
一种可旋转阴极的电铸挂具.pdf

玉环****找我

1/10

2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种可旋转阴极的电铸挂具.pdf
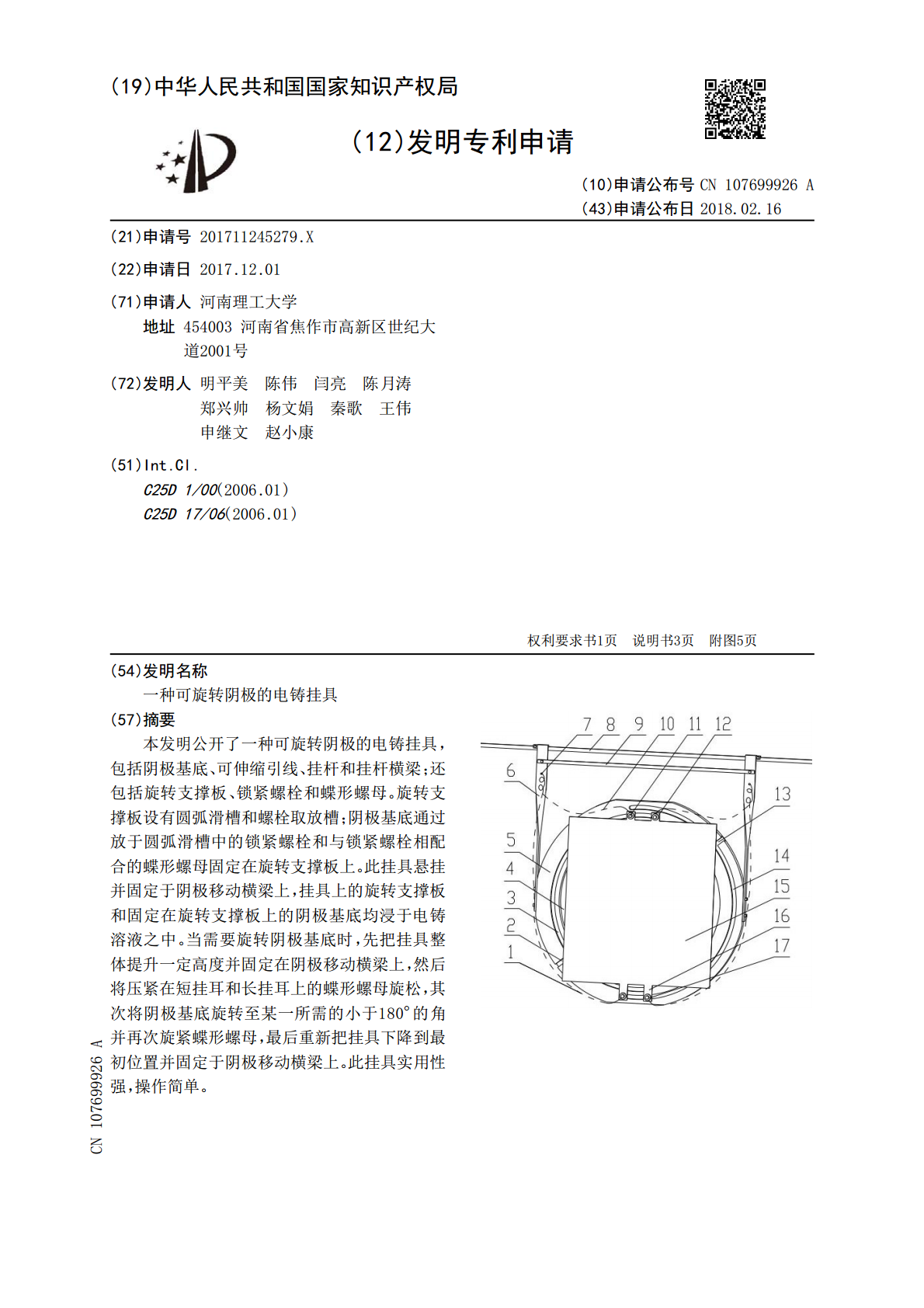
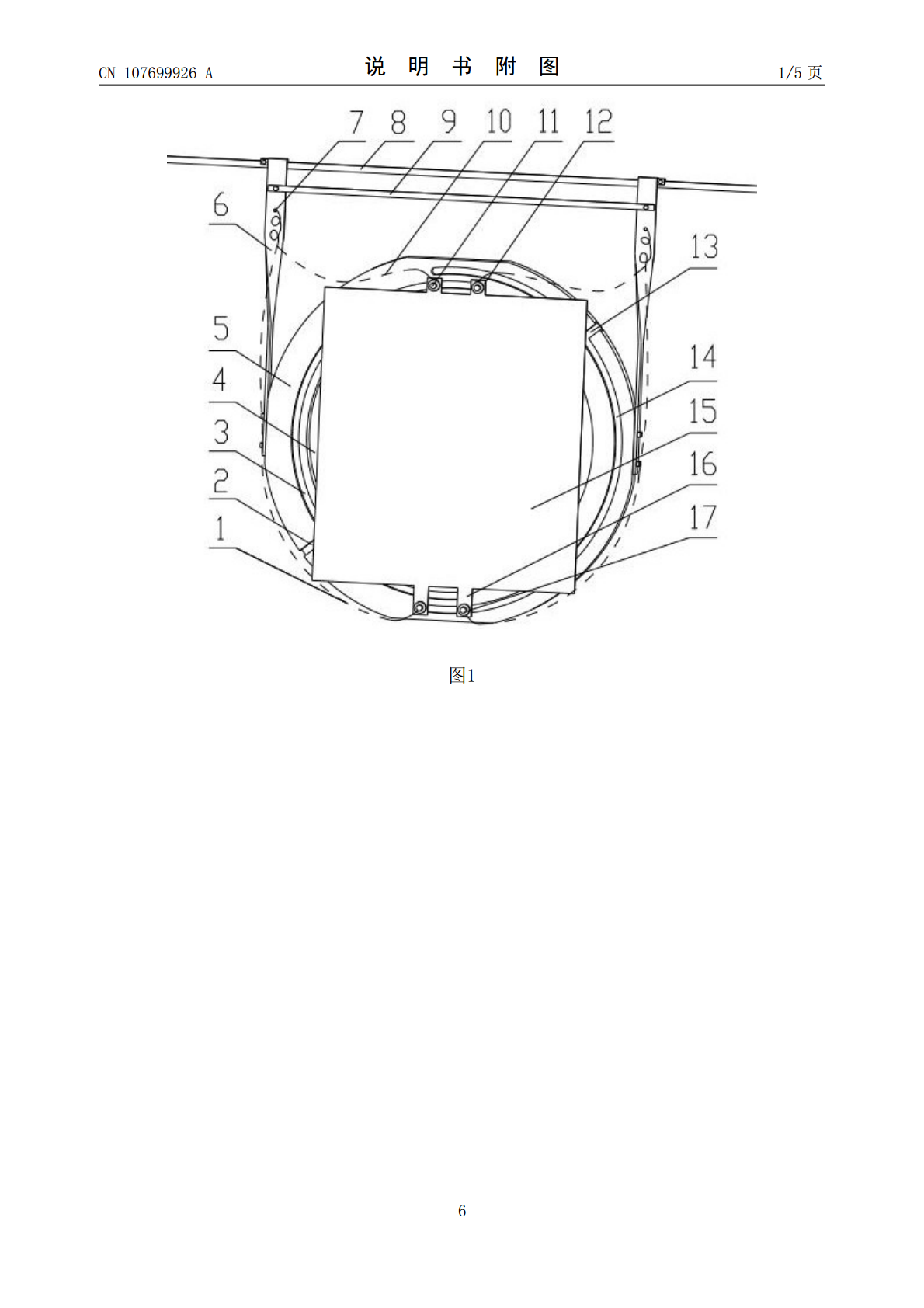
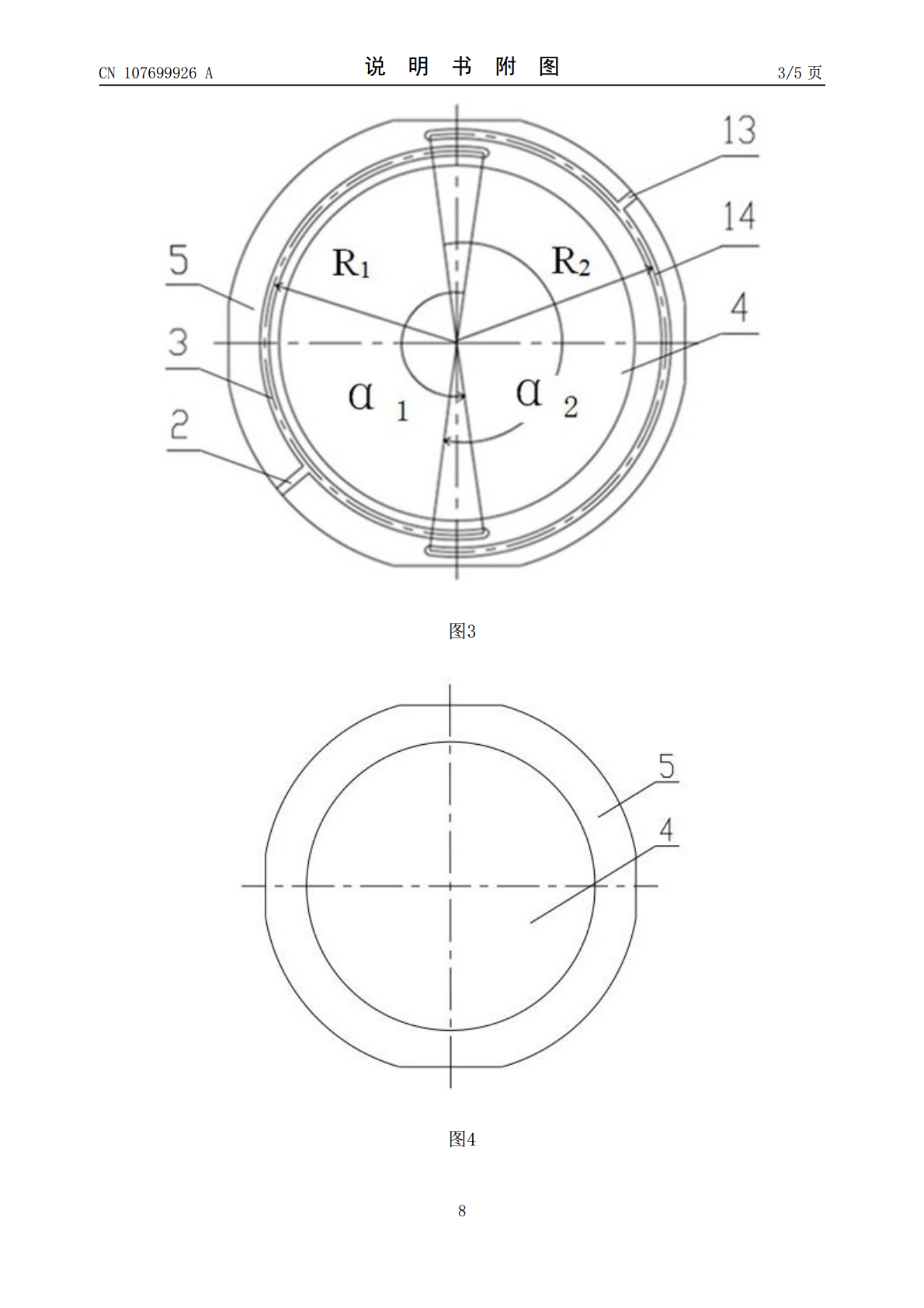
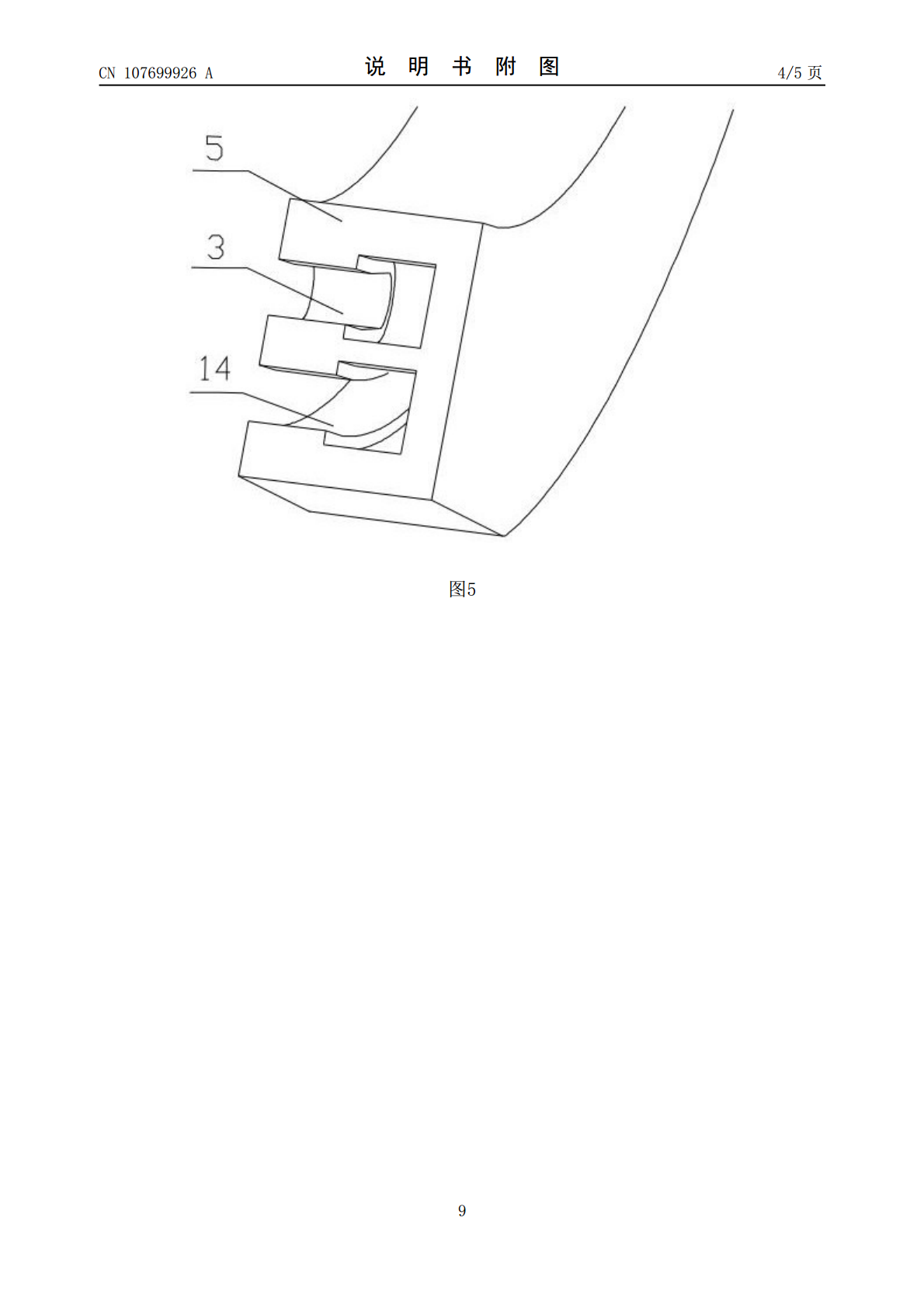
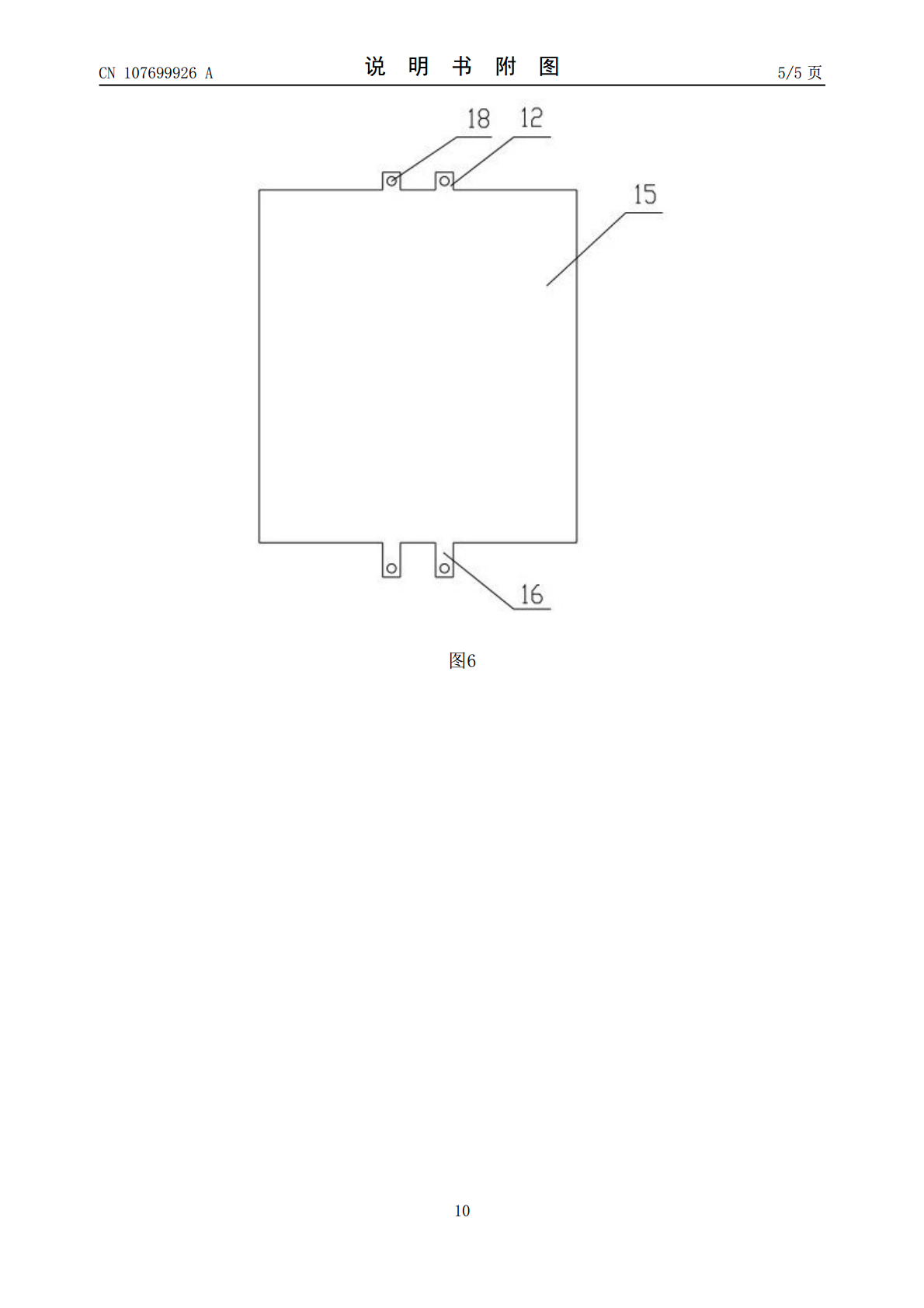
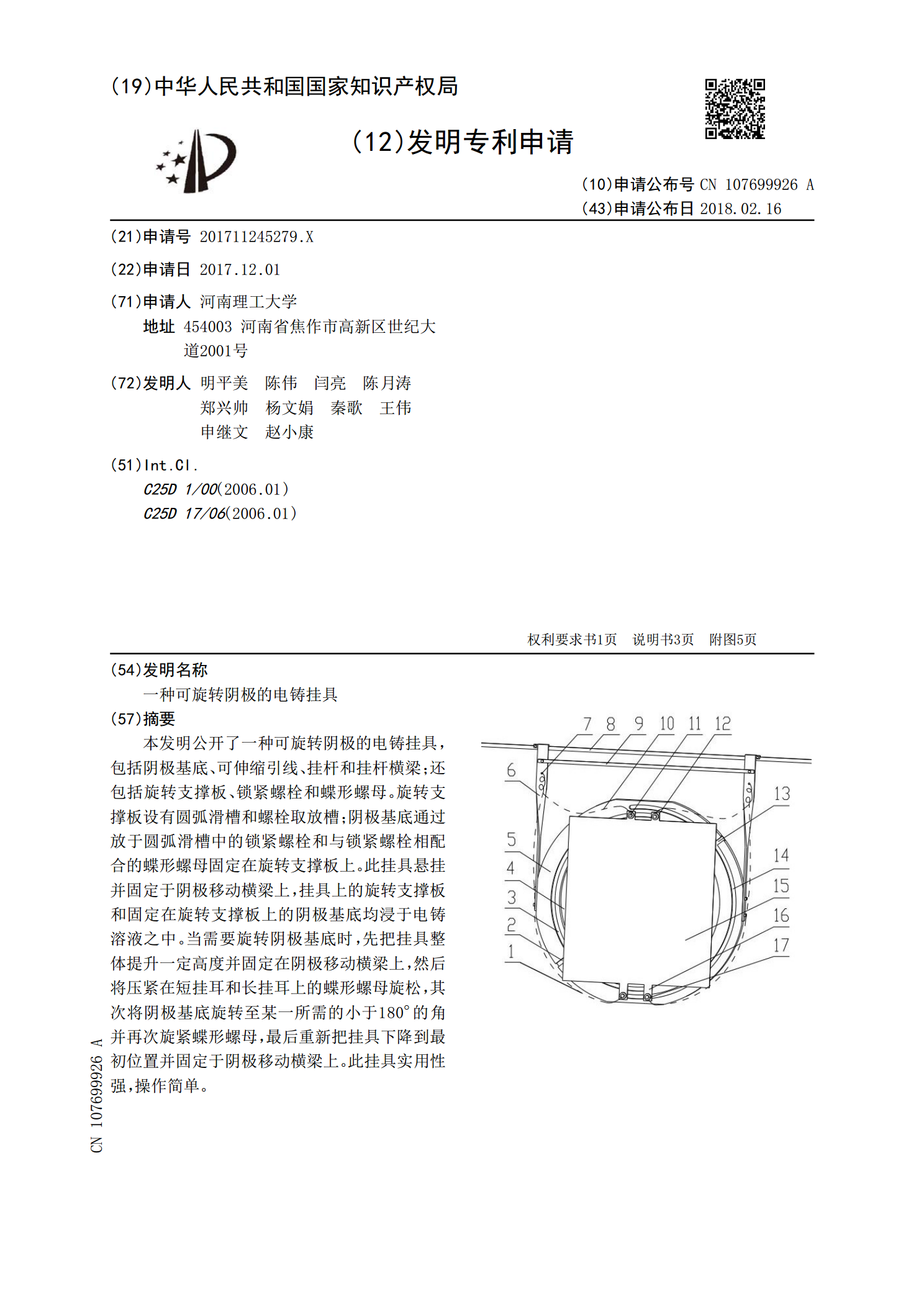
本发明公开了一种可旋转阴极的电铸挂具,包括阴极基底、可伸缩引线、挂杆和挂杆横梁;还包括旋转支撑板、锁紧螺栓和蝶形螺母。旋转支撑板设有圆弧滑槽和螺栓取放槽;阴极基底通过放于圆弧滑槽中的锁紧螺栓和与锁紧螺栓相配合的蝶形螺母固定在旋转支撑板上。此挂具悬挂并固定于阴极移动横梁上,挂具上的旋转支撑板和固定在旋转支撑板上的阴极基底均浸于电铸溶液之中。当需要旋转阴极基底时,先把挂具整体提升一定高度并固定在阴极移动横梁上,然后将压紧在短挂耳和长挂耳上的蝶形螺母旋松,其次将阴极基底旋转至某一所需的小于180°的角并再次旋紧

一种电铸金属圆管用挂具.pdf
本发明专利公开了一种电铸金属圆管用挂具,属于电铸加工领域。该挂具主要包括上固定座、下固定座、引电单元、圆筒状钛网、联接杆、芯模;所述的上固定座包括上底座、轴承Ⅰ、内齿轮套;所述的下固定座包括下底座、轴承Ⅱ、导向柱;所述的引电单元包括引电架、引电轴承、引电杆、惰轮。本发明可协同提高芯模表面流场与电场分布均匀性,使得电铸层厚度分布均匀性好。本发明中的圆筒状钛网与芯模可做相对反向旋转运动,加强了对芯模附近电解液的搅拌,电铸速度更快。此外,强烈的搅拌可对芯模表面可能产生的气泡产生有效的驱离作用,使得电铸金属圆管表
一种旋转电镀挂具.pdf
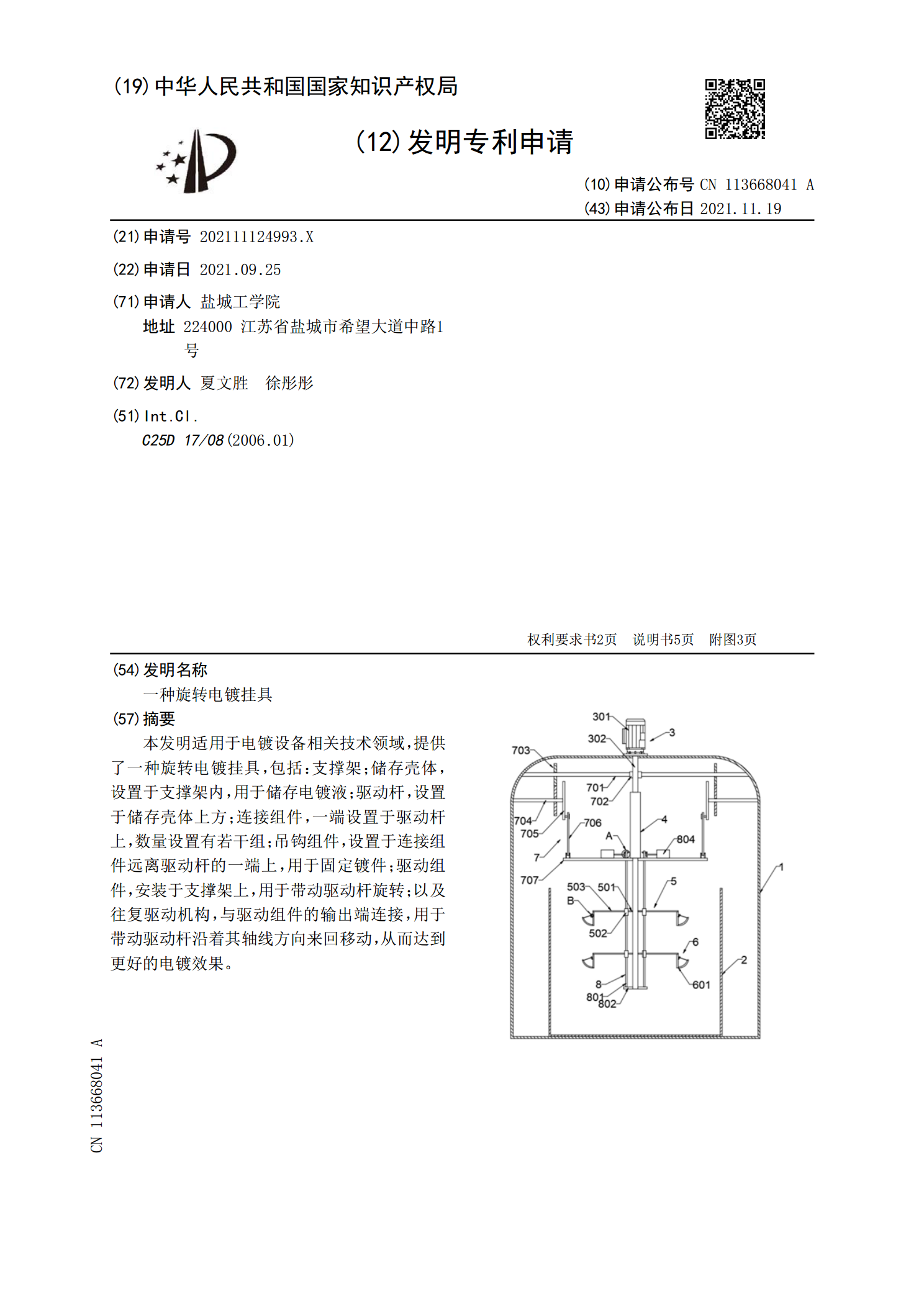
本发明适用于电镀设备相关技术领域,提供了一种旋转电镀挂具,包括:支撑架;储存壳体,设置于支撑架内,用于储存电镀液;驱动杆,设置于储存壳体上方;连接组件,一端设置于驱动杆上,数量设置有若干组;吊钩组件,设置于连接组件远离驱动杆的一端上,用于固定镀件;驱动组件,安装于支撑架上,用于带动驱动杆旋转;以及往复驱动机构,与驱动组件的输出端连接,用于带动驱动杆沿着其轴线方向来回移动,从而达到更好的电镀效果。
一种新式旋转电镀挂具.pdf
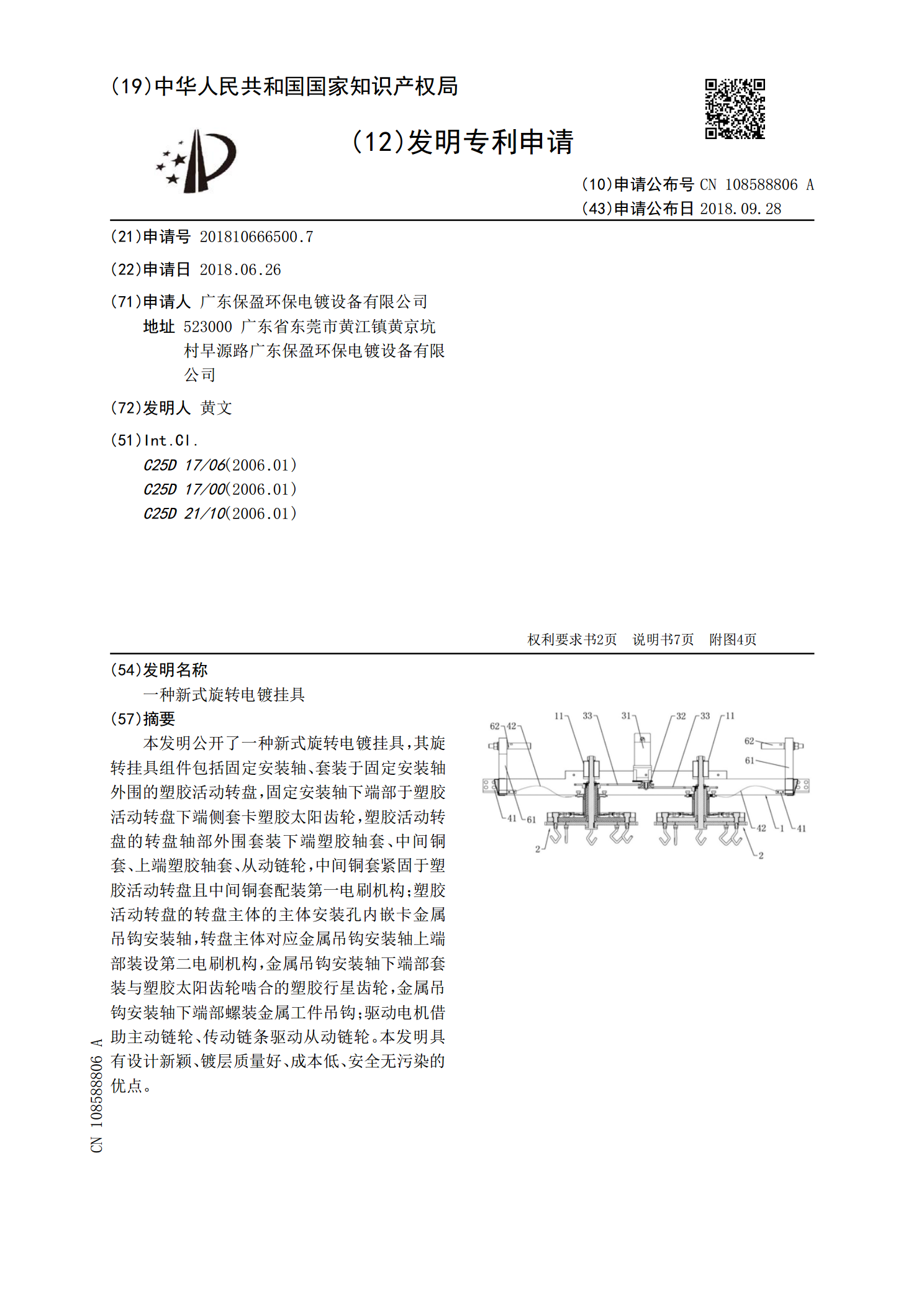
本发明公开了一种新式旋转电镀挂具,其旋转挂具组件包括固定安装轴、套装于固定安装轴外围的塑胶活动转盘,固定安装轴下端部于塑胶活动转盘下端侧套卡塑胶太阳齿轮,塑胶活动转盘的转盘轴部外围套装下端塑胶轴套、中间铜套、上端塑胶轴套、从动链轮,中间铜套紧固于塑胶活动转盘且中间铜套配装第一电刷机构;塑胶活动转盘的转盘主体的主体安装孔内嵌卡金属吊钩安装轴,转盘主体对应金属吊钩安装轴上端部装设第二电刷机构,金属吊钩安装轴下端部套装与塑胶太阳齿轮啮合的塑胶行星齿轮,金属吊钩安装轴下端部螺装金属工件吊钩;驱动电机借助主动链轮、

一种自动旋转喷漆挂具.pdf
本实用新型公开了一种自动旋转喷漆挂具,属于喷漆设备技术领域,包括驱动流道,所述喷漆挂具还包括悬挂构件,一端与所述驱动流道转动配合,用于悬挂所述的喷漆挂具并驱动所述喷漆挂具在驱动流道一侧回转,包括机架组件,装配于所述悬挂构件底部,其上布设有若干的挂架,用于悬挂待喷漆的工件,以及回转驱动组件,连接悬挂构件与所述机架组件,用于驱动所述机架组件上的挂架相对所述机架组件进行独立转动。本实用新型通过布设于所述驱动流道上的悬挂构件,能够驱动所述悬挂构件上悬挂的机架组件进行自旋,同时利用所述回转驱动组件驱动机架组件中的挂