
一种真空泵组件、真空泵及其生产和使用方法.pdf

Jo****63

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种真空泵组件、真空泵及其生产和使用方法.pdf
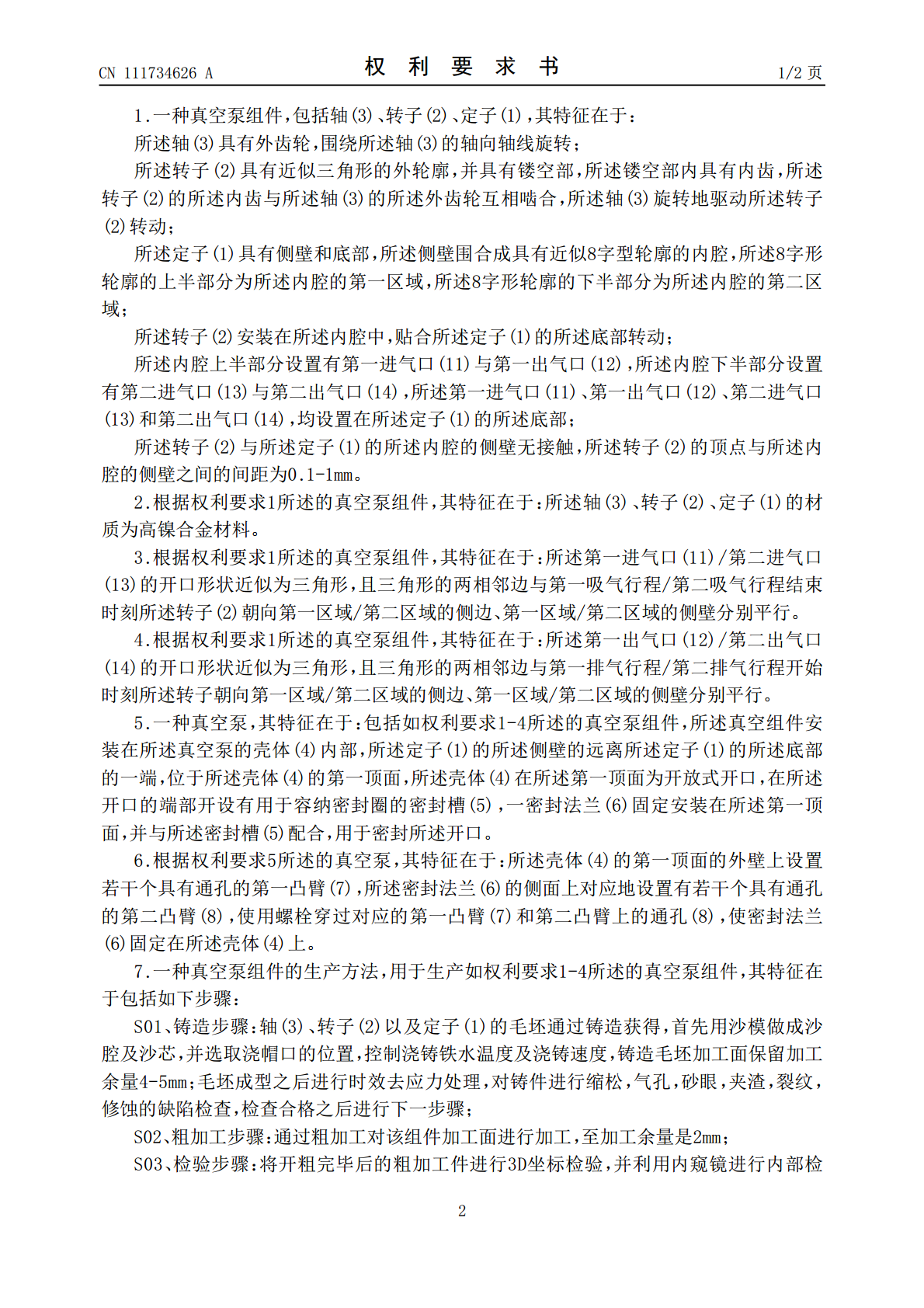
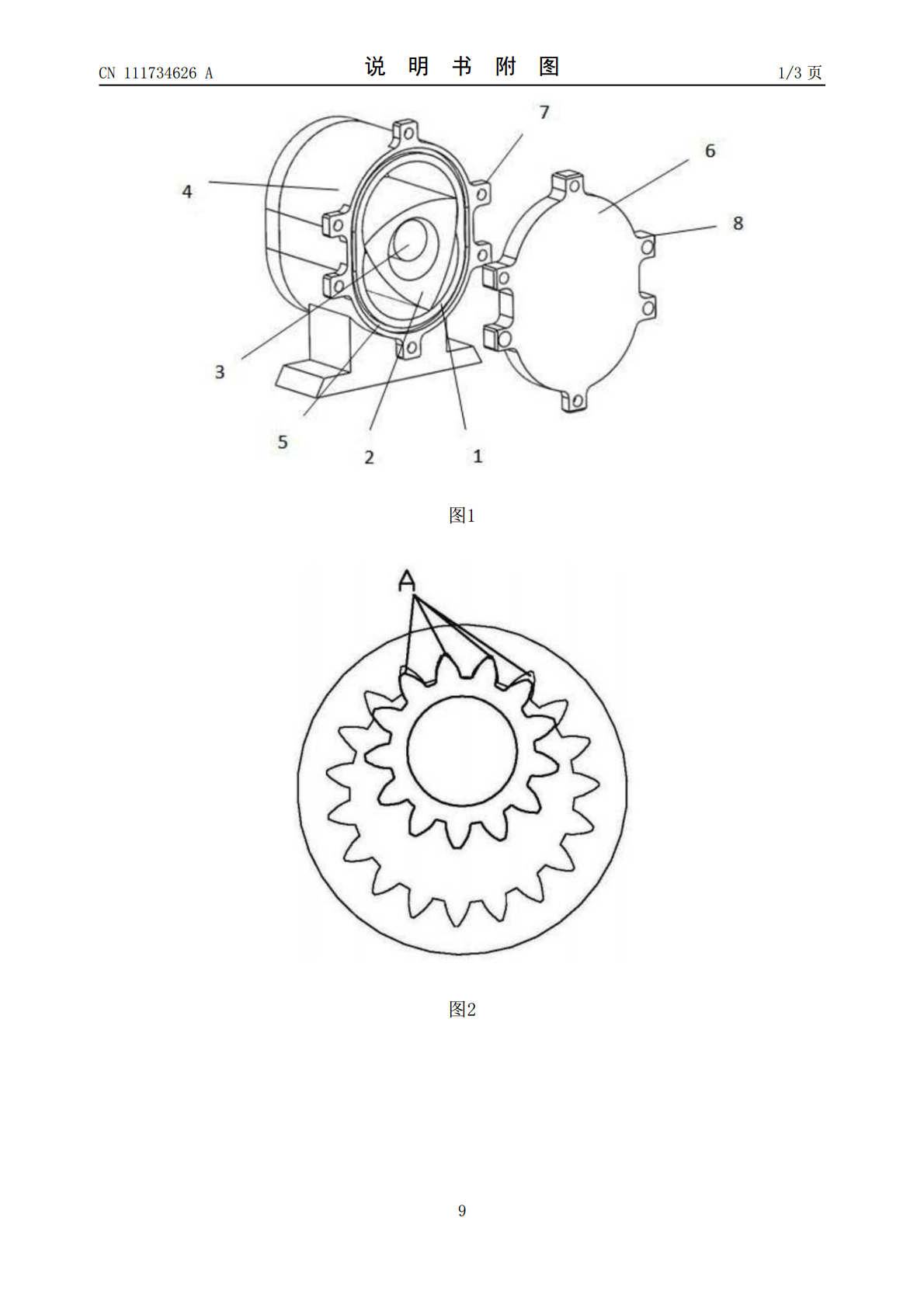
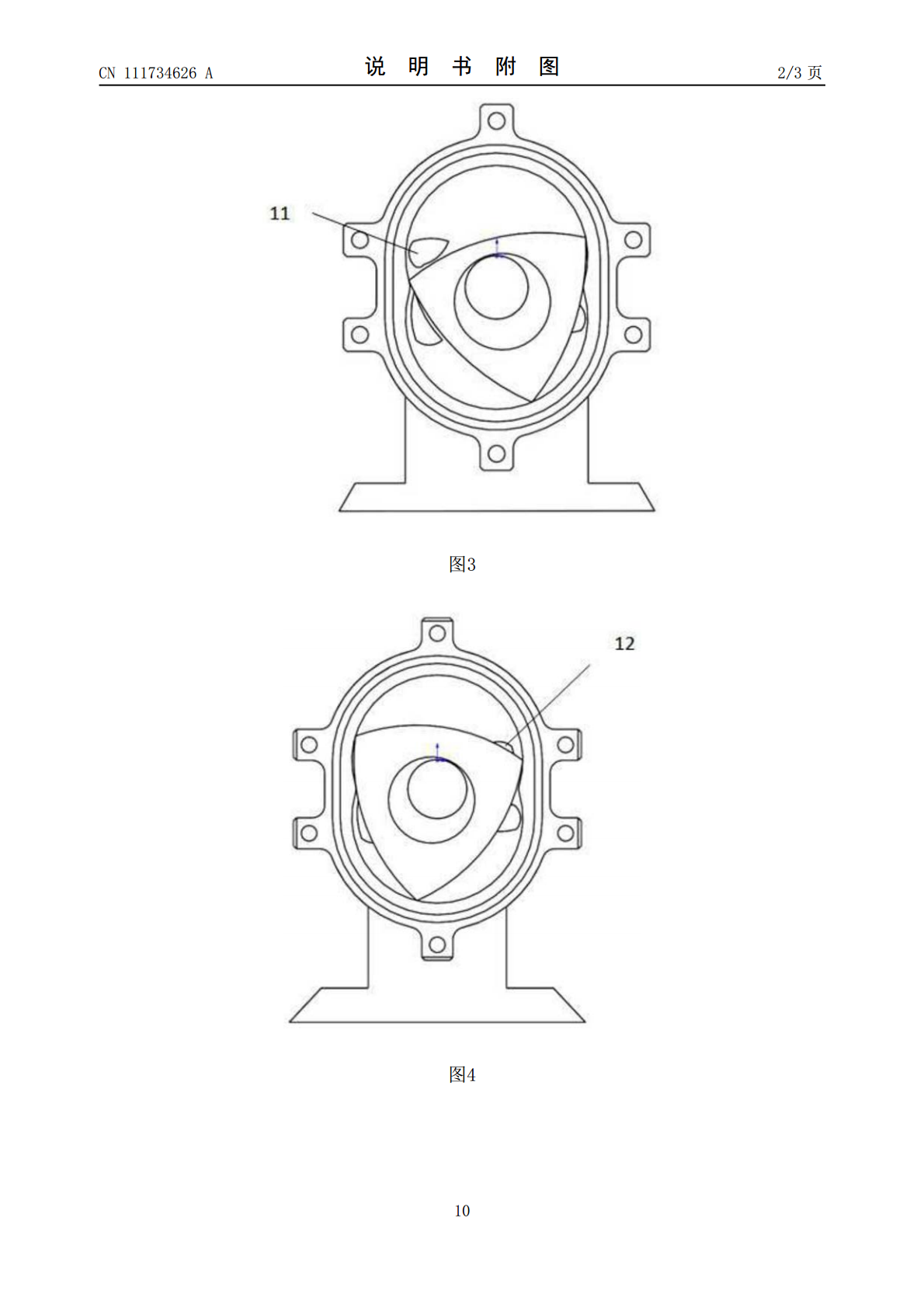
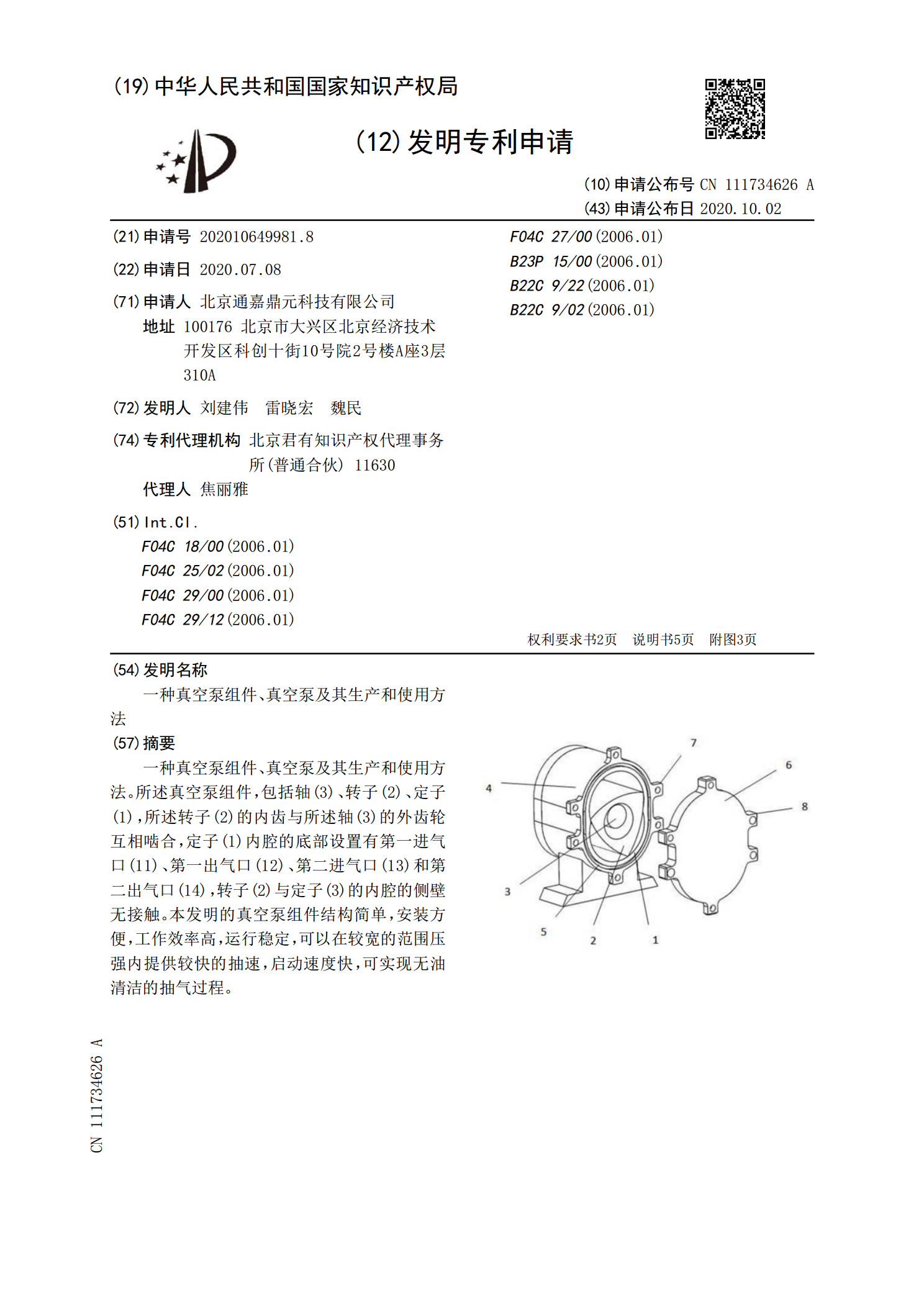
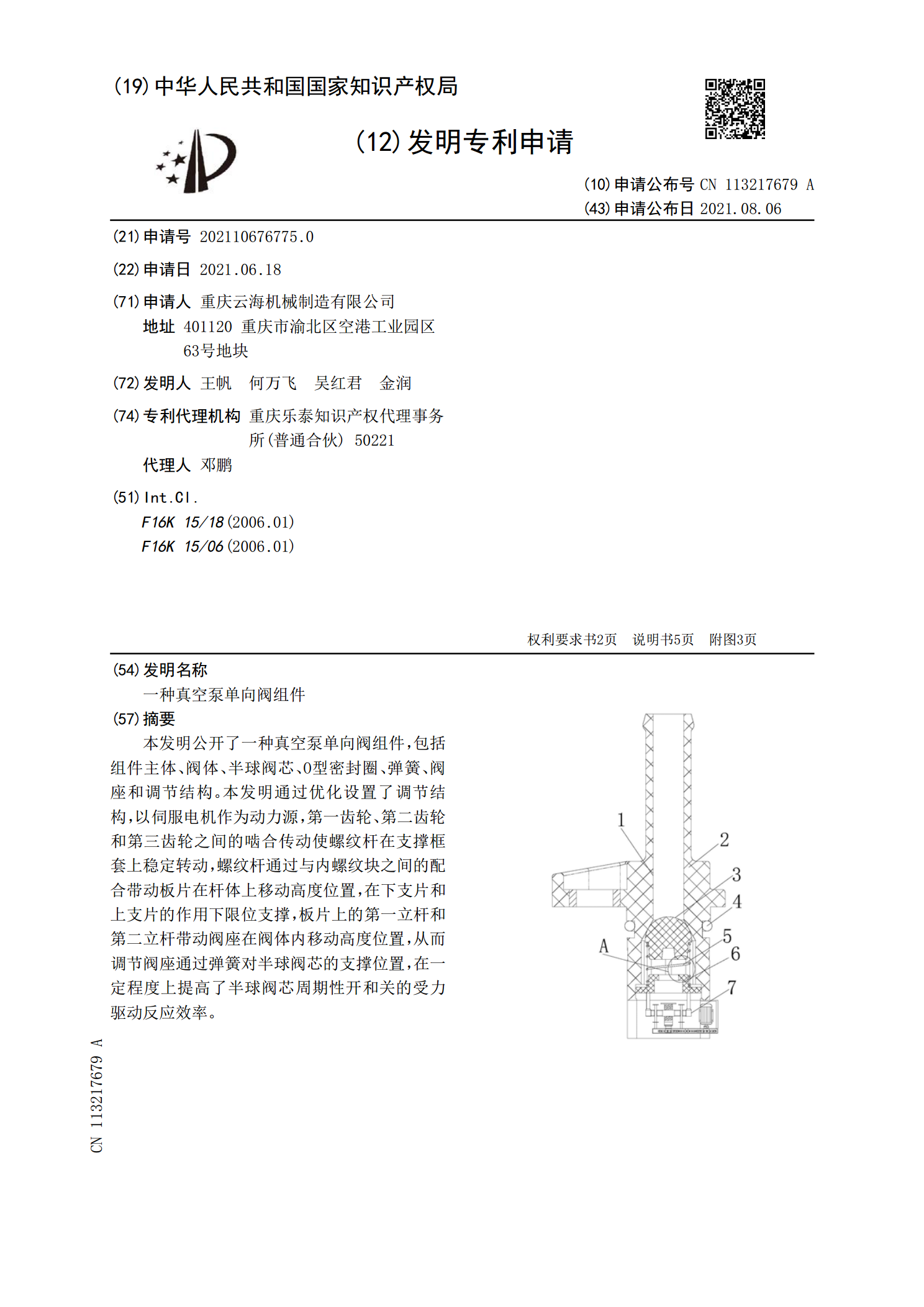
一种真空泵组件、真空泵及其生产和使用方法。所述真空泵组件,包括轴(3)、转子(2)、定子(1),所述转子(2)的内齿与所述轴(3)的外齿轮互相啮合,定子(1)内腔的底部设置有第一进气口(11)、第一出气口(12)、第二进气口(13)和第二出气口(14),转子(2)与定子(3)的内腔的侧壁无接触。本发明的真空泵组件结构简单,安装方便,工作效率高,运行稳定,可以在较宽的范围压强内提供较快的抽速,启动速度快,可实现无油清洁的抽气过程。

转子及其加工方法、泵体组件及其加工方法和真空泵.pdf
本发明提供了一种转子及其加工方法、泵体组件及其加工方法和真空泵,其中,转子的加工方法,依次包括以下步骤:对符合第一条件的转子毛坯的第一加工面进行粗加工,使第一加工面留有2mm的加工余量;对符合第二条件的转子毛坯的第二加工面进行半精加工,使第二加工面留有0.2mm的加工余量;通过磨削的方式对转子毛坯进行精加工,在精加工的过程中,使转子毛坯的转轴的圆跳动为0.012mm,表面光洁度为0.8μm,转子毛坯的叶片相对于转子毛坯的转轴的垂直度为0.02mm;对转子毛坯进行动平衡测量,筛选出符合动平衡标准的转子毛坯,
一种真空泵单向阀组件.pdf
本发明公开了一种真空泵单向阀组件,包括组件主体、阀体、半球阀芯、O型密封圈、弹簧、阀座和调节结构。本发明通过优化设置了调节结构,以伺服电机作为动力源,第一齿轮、第二齿轮和第三齿轮之间的啮合传动使螺纹杆在支撑框套上稳定转动,螺纹杆通过与内螺纹块之间的配合带动板片在杆体上移动高度位置,在下支片和上支片的作用下限位支撑,板片上的第一立杆和第二立杆带动阀座在阀体内移动高度位置,从而调节阀座通过弹簧对半球阀芯的支撑位置,在一定程度上提高了半球阀芯周期性开和关的受力驱动反应效率。
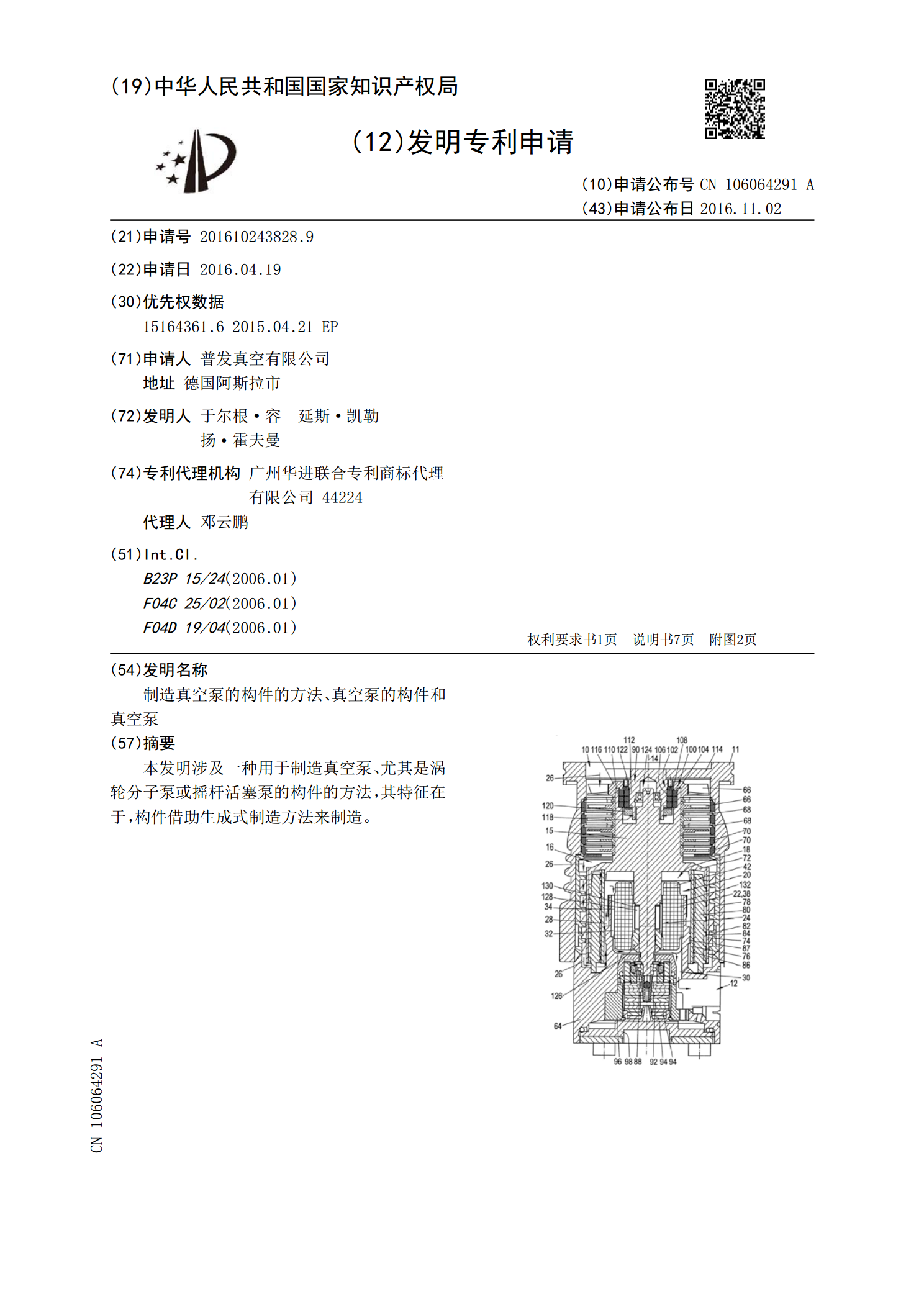
制造真空泵的构件的方法、真空泵的构件和真空泵.pdf
本发明涉及一种用于制造真空泵、尤其是涡轮分子泵或摇杆活塞泵的构件的方法,其特征在于,构件借助生成式制造方法来制造。

一种干式螺杆真空泵的螺杆组件.pdf
本发明公开了一种干式螺杆真空泵的螺杆组件,通过固定组件将主动螺杆和从动螺杆固定安装于泵壳内,减少主动螺杆和从动螺杆之间相对位置发生偏移的可能,从而提高了干式螺杆真空泵的工作效率,其包括:带有第一螺纹部的主动螺杆;带有第二螺纹部的从动螺杆;所述第一螺纹部与第二螺纹部旋向相反,且两者互为啮合设置;固定组件,所述固定组件设有两个并连接于泵壳内,所述主动螺杆首尾端以及所述从动螺杆螺杆首尾端一一对应连接于所述固定组件上。