
铝合金轮毂酸洗中废酸洗槽液的资源化回用方法.pdf

一吃****福乾

1/5

2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝合金轮毂酸洗中废酸洗槽液的资源化回用方法.pdf
本发明公开了铝合金轮毂酸洗中废酸洗槽液的资源化回用方法,其包括以下步骤:1)将铝合金轮毂生产过程所产生的废酸洗槽液,通过砂滤进行过滤,去除悬浮杂质;2)过滤后的废酸洗槽液以1~15BV/h的速度通过装填有离子交换剂的固定床吸附塔,获得回用液,固定床吸附塔的工作温度为0~60℃;3)对回用液的酸浓进行调节后,作为酸洗槽液循环使用。本发明中,将阳离子交换剂应用于铝合金轮毂酸洗废水的处理与资源回收,实现了废酸的循环利用。与现有技术相比,本发明的有益效果在于:1、铝合金轮毂酸洗液可实现循环回用,不排放废酸,降低了

槽式酸洗池循环酸洗装置和方法.pdf
本发明的目的在于提供一种槽式酸洗池循环酸洗装置及一种槽式酸洗池循环酸洗方法,能够高效去除粘附在管道内外表面的锈蚀以及其他杂物,并通过对酸洗液的循环过滤重复使用,降低生产成本,减少废酸的排放,实现节能减排的实际使用效果。本发明采用浸泡酸洗、侧喷强制循环酸洗、管道内部注酸循环酸洗、管道外部喷淋酸洗工艺技术对管道进行多方位的酸洗,对锈蚀程度深、污物吸附量大、弯曲多的管道酸洗效果尤其明显,同时对酸洗循环过滤再利用、软质塑料全面覆盖的方法,达到节能减排的目的。
移动酸洗槽罩.pdf
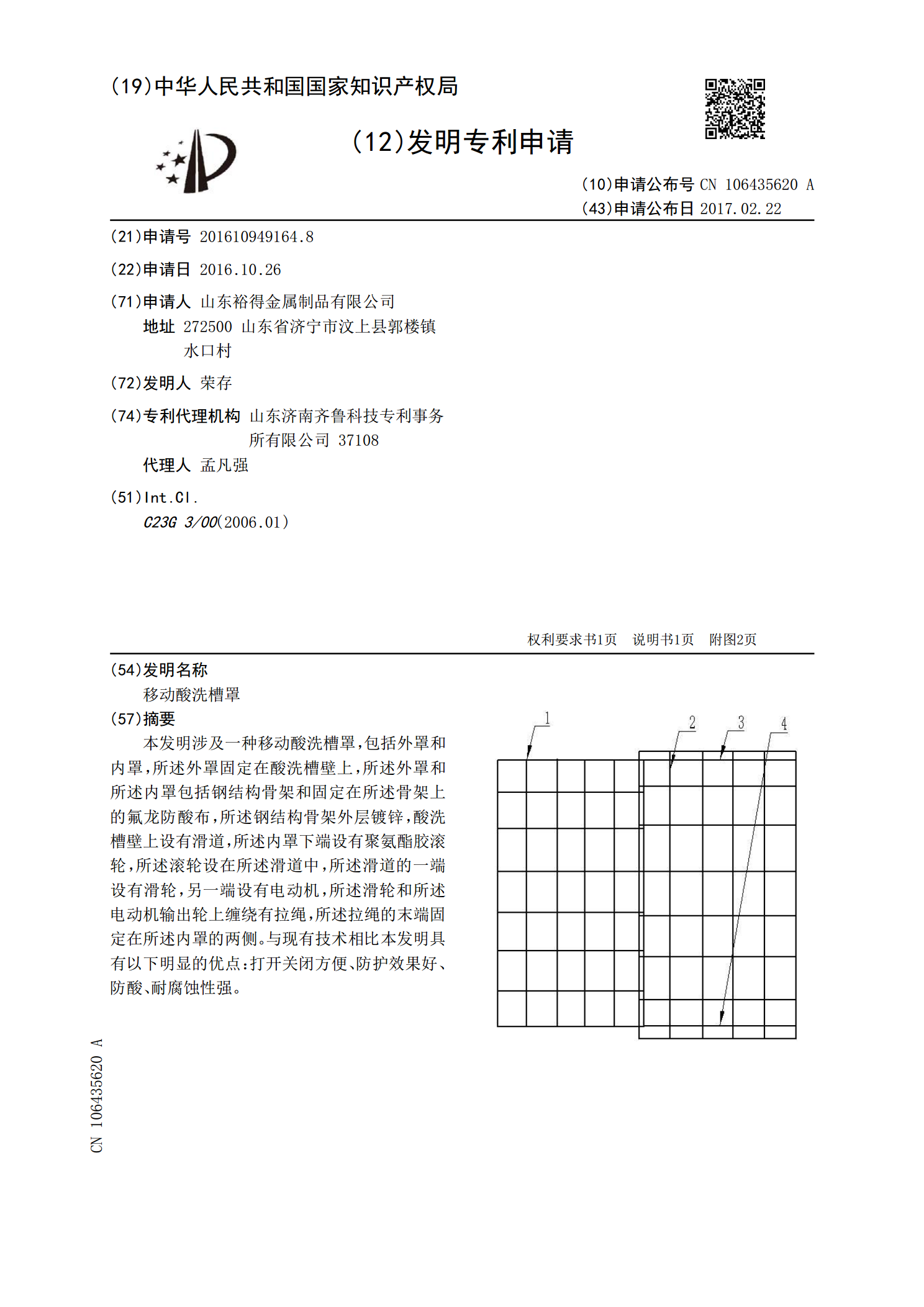
本发明涉及一种移动酸洗槽罩,包括外罩和内罩,所述外罩固定在酸洗槽壁上,所述外罩和所述内罩包括钢结构骨架和固定在所述骨架上的氟龙防酸布,所述钢结构骨架外层镀锌,酸洗槽壁上设有滑道,所述内罩下端设有聚氨酯胶滚轮,所述滚轮设在所述滑道中,所述滑道的一端设有滑轮,另一端设有电动机,所述滑轮和所述电动机输出轮上缠绕有拉绳,所述拉绳的末端固定在所述内罩的两侧。与现有技术相比本发明具有以下明显的优点:打开关闭方便、防护效果好、防酸、耐腐蚀性强。

酸洗槽的防腐技术.docx
酸洗槽的防腐技术酸洗槽的防腐技术摘要:酸洗槽是钢铁制造过程中重要的设备之一,用于去除钢铁表面的氧化物和其他杂质,提高钢铁的质量。然而,酸洗槽在长期运行中容易受到腐蚀的影响,降低其使用寿命甚至导致设备事故。因此,开发有效的酸洗槽防腐技术对于保障生产秩序和工作安全至关重要。本论文将综述目前常见的酸洗槽防腐技术,包括涂层技术、材料选择、工艺优化等,并对未来发展趋势进行了展望。关键词:酸洗槽、防腐技术、涂层技术、材料选择、工艺优化1.引言酸洗槽是钢铁制造中非常重要的设备之一,它起着去除钢铁表面氧化物和其他杂质的关

酸洗槽的防腐技术.pdf