
第3章__FANUC系统数控铣床编程与操作实训 (2).ppt

qw****27


1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共61页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

FANUC系统数控铣床编程与操作实训.pptx
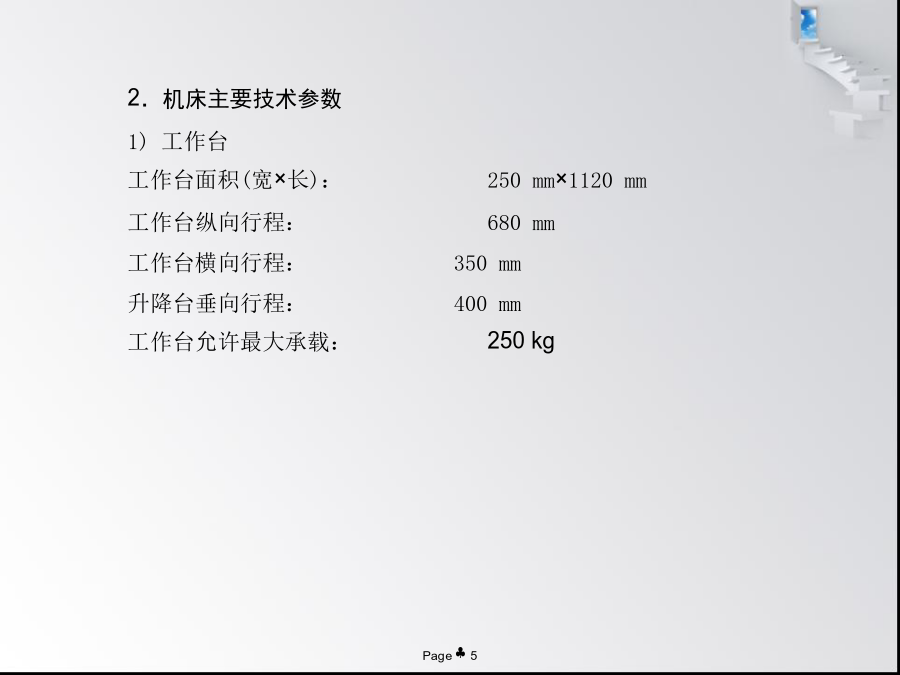
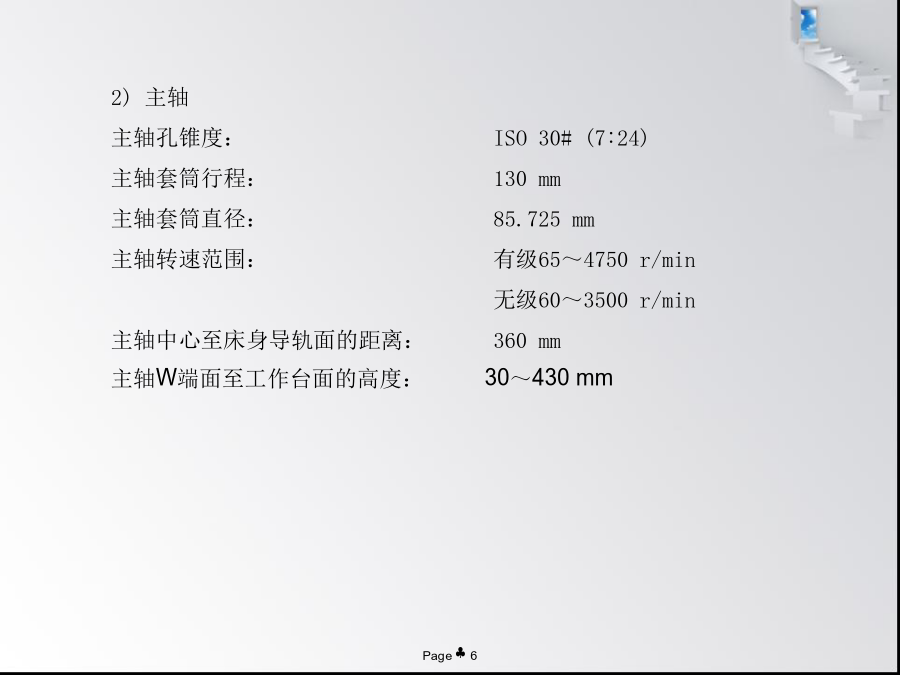
第3章FANUC系统数控铣床编程与操作实训3.1.1数控铣床的功能与特点3.1.2操作面板、控制面板及软件功能3.1.3编程指令概述3.1.1数控铣床的功能与特点表3.1机床主要技术规格电气总容量3.1.2操作面板、控制面板及软件功能名称OPR/ALARM(显示报警号)键2.机床控制面板表3.3控制功能键(按钮)的用途手轮轴选择3.软键3.1.3编程指令概述表3.5辅助功能表G17(或G18、G19)G90(或G91)G16;启动极

FANUC系统数控铣床编程与操作实训.pptx
第3章FANUC系统数控铣床编程与操作实训3.1.1数控铣床的功能与特点3.1.2操作面板、控制面板及软件功能3.1.3编程指令概述3.1.1数控铣床的功能与特点表3.1机床主要技术规格电气总容量3.1.2操作面板、控制面板及软件功能名称OPR/ALARM(显示报警号)键2.机床控制面板表3.3控制功能键(按钮)的用途手轮轴选择3.软键3.1.3编程指令概述表3.5辅助功能表G17(或G18、G19)G90(或G91)G16;启动极

第3章__FANUC系统数控铣床编程与操作实训 (2).ppt
单元一数控机床编程与操作基础数控铣床结构与技术参数本机床适用于多品种小批量零件的加工,对各种复杂曲线的凸轮、样板、弧形槽等零件的加工效能尤为显著。由于本机床是三坐标数控铣床,驱动采用精度高、可靠性好的全数字交流伺服电动机,输出力矩大,高速和低速性能均很好,且系统具备手动回机床零点功能,机床的定位精度和重复定位精度较高,不需要模具就能确保零件的加工精度,同时机床所配系统具备刀具半径补偿和长度补偿功能,降低了编程复杂性,提高了加工效率。本系统还具备零点偏置功能,相当于可以建立多工件坐标系,实现多工件的同时加工
第3章__FANUC系统数控铣床编程与操作实训.ppt
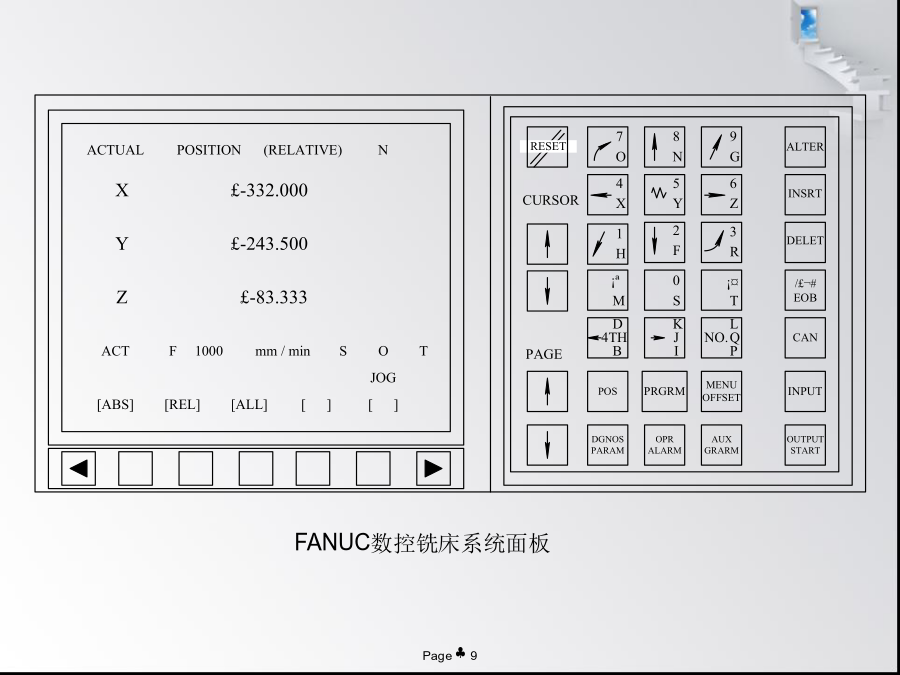
第3章FANUC系统数控铣床编程与操作实训3.1.1数控铣床的功能与特点3.1.2操作面板、控制面板及软件功能3.1.3编程指令概述3.1.1数控铣床的功能与特点表3.1机床主要技术规格电气总容量3.1.2操作面板、控制面板及软件功能名称OPR/ALARM(显示报警号)键图3.1系统操作面板2.机床控制面板表3.3控制功能键(按钮)的用途手轮轴选择3.软键3.1.3编程指令概述G20代码表3.5辅助功能表G17(或G18、G19)G90(或G91)G16;启动极坐标指令(极坐标方式)G××P…;G15;程

FANUC系统数控铣床编程与操作实训PPT课件.ppt
第3章FANUC系统数控铣床编程与操作实训3.1.1数控铣床的功能与特点3.1.2操作面板、控制面板及软件功能3.1.3编程指令概述3.1.1数控铣床的功能与特点表3.1机床主要技术规格电气总容量3.1.2操作面板、控制面板及软件功能名称OPR/ALARM(显示报警号)键图3.1系统操作面板2.机床控制面板表3.3控制功能键(按钮)的用途手轮轴选择3.软键3.1.3编程指令概述G20代码表3.5辅助功能表G17(或G18、G19)G90(或G91)G16;启动极坐标指令(极坐标方式)G××P…;G15;程