
一种全毛精纺纯天然抗皱面料制作方法及设备.pdf

书錦****by

1/9
2/9

3/9
4/9
5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种全毛精纺纯天然抗皱面料制作方法及设备.pdf
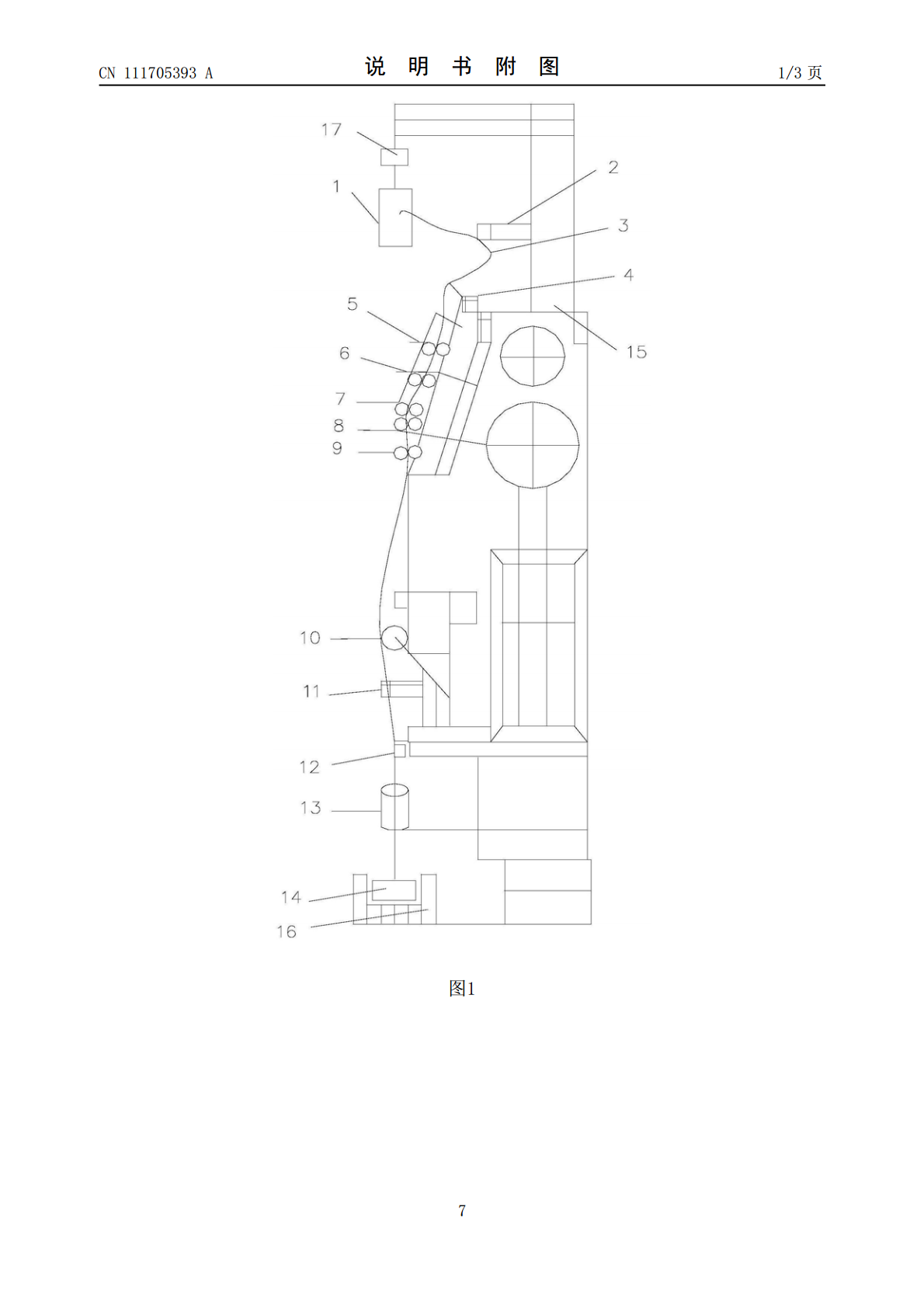
一种全毛精纺纯天然抗皱面料制作方法及设备。本制作方法是两股粗纱吊锭,从维普纺纱条筒自动喂入绕过导纱杆,输送到维普纺机工作组中,通过张力片控制平衡张力,经分纱器将粗纱分成两股后,进入到维普纺纱机的牵伸装置区域中,经后皮辊进入牵伸系统,再经中皮辊引入到前皮辊中,从前皮辊中输出的须条通过摩擦辊进入摩擦运动,给纱线加上一定的假捻,使其有一定的强力,加捻区长度为110mm;然后通过导轮组将两股纱线捻度零点错开,增加纱线清理,再经大导轮进入到张力槽中,经疵点检测槽后,再进入清纱器清纱,最后卷绕到精密筒子上,纺制成维普
一种精纺羊绒面料抗皱处理装置.pdf
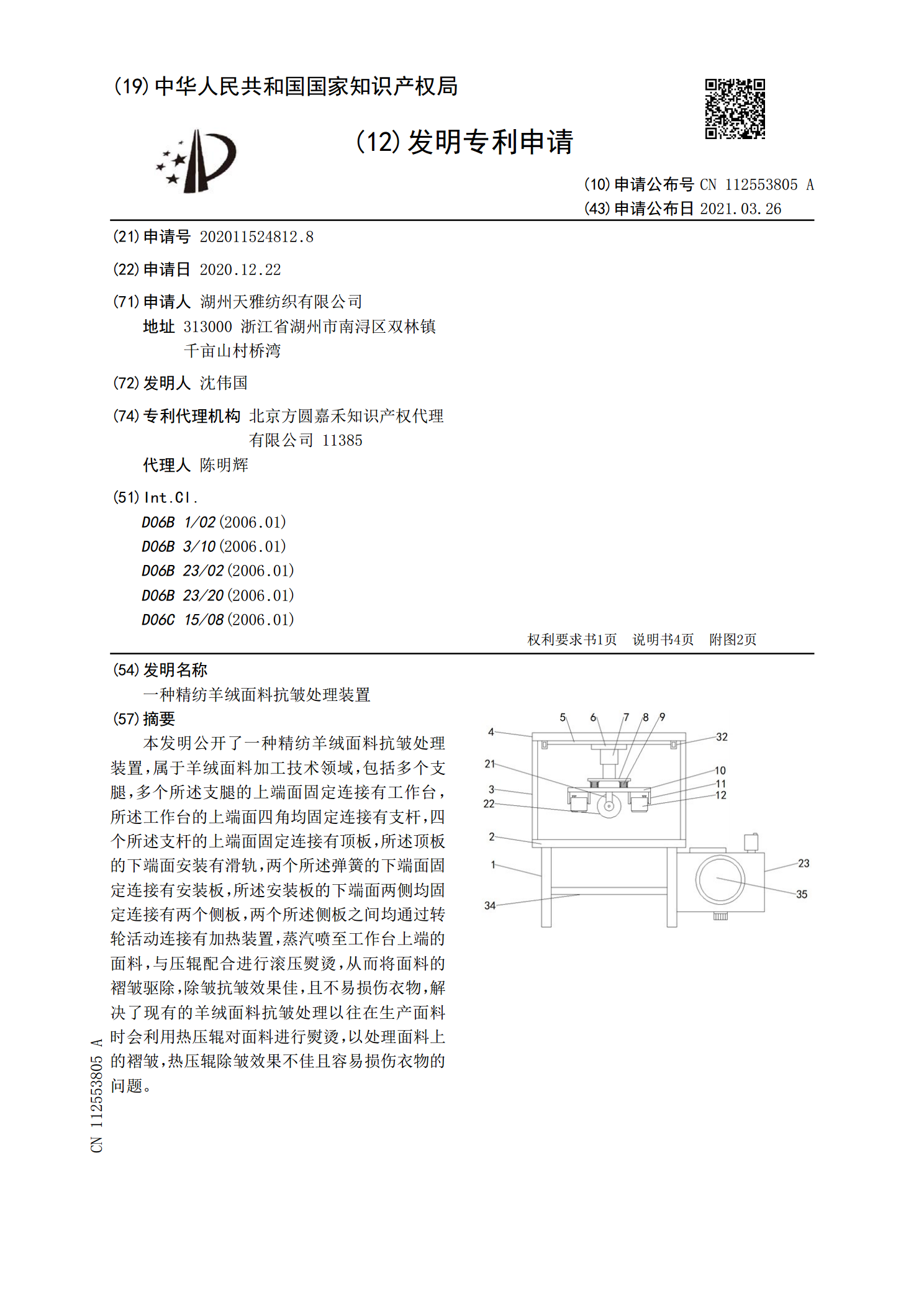
本发明公开了一种精纺羊绒面料抗皱处理装置,属于羊绒面料加工技术领域,包括多个支腿,多个所述支腿的上端面固定连接有工作台,所述工作台的上端面四角均固定连接有支杆,四个所述支杆的上端面固定连接有顶板,所述顶板的下端面安装有滑轨,两个所述弹簧的下端面固定连接有安装板,所述安装板的下端面两侧均固定连接有两个侧板,两个所述侧板之间均通过转轮活动连接有加热装置,蒸汽喷至工作台上端的面料,与压辊配合进行滚压熨烫,从而将面料的褶皱驱除,除皱抗皱效果佳,且不易损伤衣物,解决了现有的羊绒面料抗皱处理以往在生产面料时会利用热压

一种全毛高弹、机可洗、抗皱、防水面料的制作方法.pdf
一种全毛高弹、机可洗、抗皱、防水面料的制作方法。本制作方法首先进行高弹性整理,到染缸处理,同时加入弹性整理剂,用量在布重的8‑12%,在85℃温度下处理30分钟,同时染缸出布后走双煮工序,减少精纺毛织物的经向弹性,同时烘干时加大上机超喂,超喂在15%,接下来在蒸汽烘干机上做机可洗整理,加大超喂上机,上机超喂仍然在15%,做完可机洗整理后进行高温烘焙,机可洗整理和抗皱整理复配使用,2浸2轧,成膜定形温度为175℃处理3分钟;最后是防水整理,防水整理时加入渗透剂,防水采用2浸2轧的方法,做完后进行高温烘焙,超

一种全毛可机洗精纺浓黑绒面面料的加工方法.pdf
本发明提供了一种全毛可机洗精纺浓黑绒面面料的加工方法,过程为:羊毛纤维经染色、纺纱、织造,获得坯布;坯布经染整工序处理后,获得可机洗浓黑绒面面料;其中,染整工序包括坯布连煮及辊烘、缩呢、开幅、联煮、烘干、中检、熟修、剪毛、连蒸、罐蒸、联煮、丝光、洗呢、手工开幅、联煮、烘干、染缸、开幅、联煮、烘干、中检、烘干可机洗、烘焙、剪毛、连蒸、罐蒸、预缩、成品。使用本发明提供的加工方法获得的面料,连续机洗5次后,面料外观无明显变化,尺寸变化率优于国标GB/T8629‑2017(经向≥‑2.5,纬向≥‑2.0)标准,起
一种色织全真丝抗皱衬衫面料的制作方法.pdf
本发明属于纺织领域,尤其是涉及一种色织全真丝抗皱衬衫面料的制作方法。所述制作方法依次包括以下步骤:(1)纱线选择;(2)PE包浆;(3)织造;(4)热水浸缸脱浆;(5)过水柔软整理;(6)烘干拉幅;(7)液氨整理;(8)拉幅定型;(9)验装。本发明所提供的制作方法采用超高支数绢丝进行PE包浆后进行织造,再进行过水柔软整理,再进行液氨整理,令纯真丝织物获得极佳的抗皱性,同时保留了100%纯桑蚕丝面料既有的特性,且手感滑糯,光泽感、垂坠性好,观赏性佳,有较好的自然弹性,抗劈裂性和抗皱性能力强,且本面料属于全真