
一种高铁用铝合金齿轮箱的铸造工艺.pdf

东耀****哥哥


1/6

2/6

3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高铁用铝合金齿轮箱的铸造工艺.pdf
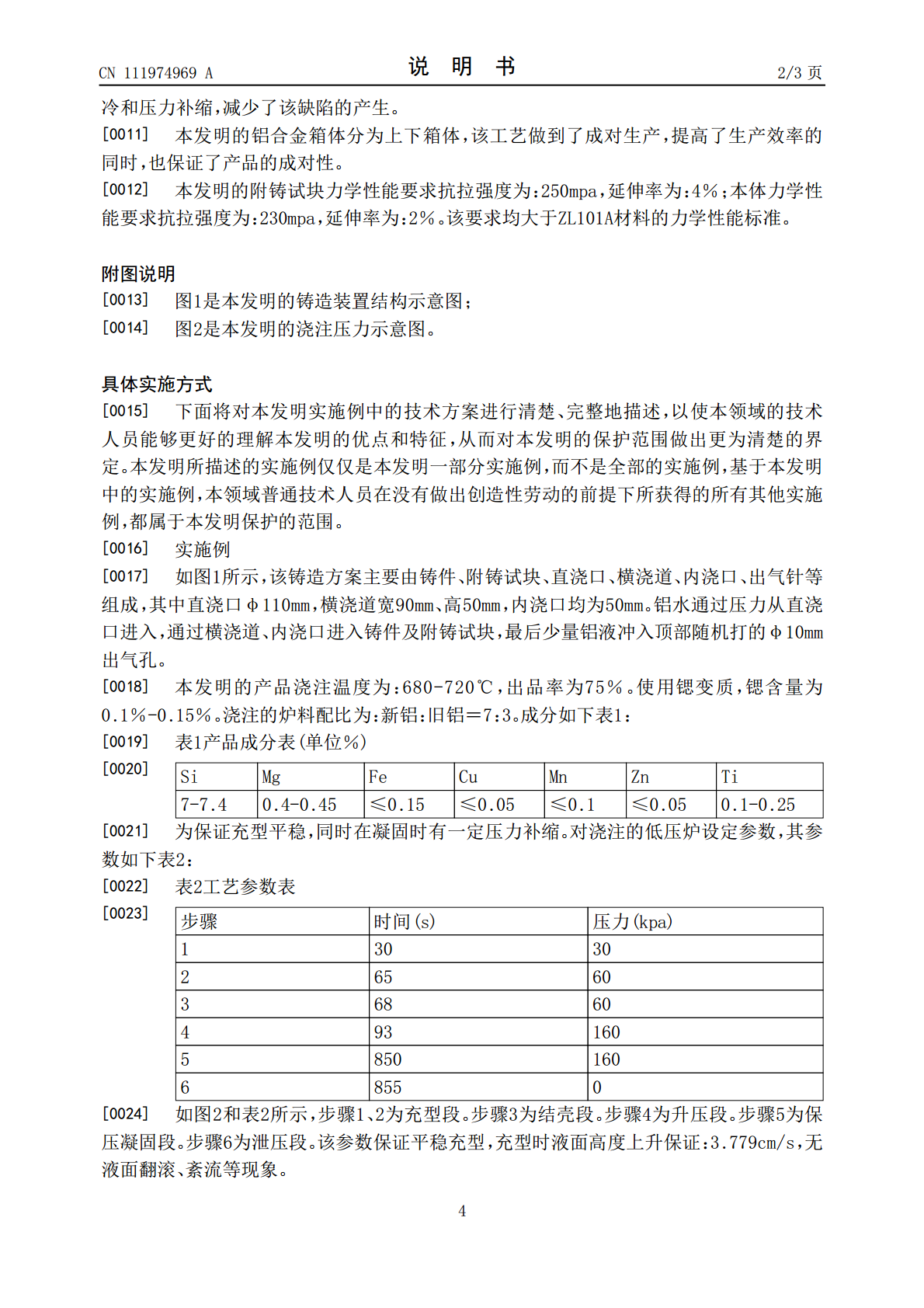
本发明公开了一种高铁用铝合金齿轮箱的铸造工艺,所述的铸造工艺主要由铸件、附铸试块、直浇口、横浇道、内浇口、出气针组成,铝水通过压力从直浇口进入,通过横浇道、内浇口进入铸件及附铸试块,最后少量铝液冲入顶部随机打的φ10mm出气孔。铝合金高温情况下容易氧化,低压铸造降低了产品的渣孔、气孔缺陷。本发明的箱体类铸件结构复杂,凝固过程中存在多个孤立热节,通过该方案解决了该问题,X光检查均为发现缺陷,本发明的铝合金箱体对装配面针孔度要求较高,该工艺通过快速激冷和压力补缩,减少了该缺陷的产生;铝合金箱体分为上下箱体,该
一种用于高铁的铝合金齿轮箱结构.pdf
本发明公开了一种用于高铁的铝合金齿轮箱结构,包括上壳体、第一安装孔、连接螺栓、下壳体、紧固螺栓、横板、第二安装孔、输油管、凸头、密封垫、插孔、通孔、储污槽、磁石、喷油口、垫板和油泵。本发明的有益效果是:通过在下壳体内部底端连接垫板和紧固螺栓,使得工作中润滑产生的各种杂质碎屑可以自动的流向下壳体的内部最低端,且在最低端进入到紧固螺栓内部。保证杂质碎屑不会再随着润滑油运动,保证了润滑油的洁净度,使齿轮润滑效果更好,不会产生过多的摩擦,杂质不会掺杂在齿轮之间,齿轮的使用寿命延长。该齿轮箱功能齐全,能保证齿轮安全

高铁用大型复杂铝合金枕梁铸件低压铸造工艺研究.docx
高铁用大型复杂铝合金枕梁铸件低压铸造工艺研究随着中国高速铁路建设的不断推进,高铁的使用已成为人们出行的主流方式。而高速列车的运行安全和舒适性与其车辆固有的质量和强度有着密切关系。因此,对高速列车的构件材料和加工工艺进行研究是十分必要的。本文以高铁用大型复杂铝合金枕梁铸件低压铸造工艺为研究对象,对其工艺流程、材料特性及成品质量进行探讨分析。一、工艺流程复杂铝合金枕梁铸件的制造工艺比较复杂,通常需要通过几个步骤来完成。首先是对铸件的形状、几何尺寸进行设计。这里需要考虑到枕梁在高速列车运行时的受力情况,以及尺寸
一种高铁齿轮箱用高性能铝合金材料与制备方法.pdf
本发明公开了一种高铁齿轮箱用高性能铝合金材料及其制备方法,铝合金材料按质量百分比其组成为:Si:6.4~7.2%,Fe:0~0.15%,Mg:0.35~0.40%,Ti:0.15~0.18%,稀土元素:0.1~0.3%,Al:90~93%。通过控制微量金属元素的添加方法和添加时机,保证了铝水的微量金属结晶分布均匀,保证了铝水密度,从而保证了产品的机械性能;铝水微量金属元素添加完毕后,需要除气除氢,以消除针孔。

基于MAGMA的球铁齿轮箱铸造工艺设计.docx
基于MAGMA的球铁齿轮箱铸造工艺设计摘要本文基于MAGMA软件对球铁齿轮箱进行铸造工艺设计。首先,对球铁材料进行了分析,并建立了MAGMA模型,模拟了球铁齿轮箱的铸造过程。通过模拟结果,优化了铸造工艺参数,包括浇注温度、浇注位置、浇注速度等。最后,根据优化后的参数,进行了试铸,并对试铸件进行了物理性能测试和金相分析。关键词:MAGMA;球铁齿轮箱;铸造工艺;试铸引言球铁是一种高强度、高韧性的铸造材料,广泛应用于工程机械、汽车、铁路等领域的零件制造。球铁齿轮箱是其中的一种重要零件,其质量和性能对整个机器的