
一种合金铝轮及其制造方法.pdf

一吃****仕龙

1/10
2/10
3/10
4/10
5/10
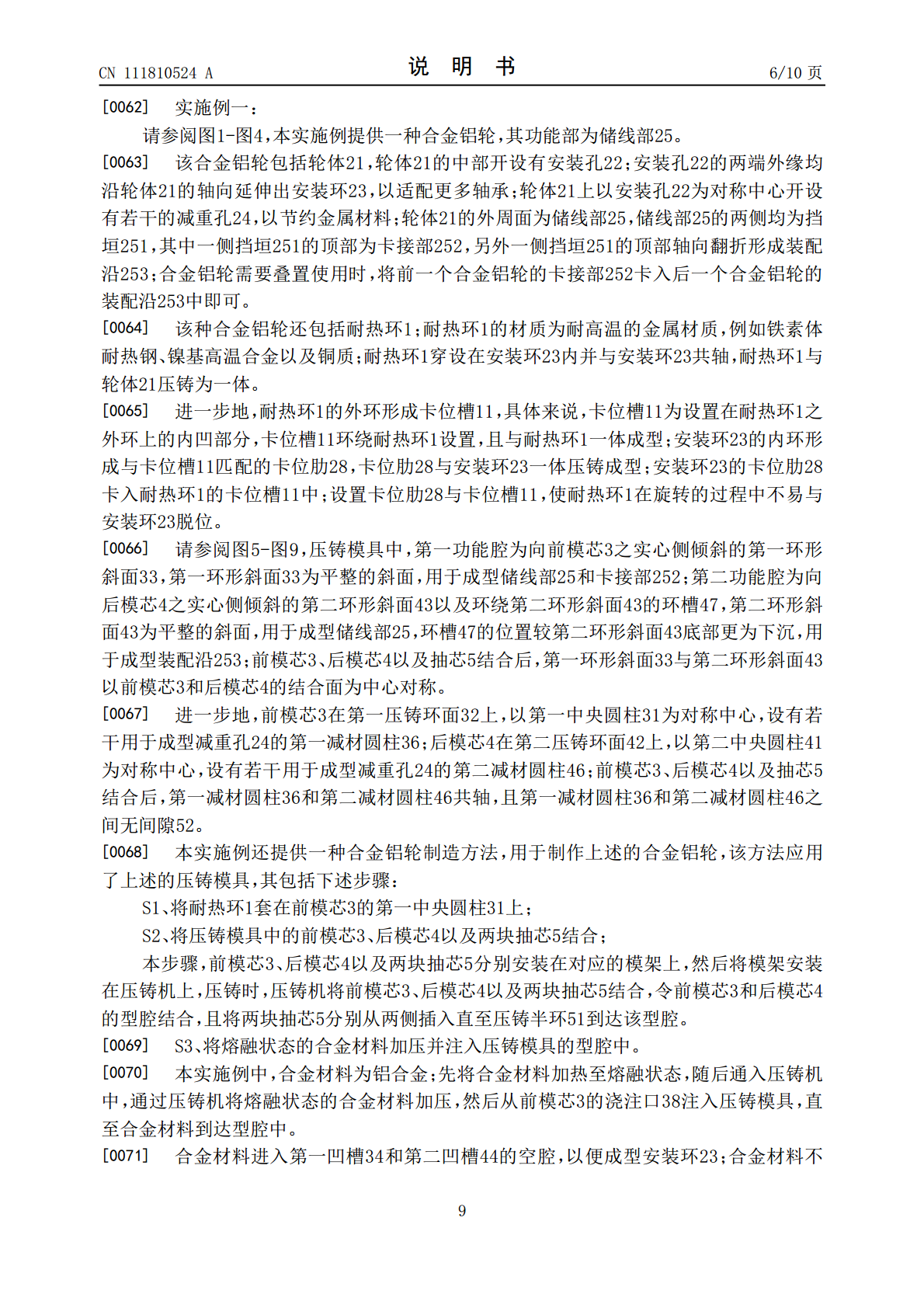
6/10
7/10
8/10
9/10
10/10
亲,该文档总共33页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种合金铝轮及其制造方法.pdf
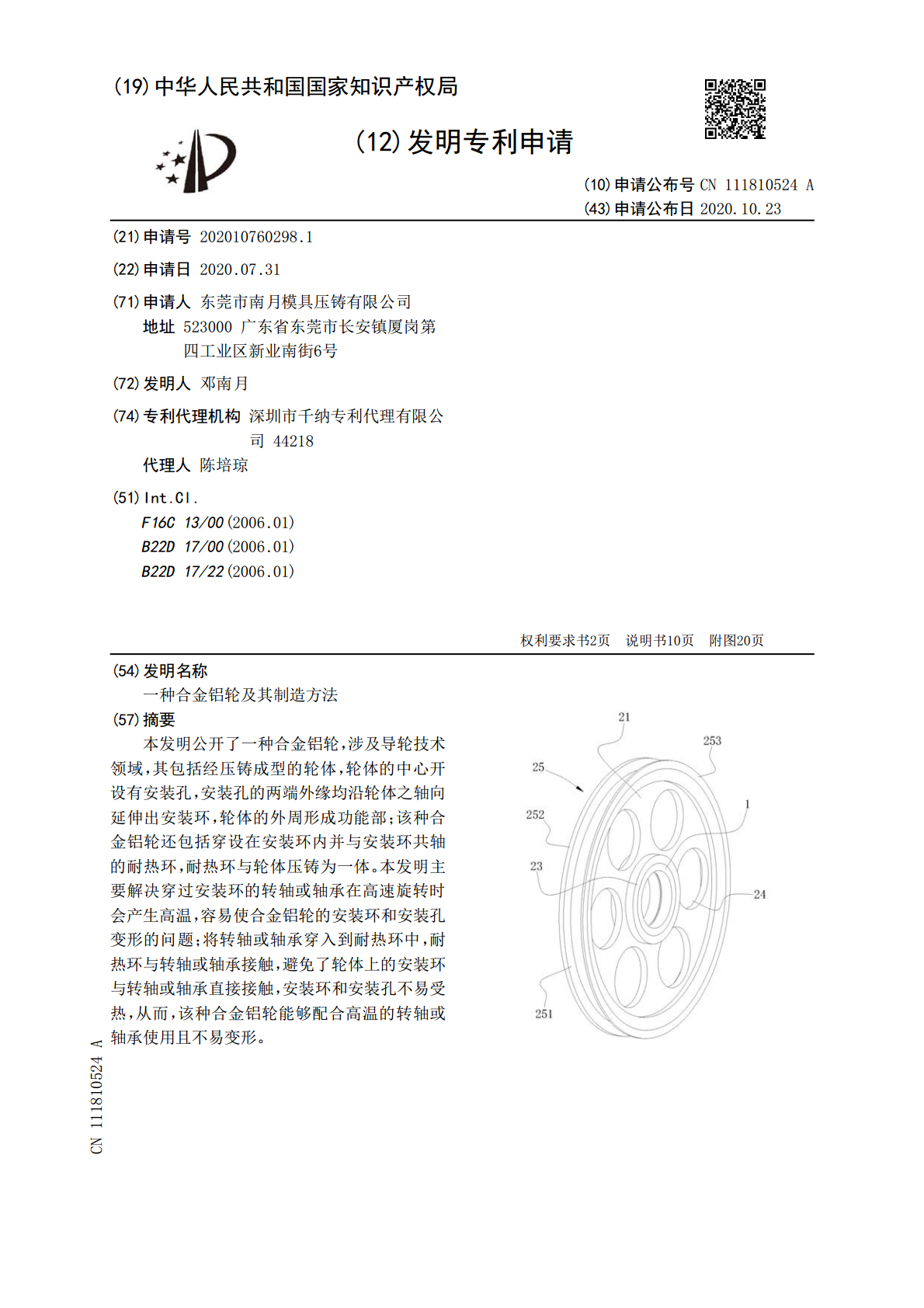
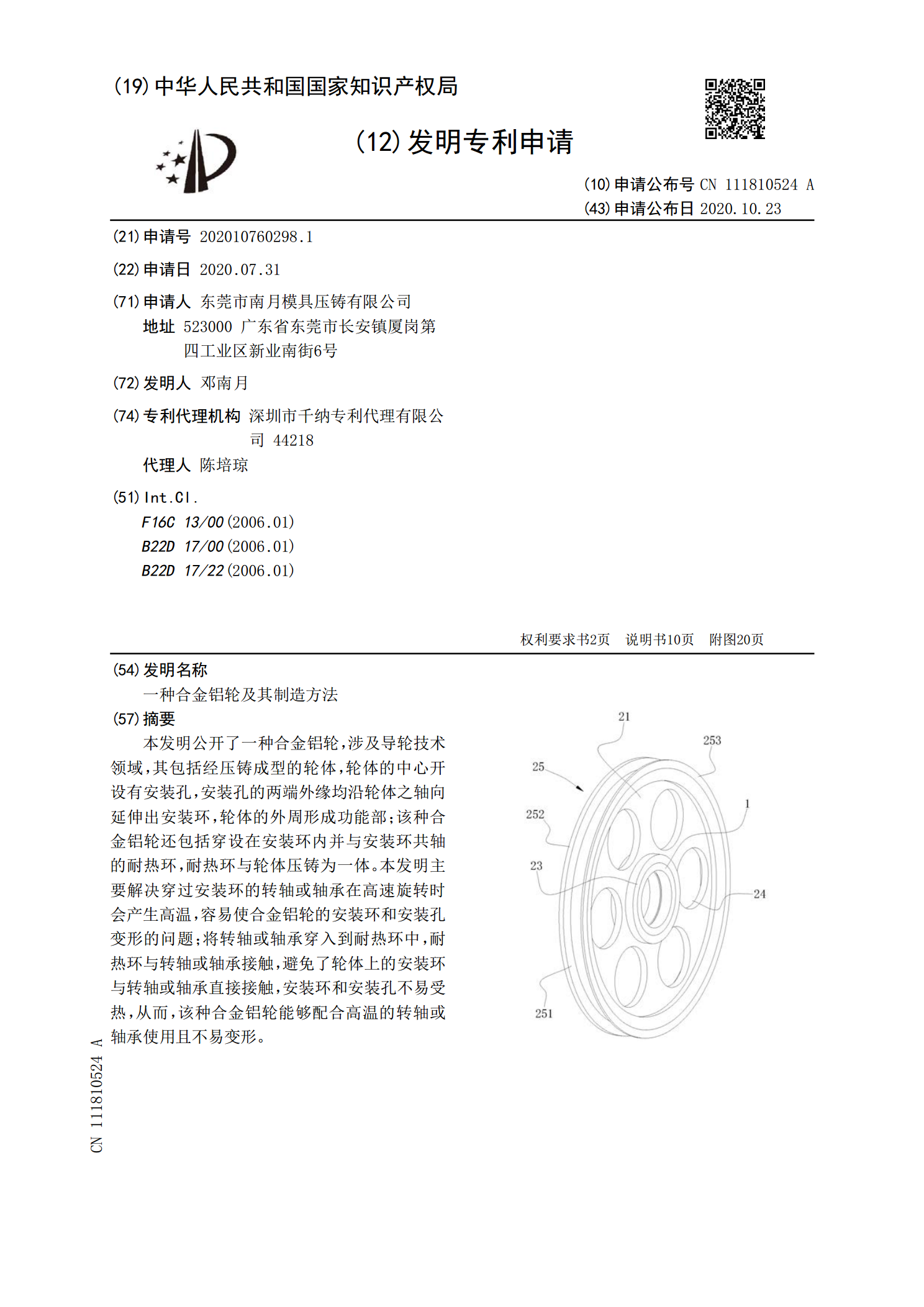
本发明公开了一种合金铝轮,涉及导轮技术领域,其包括经压铸成型的轮体,轮体的中心开设有安装孔,安装孔的两端外缘均沿轮体之轴向延伸出安装环,轮体的外周形成功能部;该种合金铝轮还包括穿设在安装环内并与安装环共轴的耐热环,耐热环与轮体压铸为一体。本发明主要解决穿过安装环的转轴或轴承在高速旋转时会产生高温,容易使合金铝轮的安装环和安装孔变形的问题;将转轴或轴承穿入到耐热环中,耐热环与转轴或轴承接触,避免了轮体上的安装环与转轴或轴承直接接触,安装环和安装孔不易受热,从而,该种合金铝轮能够配合高温的转轴或轴承使用且不易

铝轮及其制造方法.pdf
本发明公开了一种铝轮及其制造方法,该铝轮包括:作为主要成分的Al;Si:约0~2wt%(排除0);Fe:约0~0.15wt%(排除0);Cu:约0.5~1wt%;Mn:约0.03~0.2wt%;Mg:约0.8~1.2wt%;Cr:约0.05~0.35wt%;Zn:约0.2~0.6wt%;Ti:约0.01~0.1wt%;Sr:约0.001~0.05wt%;P:约0~0.001wt%(排除0);以及不可避免的杂质。
一种铝硅合金结合剂金刚石磨轮及其制造方法.pdf
本发明公开了一种铝硅合金结合剂金刚石磨轮及其制造方法,该铝硅合金结合剂成分按重量比包括元素成分:Si10~13%,Ti0.25%~6%,Mg0~0.5%,Cu0~5%,Ga0~0.5%,Ce0~0.5%,Sr0~0.5%,Na0~0.5%,余量为Al连同不可避免的杂质;将铝硅结合剂与金刚石粉末充分混合,将混合物冷压成型后;在一定烧结工艺下,进行真空热压烧结,得到铝硅合金基金刚石磨轮胎体;随后将烧结得到的金刚石磨轮节块装接在磨轮基体上,就得到本发明的金刚石磨轮。本发明使用的铝硅结合剂可实现低温烧结,减少金刚
铝铁锌镁稀土合金电线及其制造方法.pdf
本发明公开一种铝铁锌镁稀土合金电线及其制造方法,该铝合金包含合金元素及百分含量为:0.3-1.2wt%的铁,0.01-0.3wt%的锌,0.01-0.4wt%的镁以及稀土元素,稀土元素由铈、镧、钕、钇中的一种或几种组成,总含量0.1-1.5wt%,其余为铝及不可避免的杂质。该铝合金线的制造方法为,经熔炼、铸轧成铝合金杆,再在保温罩中240-320℃下、10-20小时的保温处理,再拉丝、挤包绝缘,或经熔炼、铸轧成铝合金杆,由铝合金杆拉制成铝合金线,再在退火炉中340-380℃下、5-10小时的半退火处理,最
一种铝硅合金结合剂立方氮化硼磨轮及其制造方法.pdf
本发明公开了一种铝硅合金结合剂立方氮化硼磨轮及其制造方法,该铝硅合金结合剂成分按重量比包括元素成分:Si0~30%,Ti0.25%~6%,Mg0~0.5%,Cu0~5%,Ga0~0.5%,Ce0~0.5%,Sr0~0.5%,Na0~0.5%,余量为Al连同不可避免的杂质;将铝硅结合剂与立方氮化硼粉末充分混合,将混合物冷压成型后;在烧结工艺下,进行真空热压烧结,得到铝硅合金基立方氮化硼磨轮粗品;随后将烧结得到的立方氮化硼磨轮进行修整,就得到本发明的磨轮。本发明使用的铝硅结合剂可实现低温烧结,减少立方氮化硼热