
电解铣削-电解机械复合铣削一体化加工工具及方法.pdf

雨巷****碧易

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
电解铣削-电解机械复合铣削一体化加工工具及方法.pdf
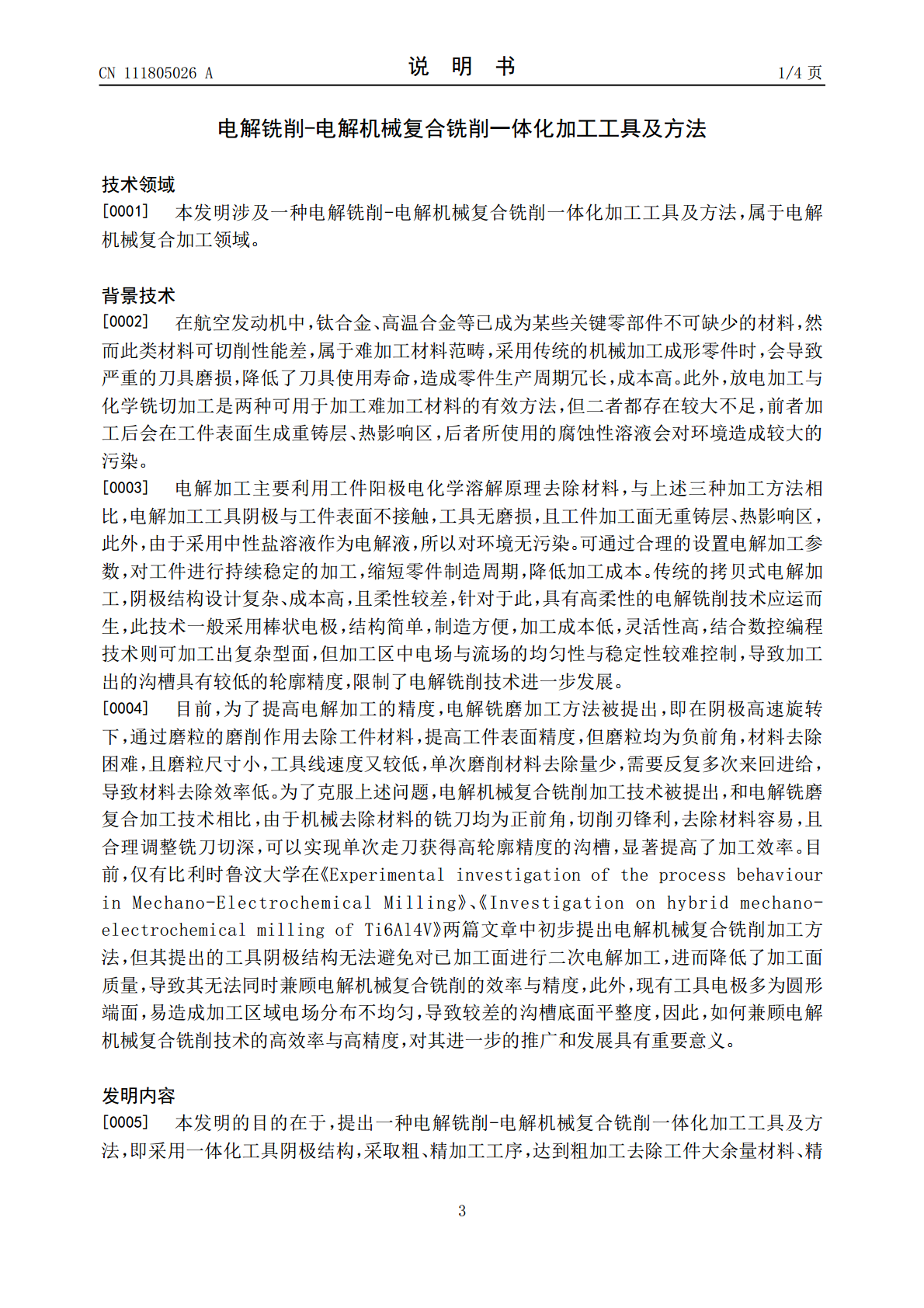
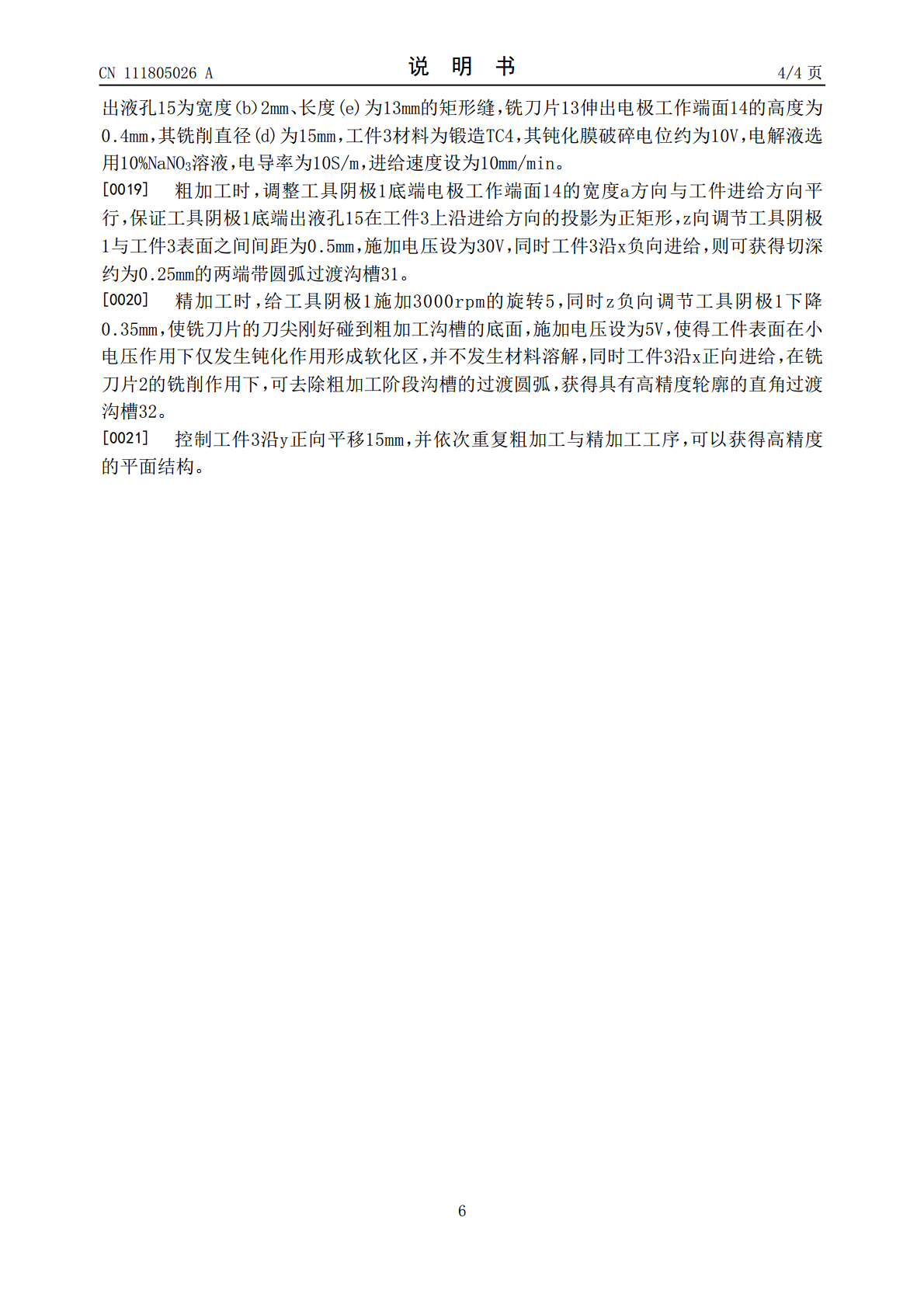
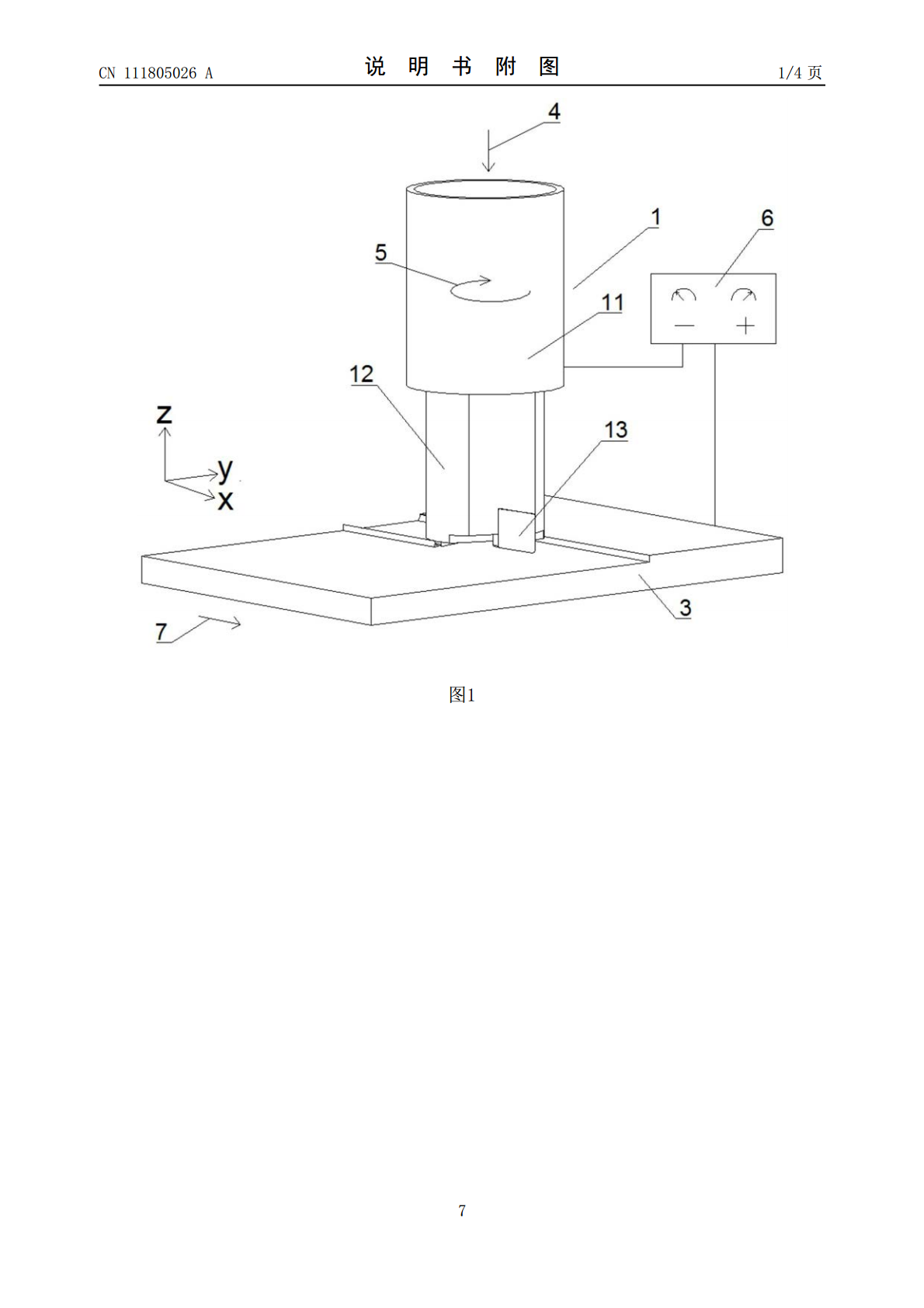
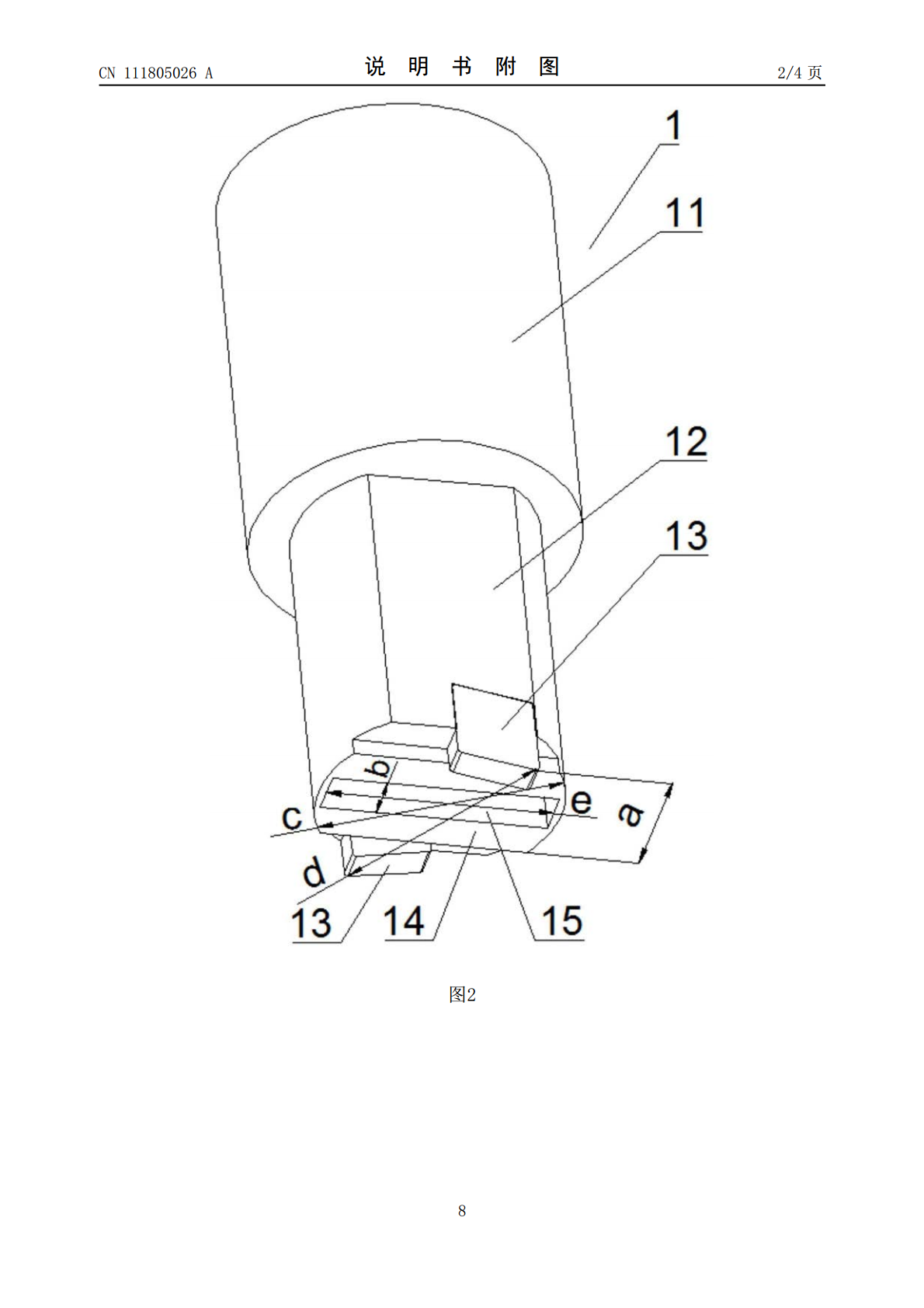
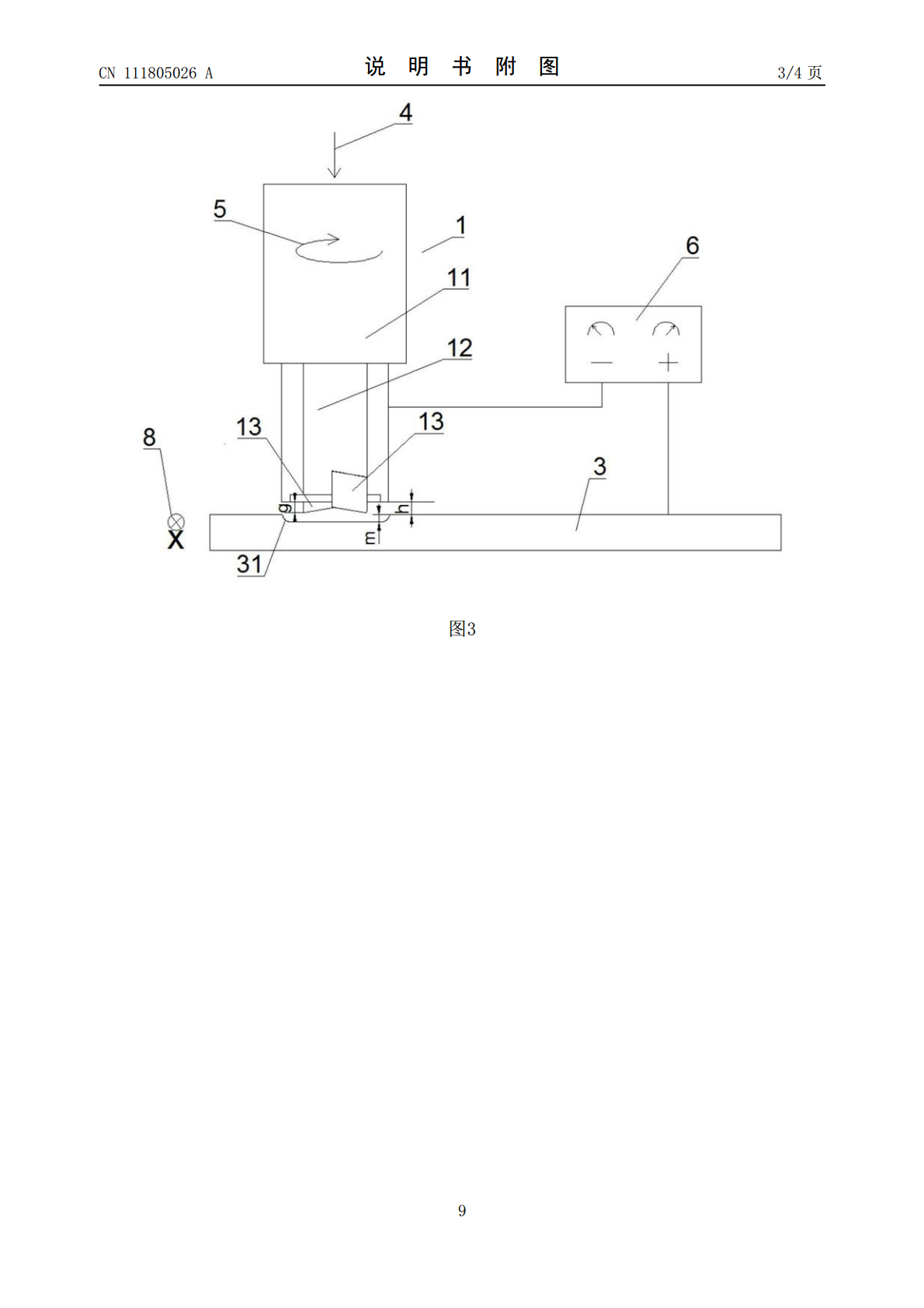
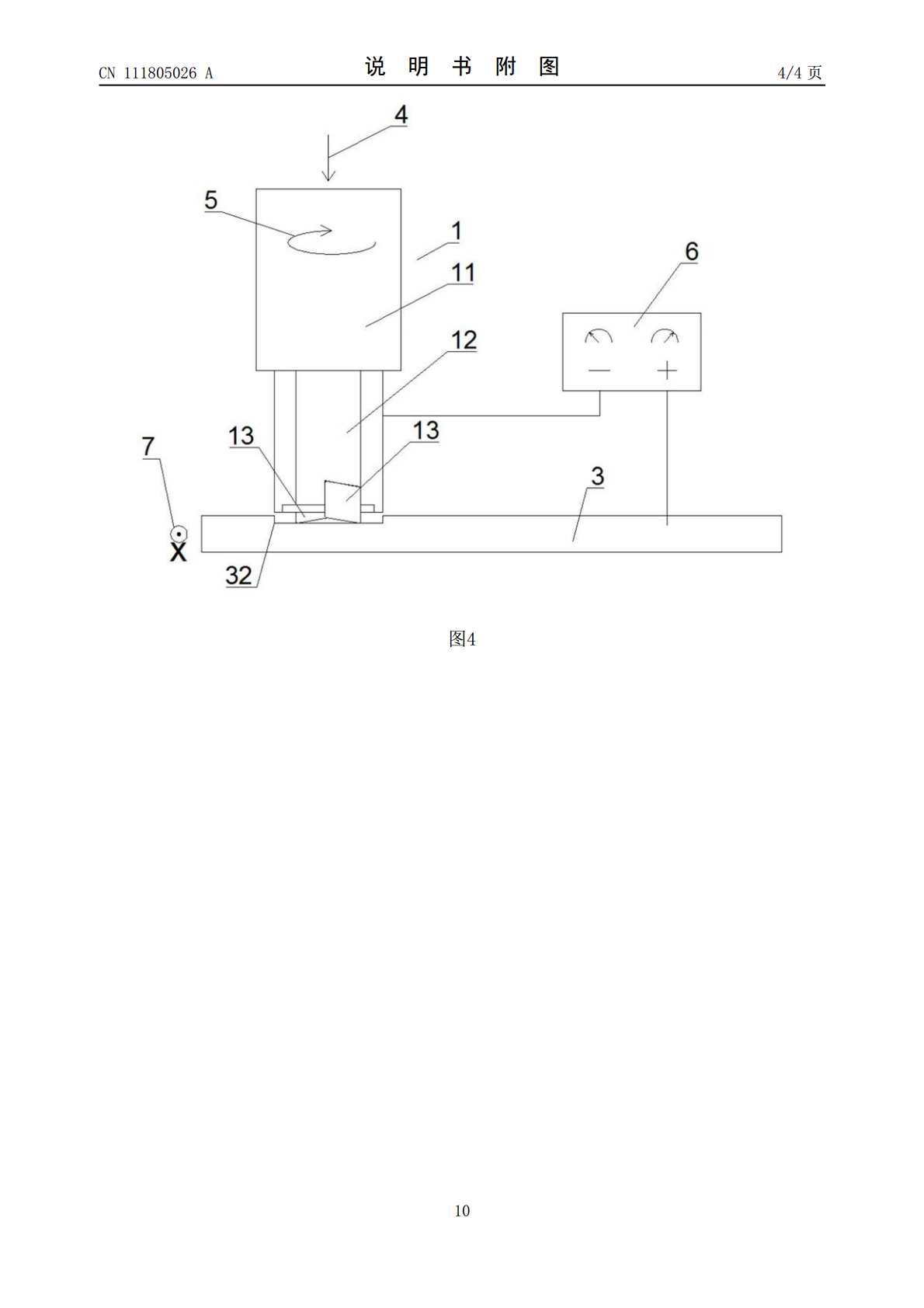
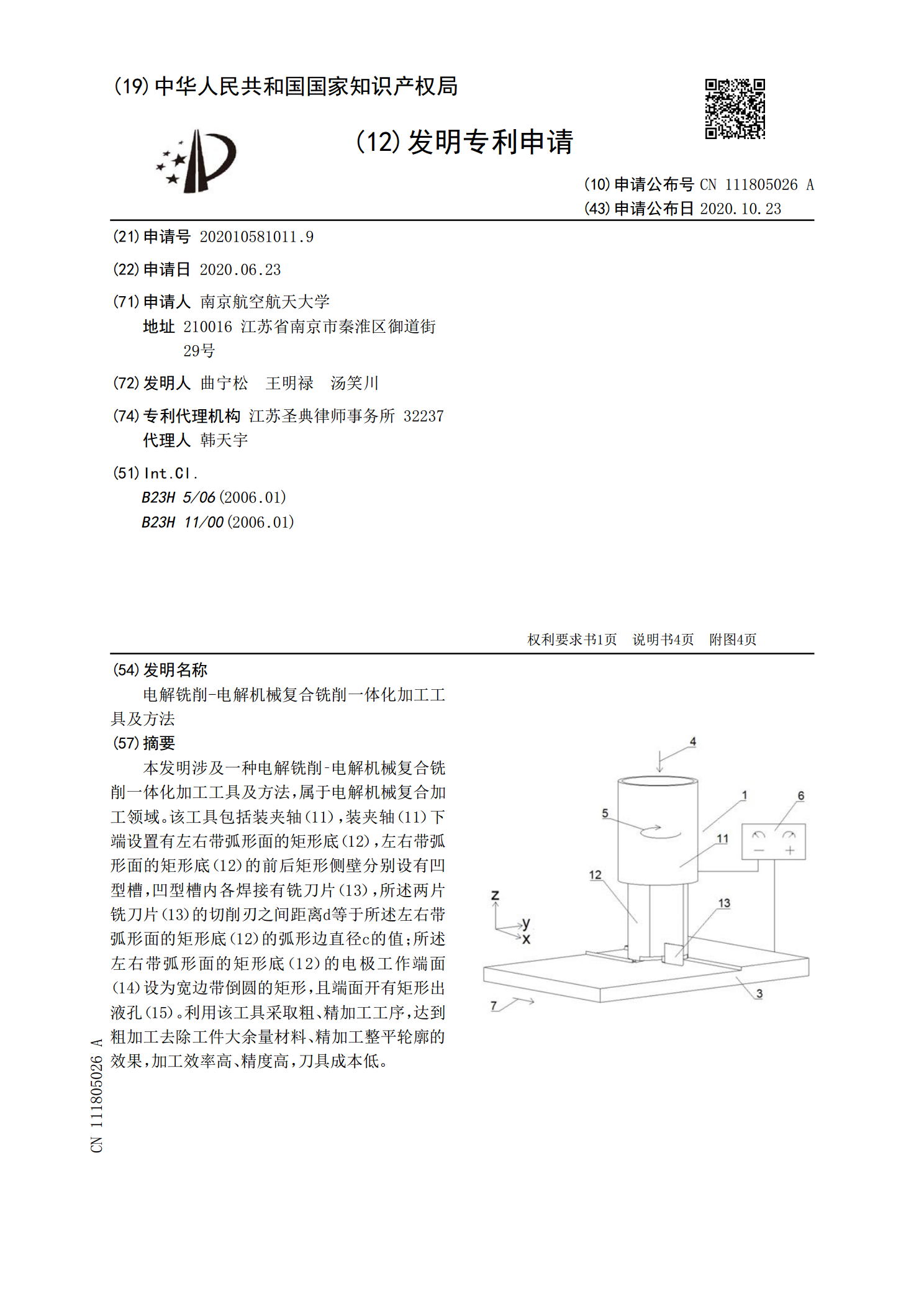
本发明涉及一种电解铣削‑电解机械复合铣削一体化加工工具及方法,属于电解机械复合加工领域。该工具包括装夹轴(11),装夹轴(11)下端设置有左右带弧形面的矩形底(12),左右带弧形面的矩形底(12)的前后矩形侧壁分别设有凹型槽,凹型槽内各焊接有铣刀片(13),所述两片铣刀片(13)的切削刃之间距离d等于所述左右带弧形面的矩形底(12)的弧形边直径c的值;所述左右带弧形面的矩形底(12)的电极工作端面(14)设为宽边带倒圆的矩形,且端面开有矩形出液孔(15)。利用该工具采取粗、精加工工序,达到粗加工去除工件大

数控电解机械复合铣削加工基础研究.docx
数控电解机械复合铣削加工基础研究数控电解机械复合铣削加工基础研究摘要:随着现代制造业的快速发展,对于高效、高精度、高质量加工的需求不断增加。数控电解机械复合铣削加工作为一种新型加工技术,在提高零件加工质量和效率方面具有显著的优势。本文针对数控电解机械复合铣削加工技术的基础研究进行探讨,重点分析了其工艺特点、加工机理,以及在不同材料加工中的应用情况。关键词:数控电解机械复合铣削加工;工艺特点;加工机理;应用情况引言:数控电解机械复合铣削加工技术是近年来发展起来的一种新型加工技术,它将数控机床与电解加工相结合

数控电解机械复合铣削加工基础研究的中期报告.docx
数控电解机械复合铣削加工基础研究的中期报告Abstract:本文介绍了数控电解机械复合铣削加工的中期研究成果。该研究针对电解加工过程中产生的电解液极化问题和机械加工过程中的精度问题,采用了数控技术、复合加工和多传感器控制等技术手段,开发出新型的数控电解机械复合铣削设备,并进行了实验验证。关键词:数控电解机械复合铣削;电解液极化;多传感器控制Introduction:数控电解机械复合铣削加工是一种将电解加工和机械加工两种技术结合起来的加工方法。与传统的电解加工和机械加工相比,它具有加工效率高、加工质量好、机
一种侧铣式电解铣削电极及电解铣削加工铣头.pdf
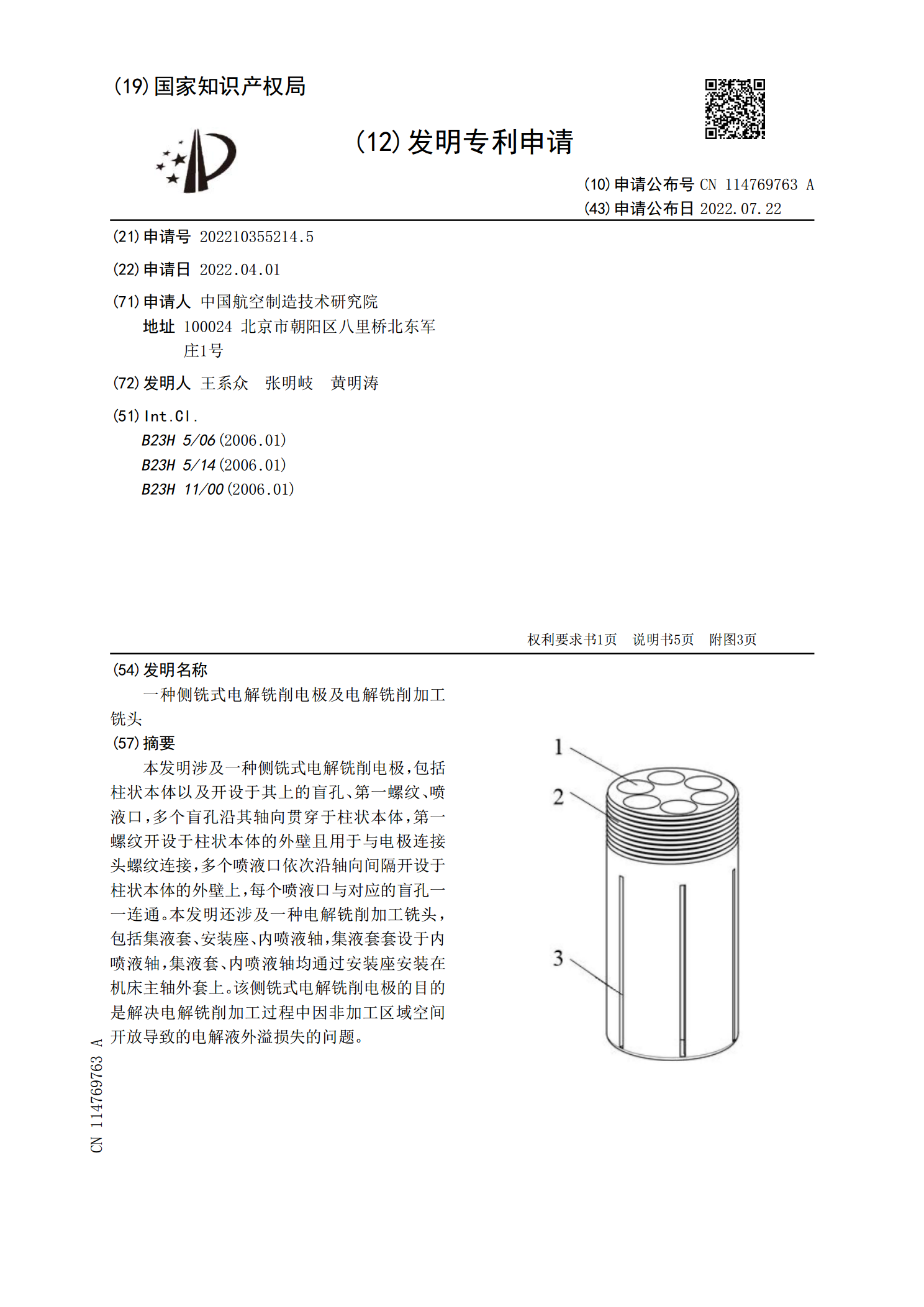
本发明涉及一种侧铣式电解铣削电极,包括柱状本体以及开设于其上的盲孔、第一螺纹、喷液口,多个盲孔沿其轴向贯穿于柱状本体,第一螺纹开设于柱状本体的外壁且用于与电极连接头螺纹连接,多个喷液口依次沿轴向间隔开设于柱状本体的外壁上,每个喷液口与对应的盲孔一一连通。本发明还涉及一种电解铣削加工铣头,包括集液套、安装座、内喷液轴,集液套套设于内喷液轴,集液套、内喷液轴均通过安装座安装在机床主轴外套上。该侧铣式电解铣削电极的目的是解决电解铣削加工过程中因非加工区域空间开放导致的电解液外溢损失的问题。
电解铣削装置.pdf
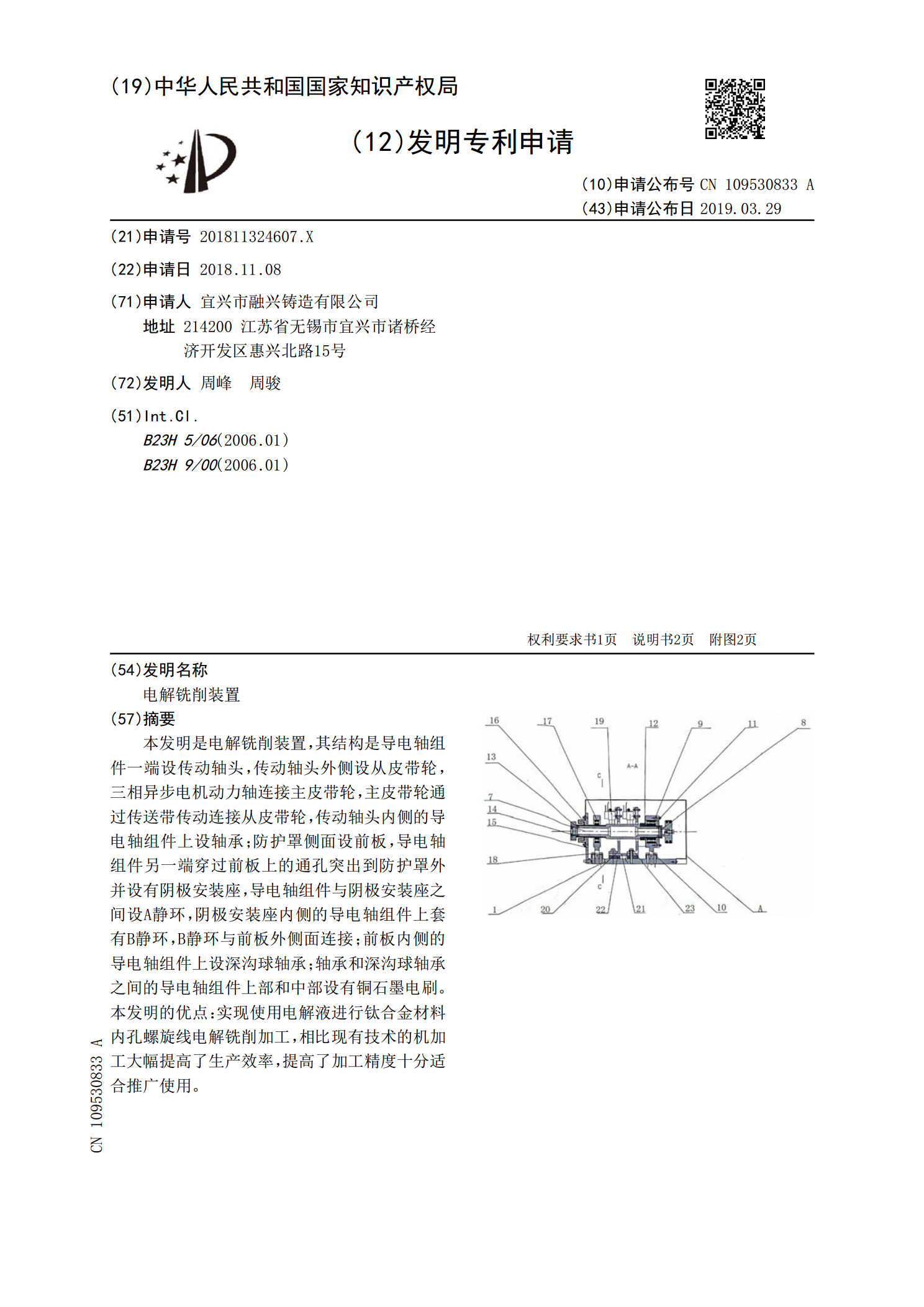
本发明是电解铣削装置,其结构是导电轴组件一端设传动轴头,传动轴头外侧设从皮带轮,三相异步电机动力轴连接主皮带轮,主皮带轮通过传送带传动连接从皮带轮,传动轴头内侧的导电轴组件上设轴承;防护罩侧面设前板,导电轴组件另一端穿过前板上的通孔突出到防护罩外并设有阴极安装座,导电轴组件与阴极安装座之间设A静环,阴极安装座内侧的导电轴组件上套有B静环,B静环与前板外侧面连接;前板内侧的导电轴组件上设深沟球轴承;轴承和深沟球轴承之间的导电轴组件上部和中部设有铜石墨电刷。本发明的优点:实现使用电解液进行钛合金材料内孔螺旋线