
一种电铸金属圆管用挂具.pdf

努力****梓颖


1/10
2/10

3/10
4/10
5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种电铸金属圆管用挂具.pdf
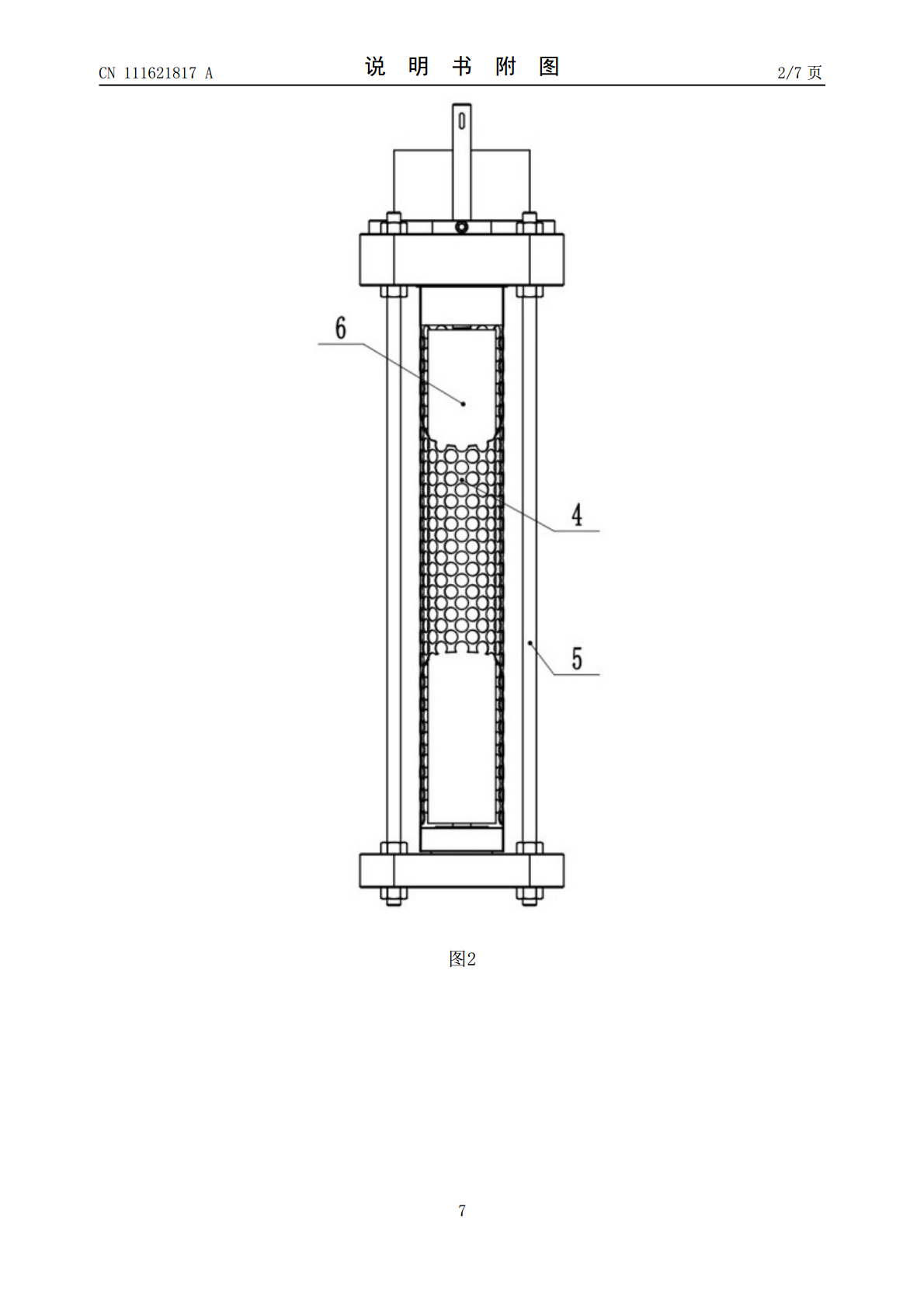
本发明专利公开了一种电铸金属圆管用挂具,属于电铸加工领域。该挂具主要包括上固定座、下固定座、引电单元、圆筒状钛网、联接杆、芯模;所述的上固定座包括上底座、轴承Ⅰ、内齿轮套;所述的下固定座包括下底座、轴承Ⅱ、导向柱;所述的引电单元包括引电架、引电轴承、引电杆、惰轮。本发明可协同提高芯模表面流场与电场分布均匀性,使得电铸层厚度分布均匀性好。本发明中的圆筒状钛网与芯模可做相对反向旋转运动,加强了对芯模附近电解液的搅拌,电铸速度更快。此外,强烈的搅拌可对芯模表面可能产生的气泡产生有效的驱离作用,使得电铸金属圆管表
一种可旋转阴极的电铸挂具.pdf
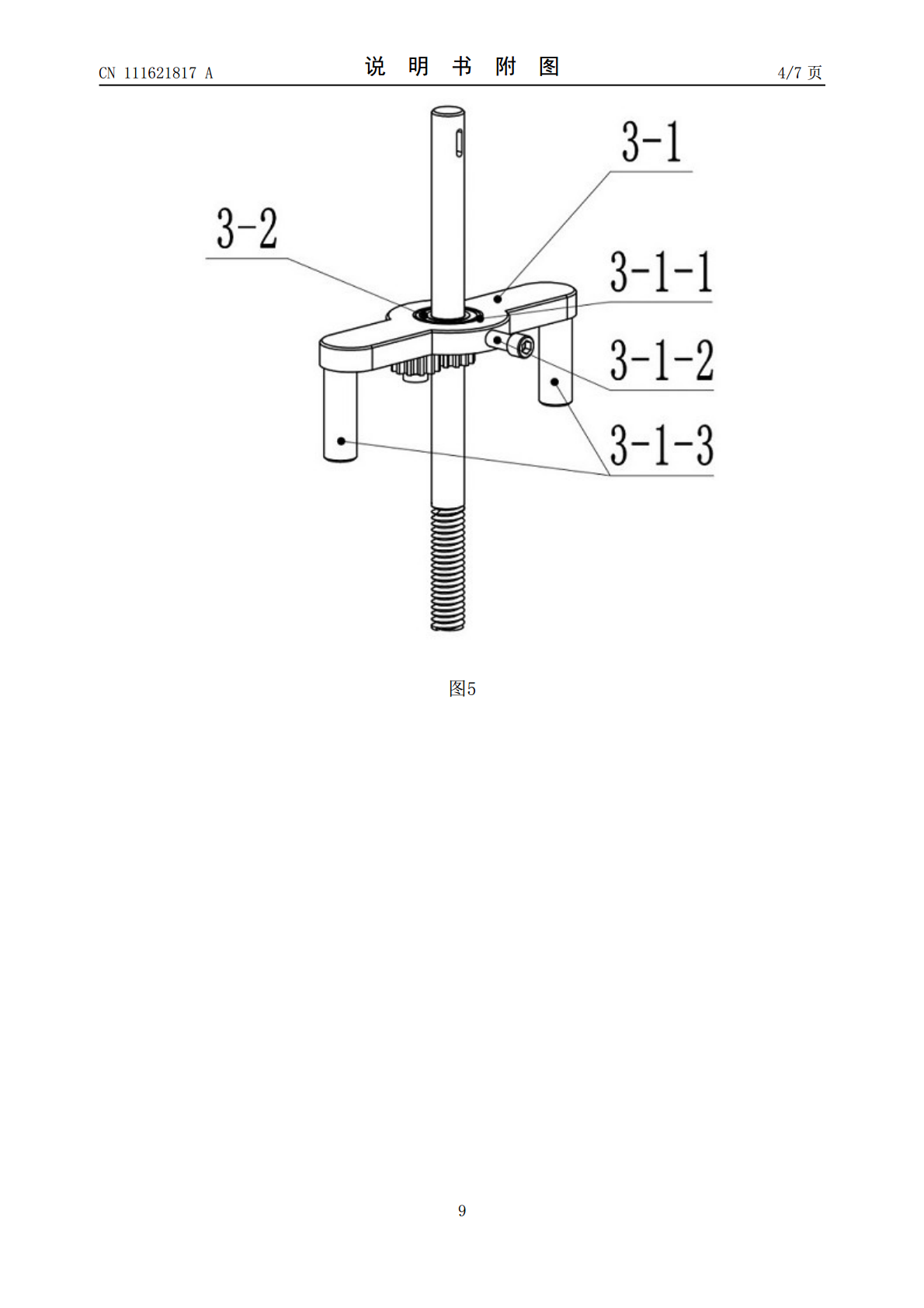
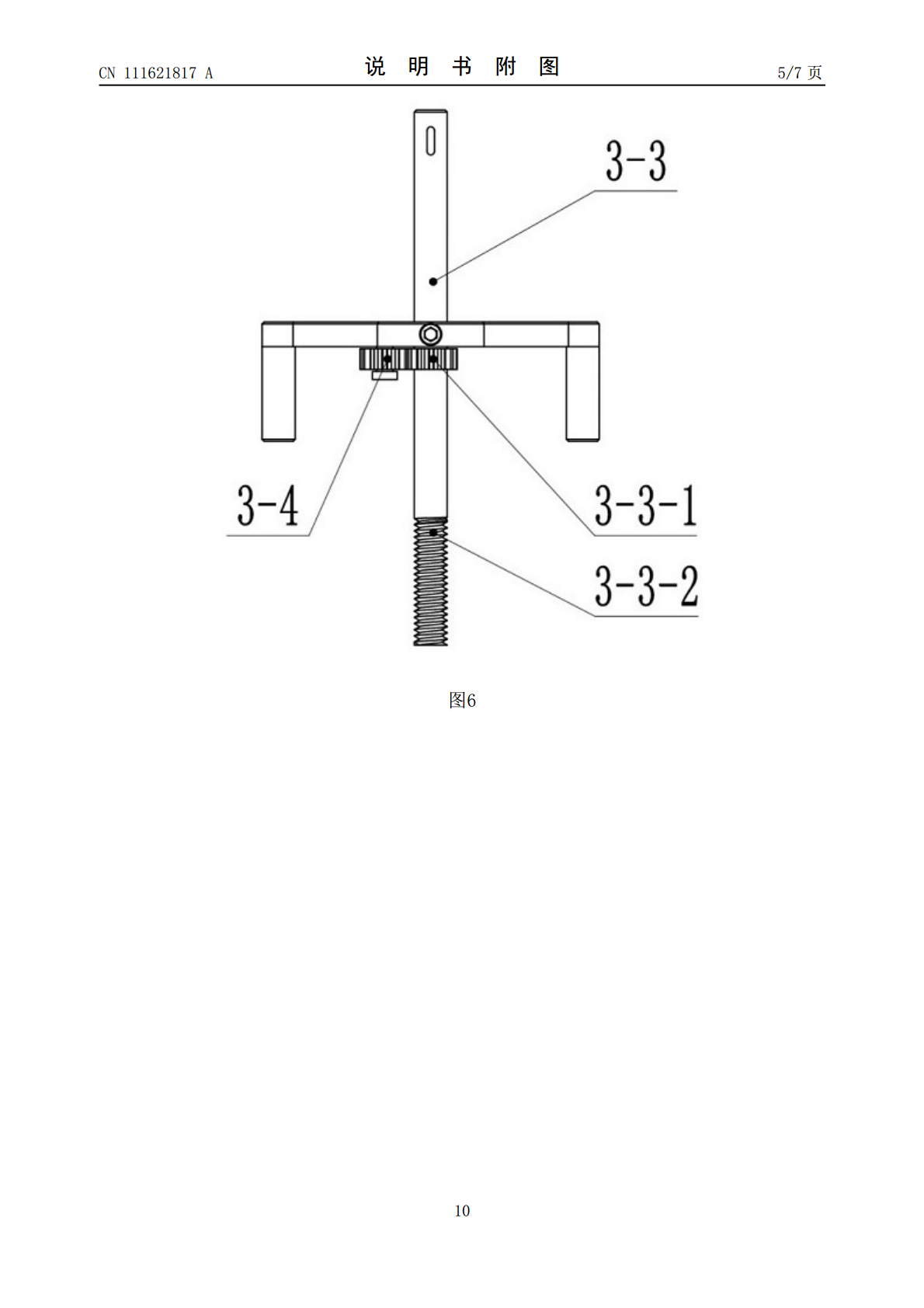
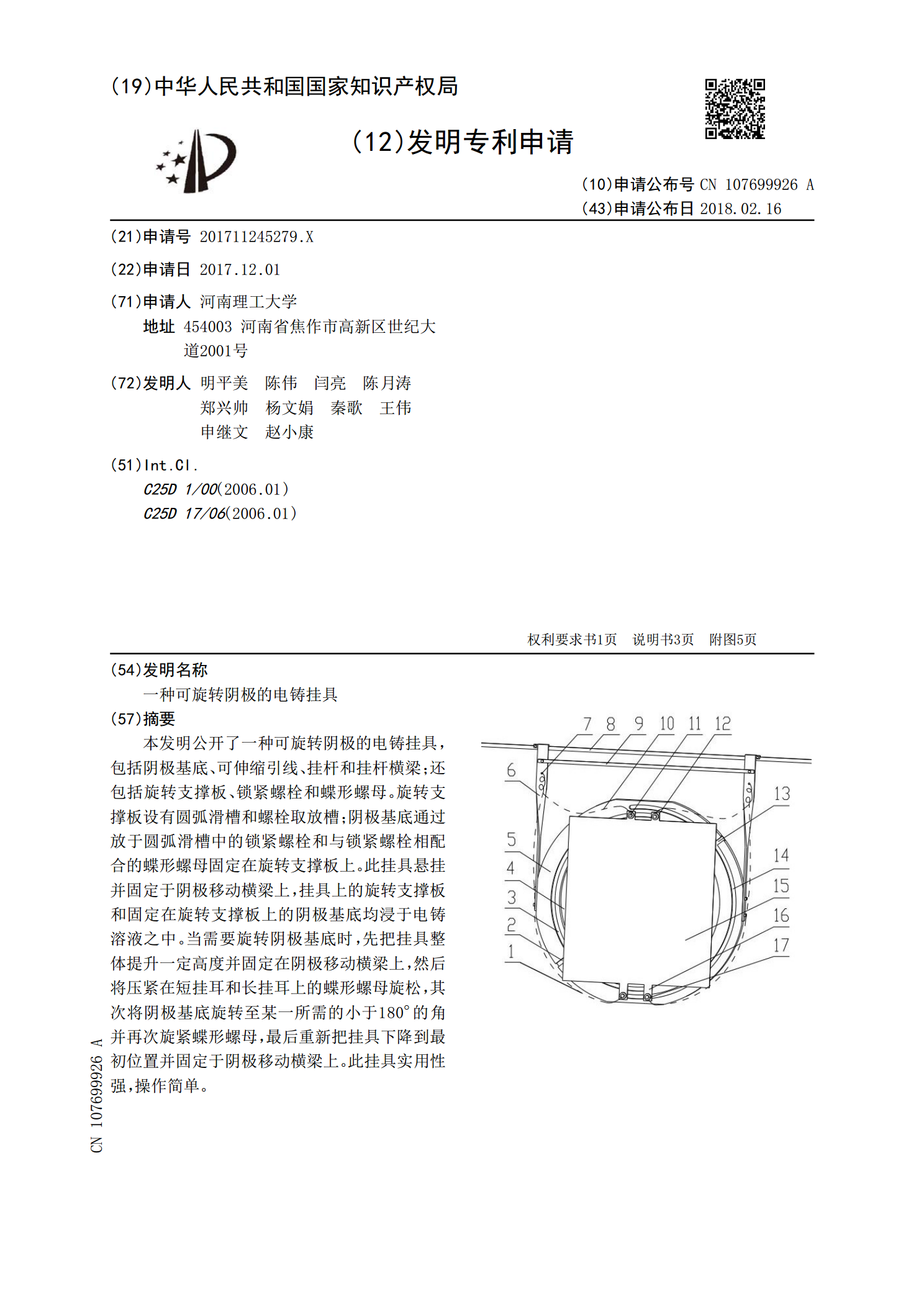
本发明公开了一种可旋转阴极的电铸挂具,包括阴极基底、可伸缩引线、挂杆和挂杆横梁;还包括旋转支撑板、锁紧螺栓和蝶形螺母。旋转支撑板设有圆弧滑槽和螺栓取放槽;阴极基底通过放于圆弧滑槽中的锁紧螺栓和与锁紧螺栓相配合的蝶形螺母固定在旋转支撑板上。此挂具悬挂并固定于阴极移动横梁上,挂具上的旋转支撑板和固定在旋转支撑板上的阴极基底均浸于电铸溶液之中。当需要旋转阴极基底时,先把挂具整体提升一定高度并固定在阴极移动横梁上,然后将压紧在短挂耳和长挂耳上的蝶形螺母旋松,其次将阴极基底旋转至某一所需的小于180°的角并再次旋紧
一种金属挂具上胶塑胶粉桶装置.pdf
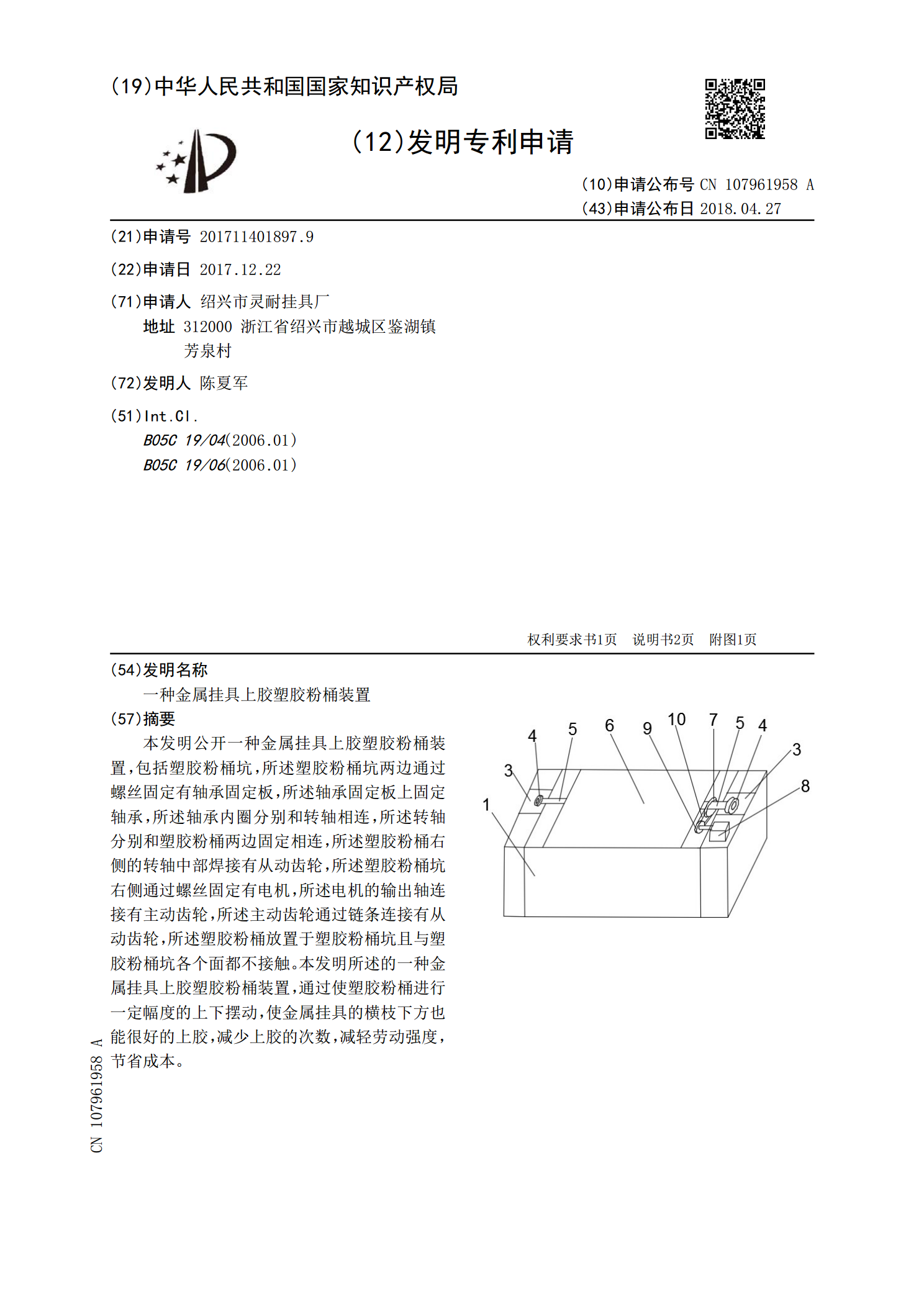
本发明公开一种金属挂具上胶塑胶粉桶装置,包括塑胶粉桶坑,所述塑胶粉桶坑两边通过螺丝固定有轴承固定板,所述轴承固定板上固定轴承,所述轴承内圈分别和转轴相连,所述转轴分别和塑胶粉桶两边固定相连,所述塑胶粉桶右侧的转轴中部焊接有从动齿轮,所述塑胶粉桶坑右侧通过螺丝固定有电机,所述电机的输出轴连接有主动齿轮,所述主动齿轮通过链条连接有从动齿轮,所述塑胶粉桶放置于塑胶粉桶坑且与塑胶粉桶坑各个面都不接触。本发明所述的一种金属挂具上胶塑胶粉桶装置,通过使塑胶粉桶进行一定幅度的上下摆动,使金属挂具的横枝下方也能很好的上胶

一种方便拆卸金属表面处理用电镀挂具.pdf
本发明公开了一种方便拆卸金属表面处理用电镀挂具,包括挂具本体,所述挂具本体顶部的两侧均固定连接有挂钩,挂钩外侧的底部开设有凹槽,凹槽内壁内侧的底部通过转轴活动连接有固定板,固定板的顶部贯穿至挂钩的内部。本发明通过设置挂具本体、挂钩、固定板、横板、复位机构、限位块、支杆、活动杆、拉簧、把手、横杆、按板、第一弹簧、支块、卡紧机构、滑杆、卡块和第二弹簧的配合使用,解决了现有的电镀挂具在拆卸时,大多是使用工具对电镀挂具进行拆卸拿取,容易造成拆卸拿取时电镀挂具倾斜偏移,导致工件碰撞损坏的问题,该方便拆卸金属表面处理
一种电镀挂具.pdf
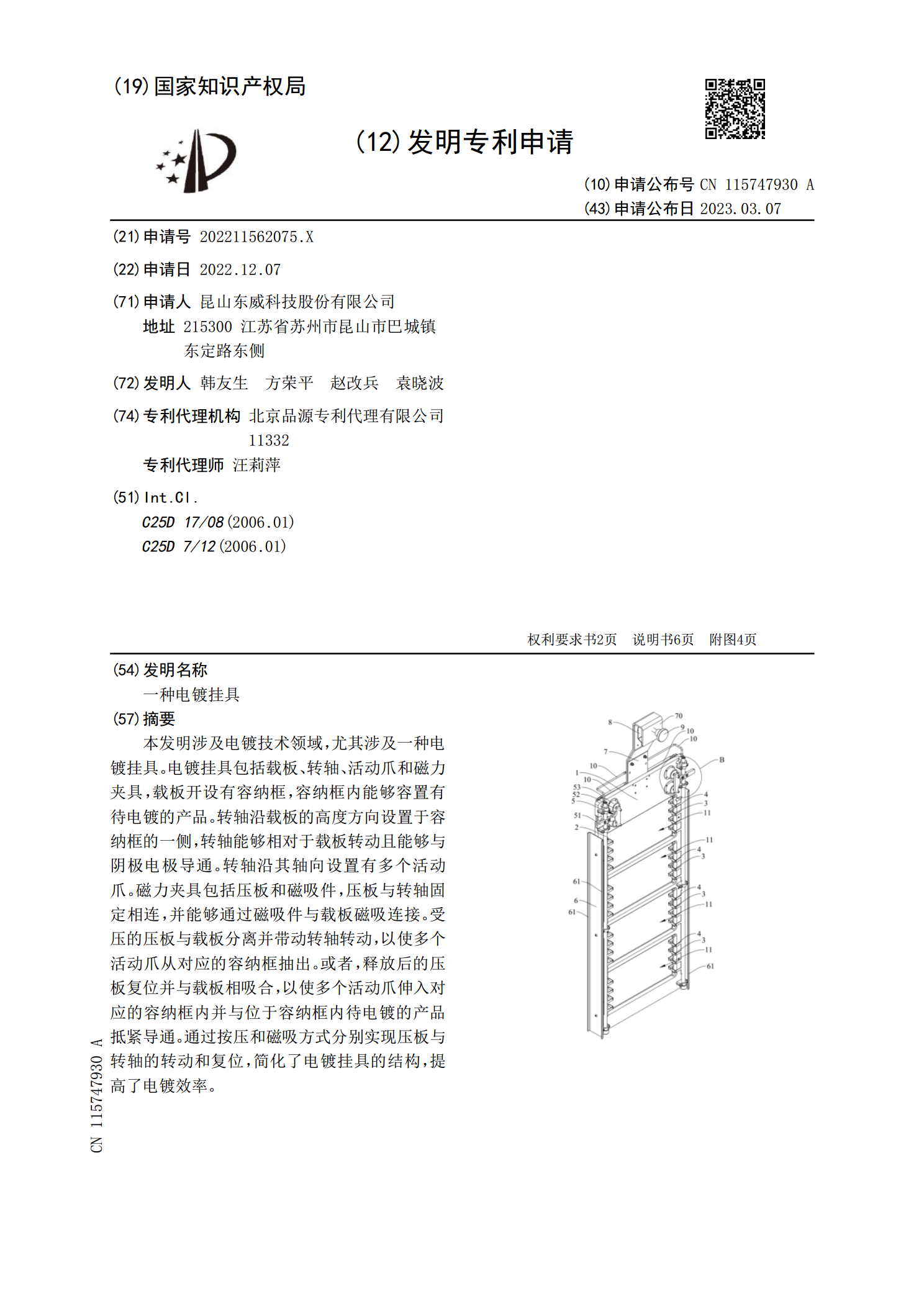
本发明涉及电镀技术领域,尤其涉及一种电镀挂具。电镀挂具包括载板、转轴、活动爪和磁力夹具,载板开设有容纳框,容纳框内能够容置有待电镀的产品。转轴沿载板的高度方向设置于容纳框的一侧,转轴能够相对于载板转动且能够与阴极电极导通。转轴沿其轴向设置有多个活动爪。磁力夹具包括压板和磁吸件,压板与转轴固定相连,并能够通过磁吸件与载板磁吸连接。受压的压板与载板分离并带动转轴转动,以使多个活动爪从对应的容纳框抽出。或者,释放后的压板复位并与载板相吸合,以使多个活动爪伸入对应的容纳框内并与位于容纳框内待电镀的产品抵紧导通。通