
FANUC系统数控铣床编程与操作实训.pptx

冬易****娘子

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共99页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

FANUC系统数控铣床编程与操作实训.pptx
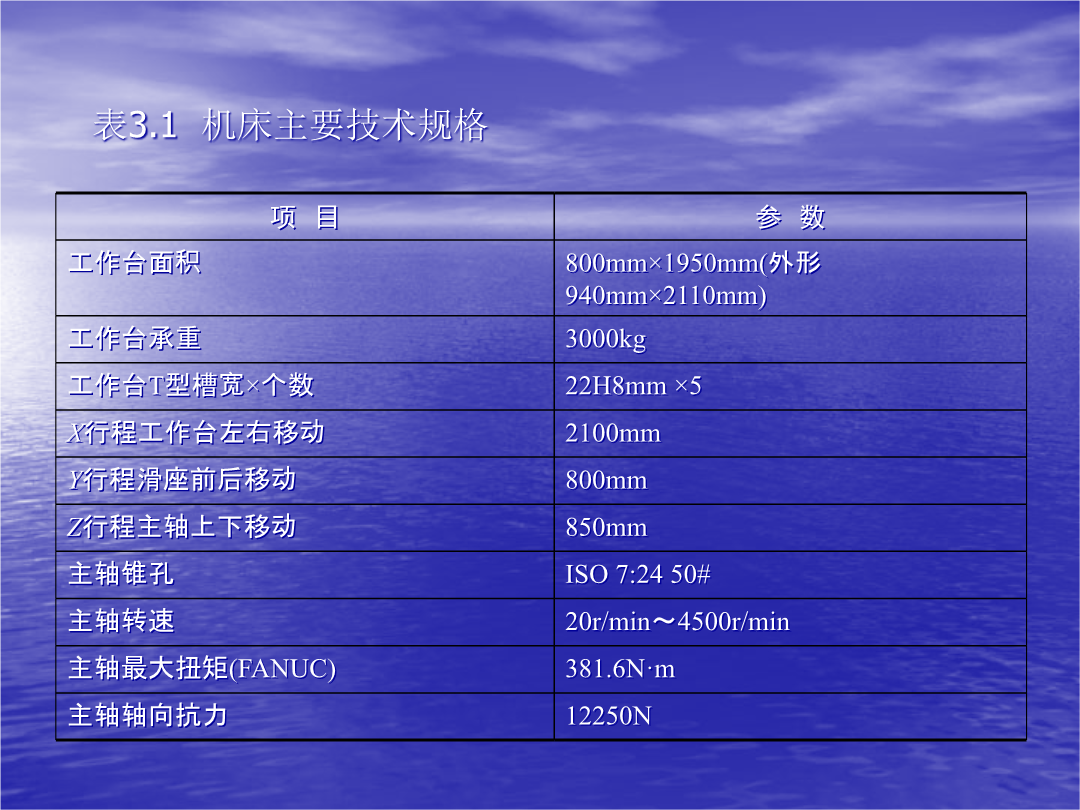
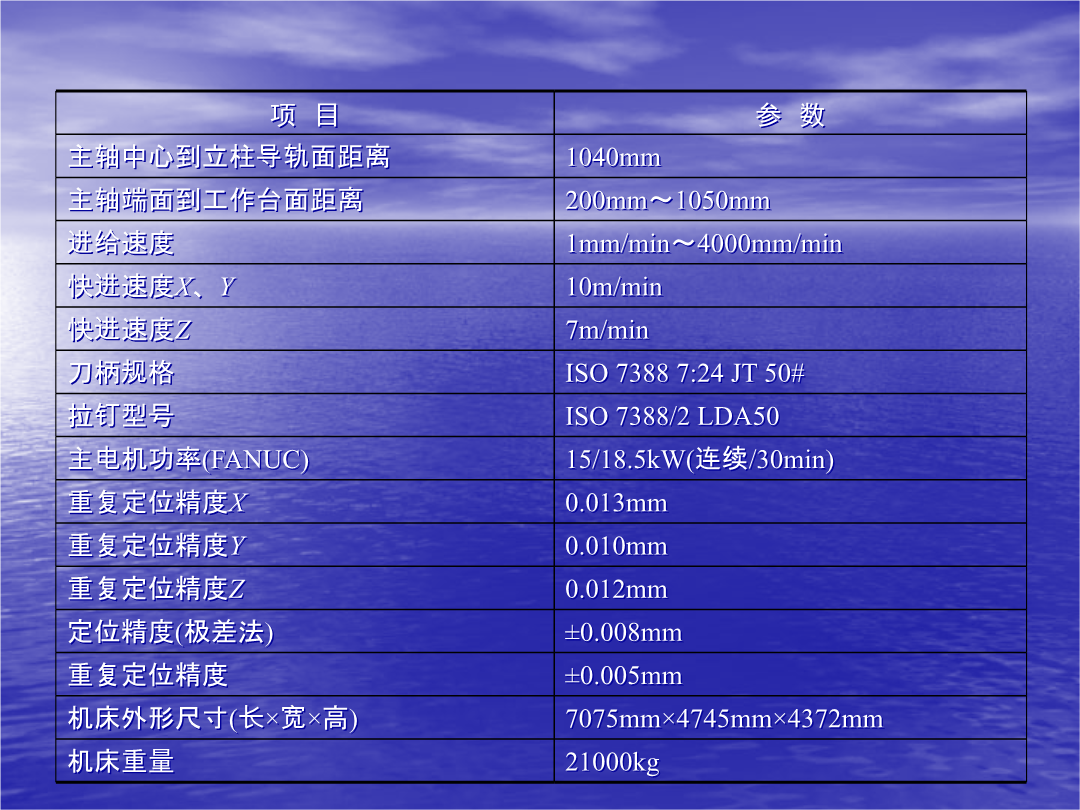
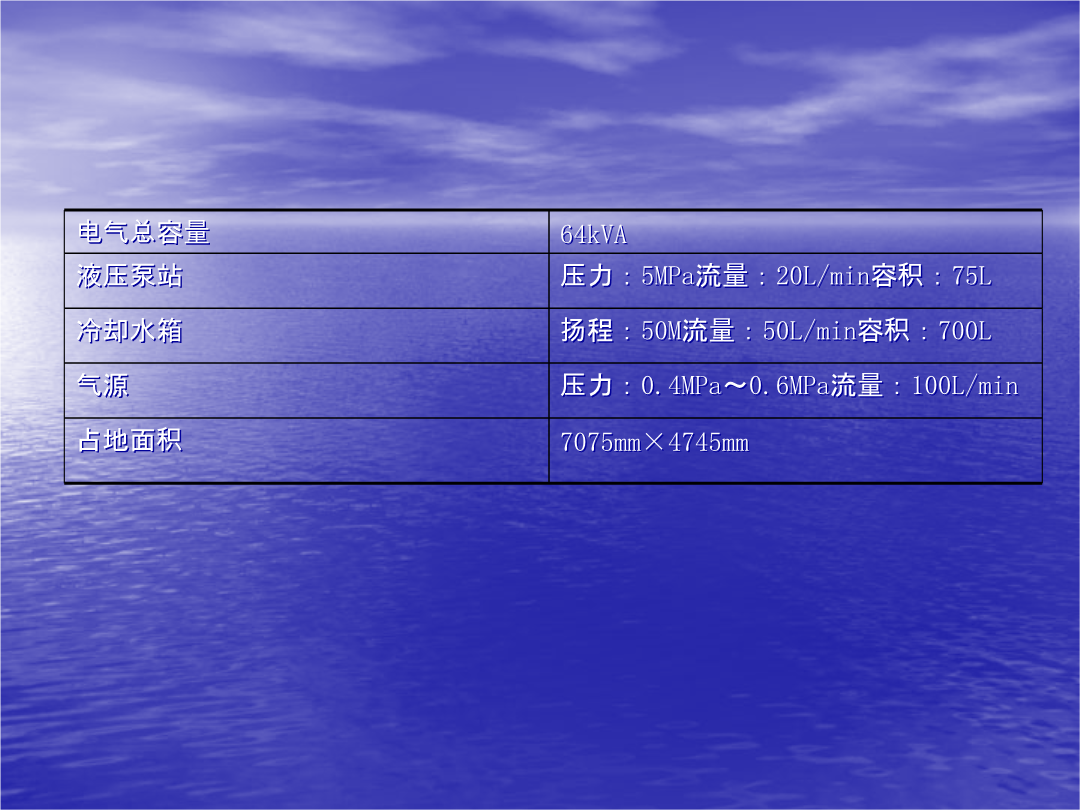
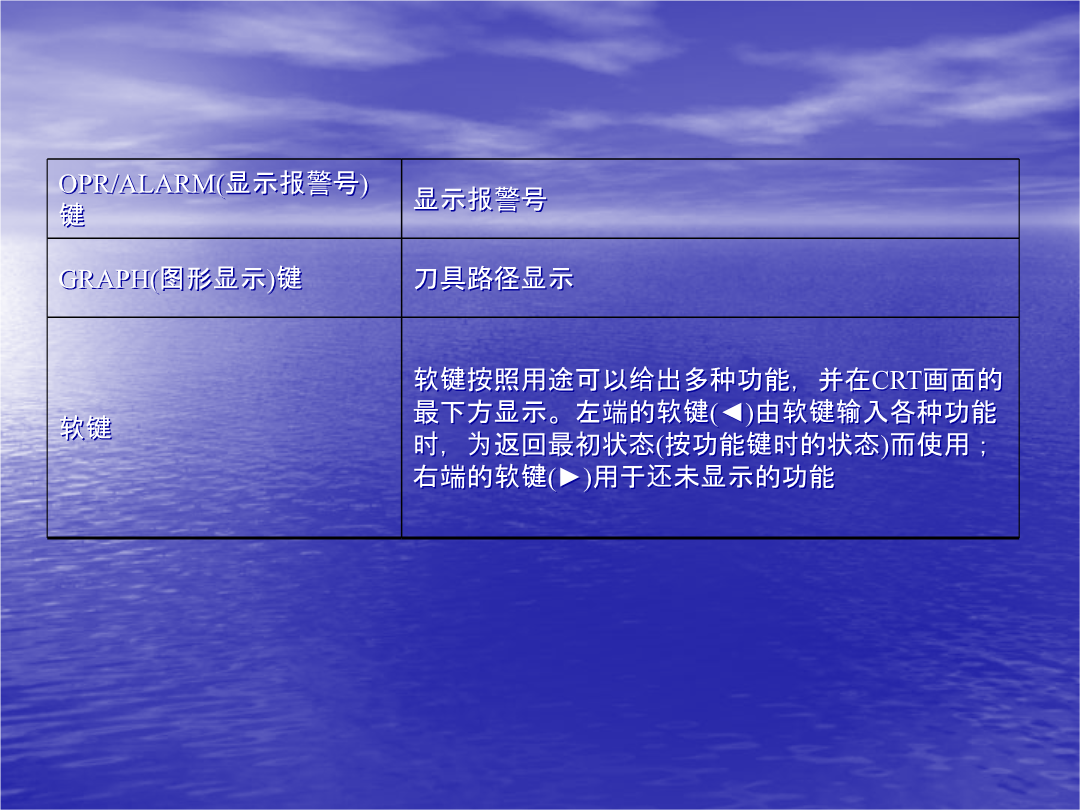
第3章FANUC系统数控铣床编程与操作实训3.1.1数控铣床的功能与特点3.1.2操作面板、控制面板及软件功能3.1.3编程指令概述3.1.1数控铣床的功能与特点表3.1机床主要技术规格电气总容量3.1.2操作面板、控制面板及软件功能名称OPR/ALARM(显示报警号)键2.机床控制面板表3.3控制功能键(按钮)的用途手轮轴选择3.软键3.1.3编程指令概述表3.5辅助功能表G17(或G18、G19)G90(或G91)G16;启动极

FANUC系统数控铣床编程与操作实训.pptx
第3章FANUC系统数控铣床编程与操作实训3.1.1数控铣床的功能与特点3.1.2操作面板、控制面板及软件功能3.1.3编程指令概述3.1.1数控铣床的功能与特点表3.1机床主要技术规格电气总容量3.1.2操作面板、控制面板及软件功能名称OPR/ALARM(显示报警号)键2.机床控制面板表3.3控制功能键(按钮)的用途手轮轴选择3.软键3.1.3编程指令概述表3.5辅助功能表G17(或G18、G19)G90(或G91)G16;启动极
第3章__FANUC系统数控铣床编程与操作实训.ppt
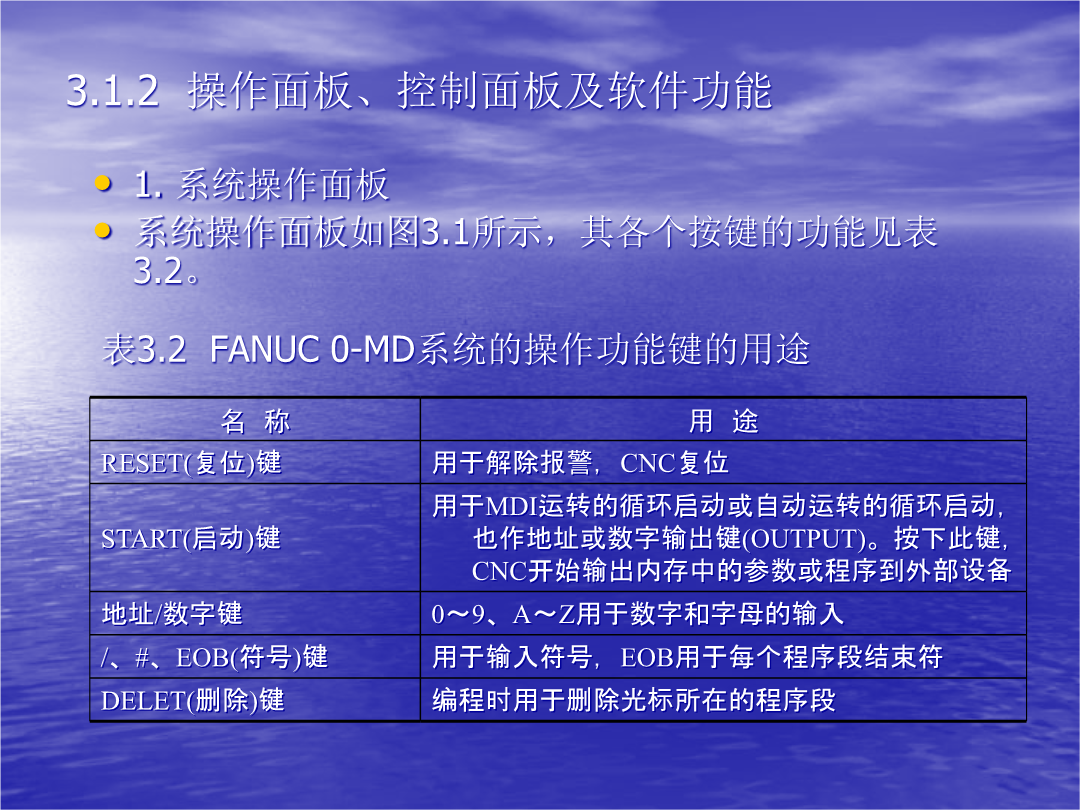
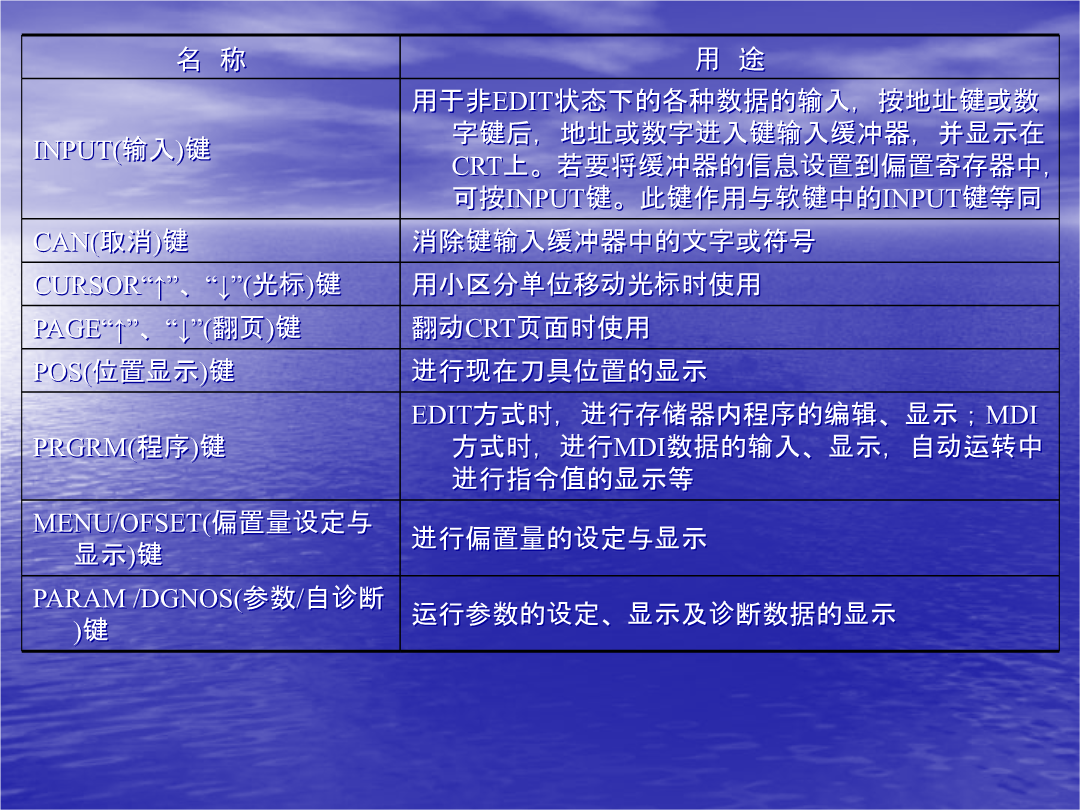
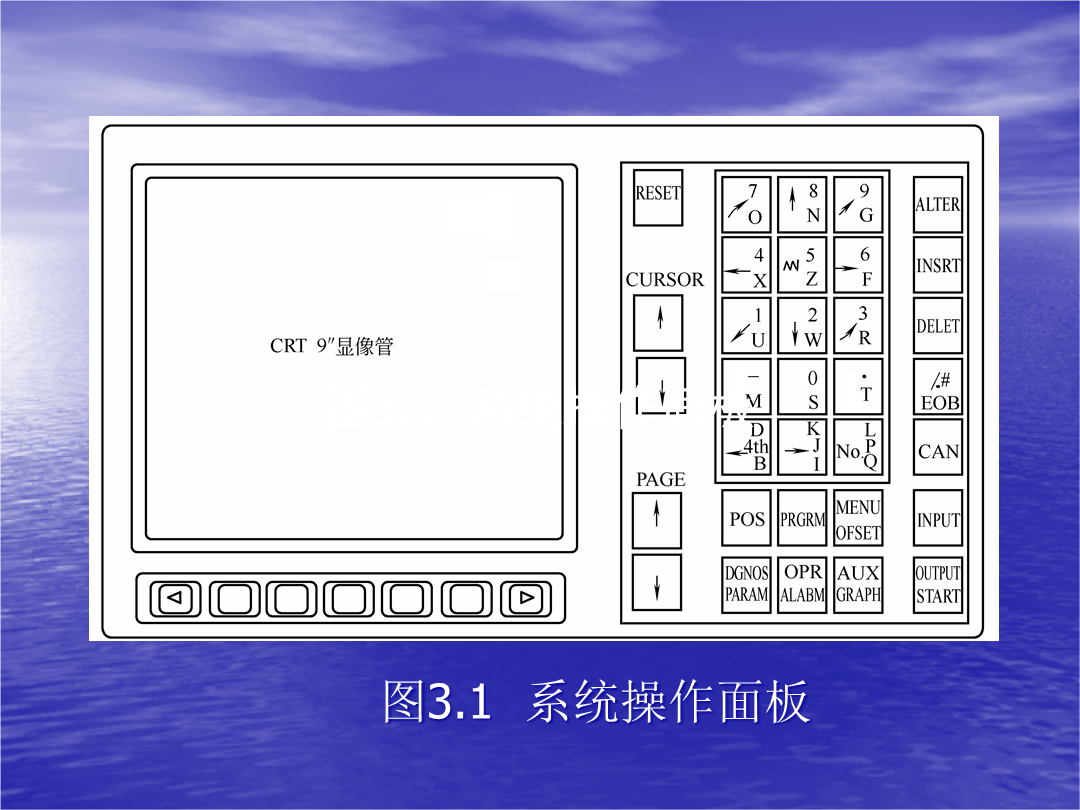
第3章FANUC系统数控铣床编程与操作实训3.1.1数控铣床的功能与特点3.1.2操作面板、控制面板及软件功能3.1.3编程指令概述3.1.1数控铣床的功能与特点表3.1机床主要技术规格电气总容量3.1.2操作面板、控制面板及软件功能名称OPR/ALARM(显示报警号)键图3.1系统操作面板2.机床控制面板表3.3控制功能键(按钮)的用途手轮轴选择3.软键3.1.3编程指令概述G20代码表3.5辅助功能表G17(或G18、G19)G90(或G91)G16;启动极坐标指令(极坐标方式)G××P…;G15;程

数控铣床华中系统编程与操作实训.ppt
学校教学沿革发展需要1.学校历史发展几十年来,学校从技工学校发展到现在的高职学校,始终重视培养学生的职能能力,注重学生的职业活动。2.师资队伍建设要求职业学校的专业老师树立“先做师傅再做老师”的观念,推进“双师型”或“双师素质”教师的队伍建设。具备中级职称、高级工操作水平的或高级工以上水平本科以上学历的教师。3.政策引导,推行一体化教学模式基于上述观念,具备实践性的专业课程,如数控机床加工工艺与编程操作、特种加工等,采用任务驱动的方式,使学生在学中做、做中学。优选、优酬、优先理实一体化遇到的问题:1.专业

数控铣床FANUC系统编程代码.doc
第四章FANUC-Oi-MD系统数控铣床编程1.1常用编程指令一:准备功能(G功能)准备功能G代码用来规定刀具和工件的相对运动轨迹、机床坐标系、坐标平面、刀具补偿、坐标偏置等多种加工操作。数控加工常用的G功能代码见表4-1.表4-1G代码组功能附注G0001定位(快速移动)模态G01直线插补模态G02顺时针方向圆弧插补模态G03逆时针方向圆弧插补模态G0400停刀,准确停止非模态G1702XY平面选择模态G18XZ平面选择模态G19YZ平面选择模态G2800机床返回参考点非模态G4007取消刀具半径补偿模