及轮辐初料制作的工艺,尤其涉及一种用长方形钢板卷成圆管或圆管料制造车轮轮辐新方法,包括轮辐圆形板初料的制作以及轮辐的加工工艺,其轮辐圆形板初料的制作具体包括剪切、卷圆、焊接、刨渣、碾压、切渣、压平成型,即得到圆形板初料。本发明改变了传统的轮辐用圆盘料来加工轮辐的模式;即利用长方形条料来代替轮辐用圆盘料,可节约原材料40%彻底改变了轮辐加工的工艺模式,为节约能源指明了新的方向。
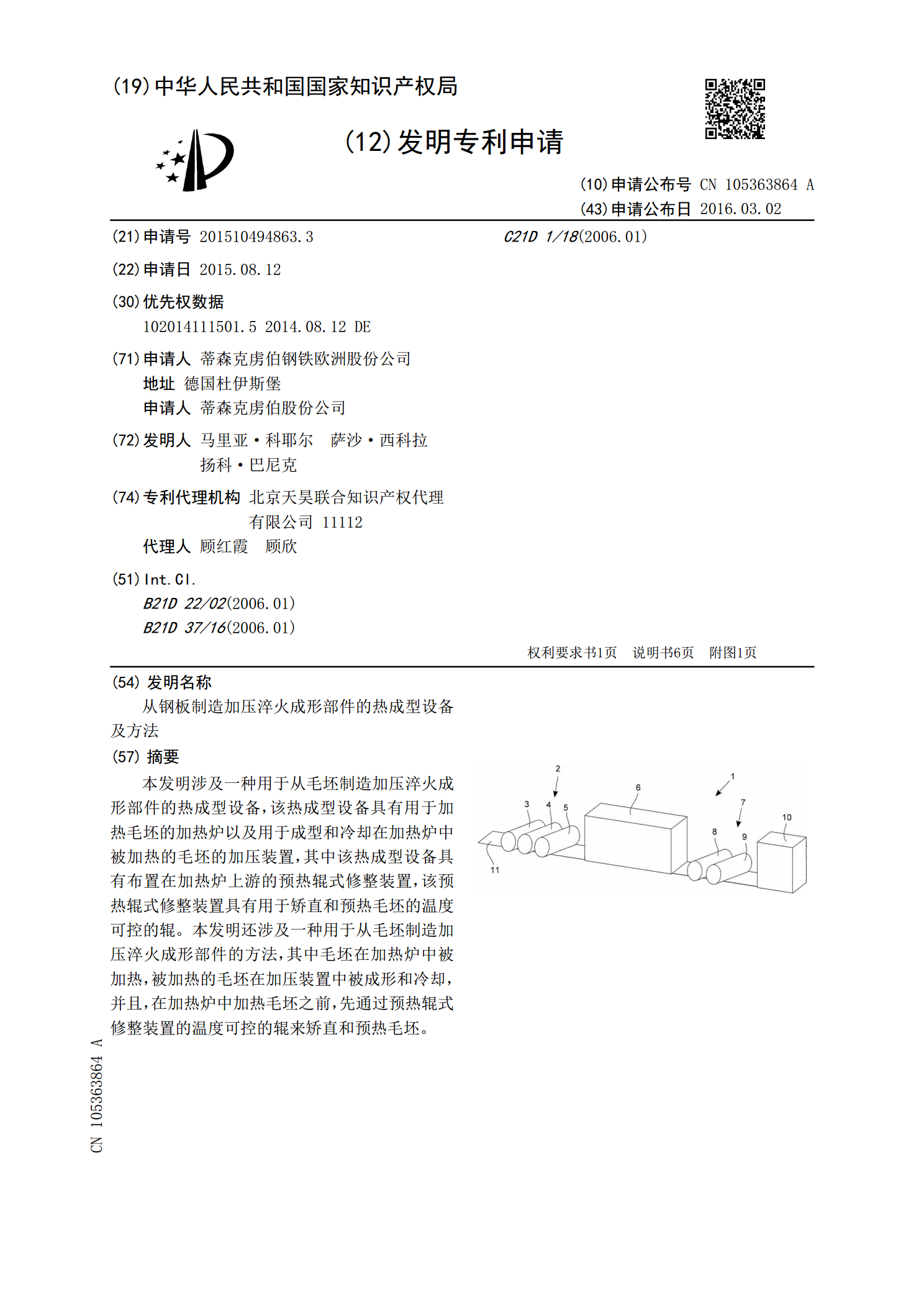
从钢板制造加压淬火成形部件的热成型设备及方法.pdf
本发明涉及一种用于从毛坯制造加压淬火成形部件的热成型设备,该热成型设备具有用于加热毛坯的加热炉以及用于成型和冷却在加热炉中被加热的毛坯的加压装置,其中该热成型设备具有布置在加热炉上游的预热辊式修整装置,该预热辊式修整装置具有用于矫直和预热毛坯的温度可控的辊。本发明还涉及一种用于从毛坯制造加压淬火成形部件的方法,其中毛坯在加热炉中被加热,被加热的毛坯在加压装置中被成形和冷却,并且,在加热炉中加热毛坯之前,先通过预热辊式修整装置的温度可控的辊来矫直和预热毛坯。