
采用激光双扫描策略加工表层图案轨迹生成方法.pdf

依波****bc

1/10
2/10
3/10

4/10

5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
采用激光双扫描策略加工表层图案轨迹生成方法.pdf
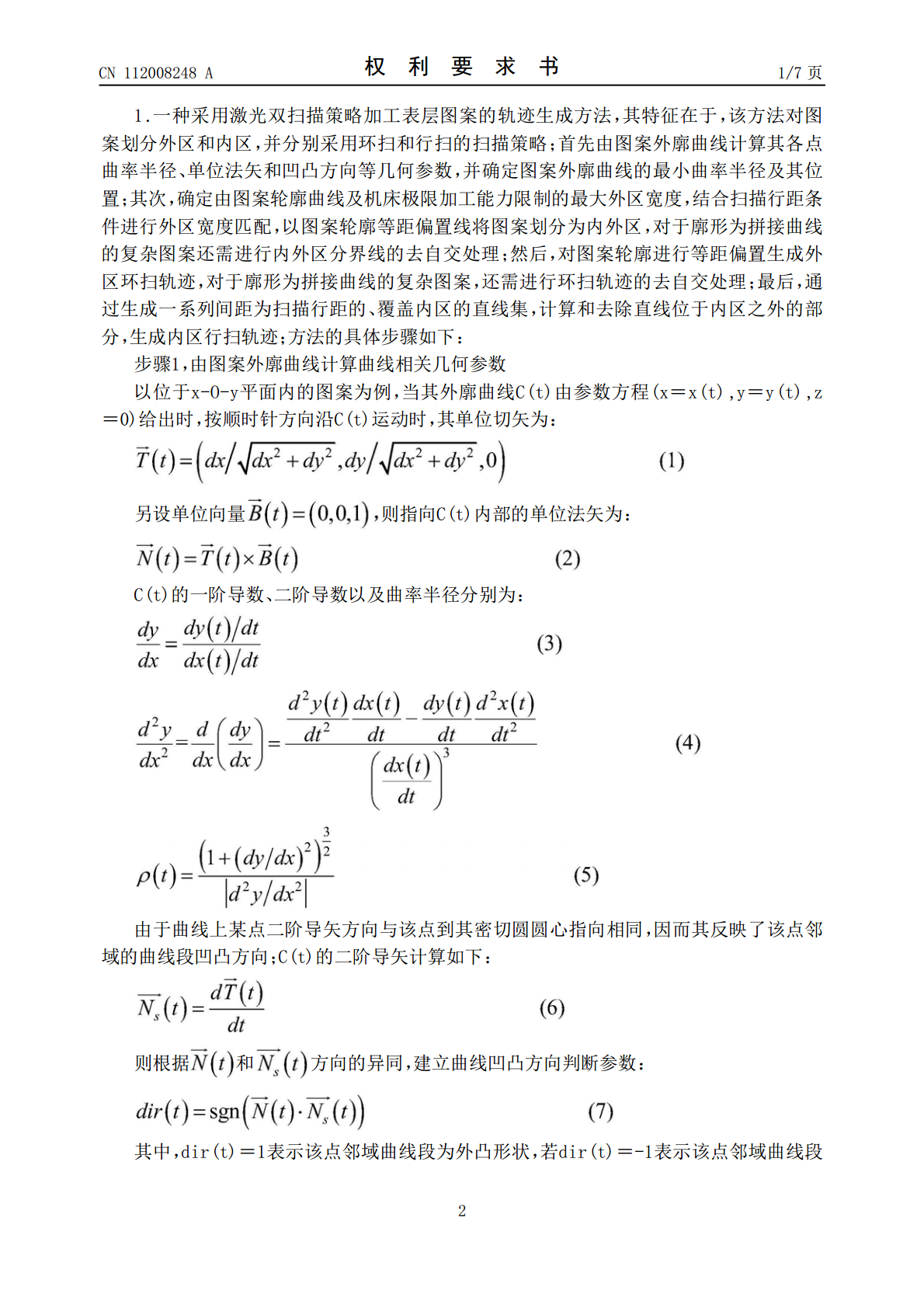
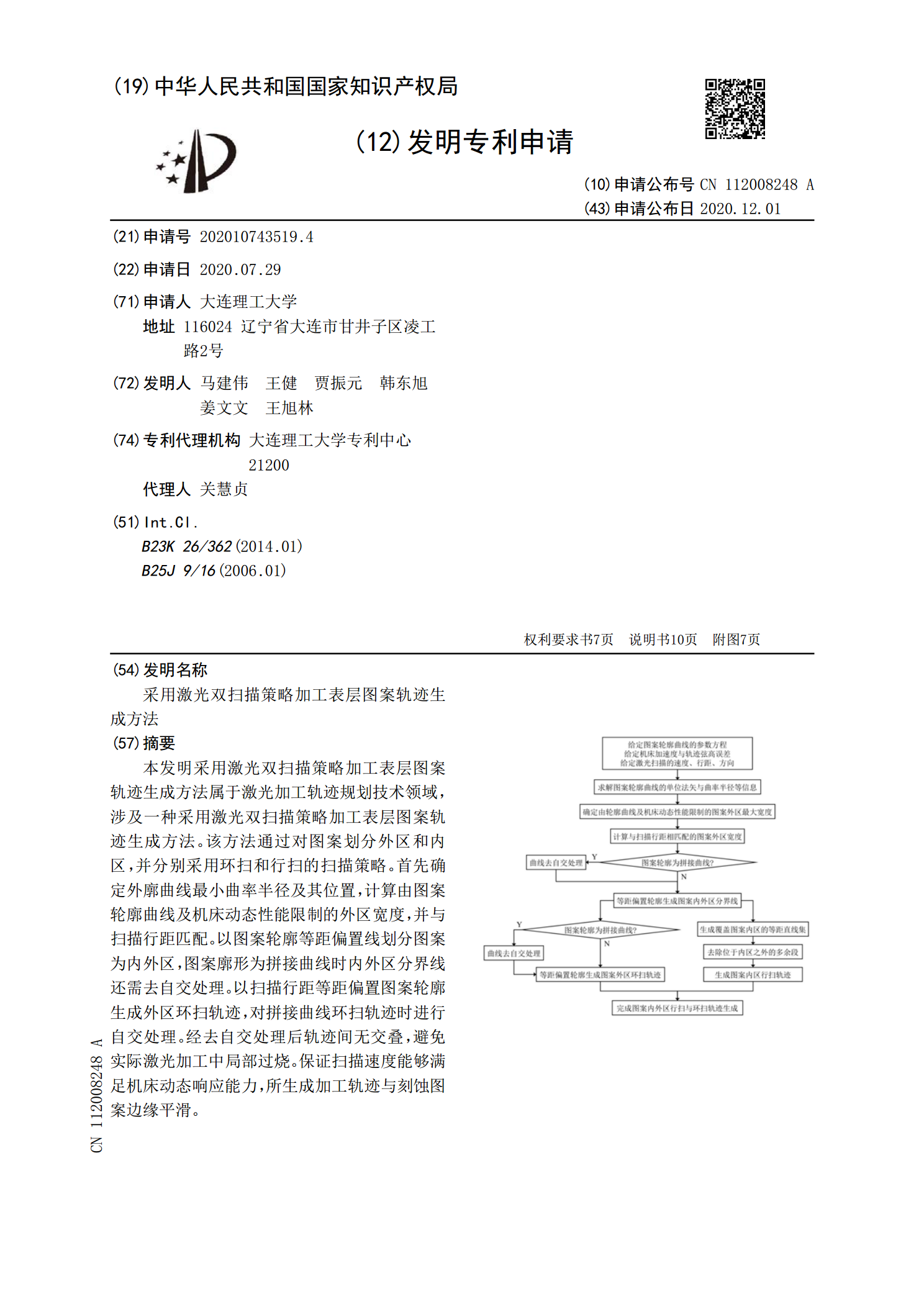
本发明采用激光双扫描策略加工表层图案轨迹生成方法属于激光加工轨迹规划技术领域,涉及一种采用激光双扫描策略加工表层图案轨迹生成方法。该方法通过对图案划分外区和内区,并分别采用环扫和行扫的扫描策略。首先确定外廓曲线最小曲率半径及其位置,计算由图案轮廓曲线及机床动态性能限制的外区宽度,并与扫描行距匹配。以图案轮廓等距偏置线划分图案为内外区,图案廓形为拼接曲线时内外区分界线还需去自交处理。以扫描行距等距偏置图案轮廓生成外区环扫轨迹,对拼接曲线环扫轨迹时进行自交处理。经去自交处理后轨迹间无交叠,避免实际激光加工中局

坐标图案文件制作装置、轨迹图案制作装置及激光加工机的控制方法.pdf
插补参数计算部(203)基于由坐标输入部(201)输入的、构成用于决定使激光束振动时的1周期的轨迹图案的坐标图案的第一多个坐标值,计算规定的插补计算式的插补参数。轨迹图案计算部(204)基于插补参数、将加工头的移动方向设为x轴方向并将与x方向正交的方向设为y轴方向时的轨迹图案的x轴方向及y轴方向的各振幅、轨迹图案的频率、和使激光束振动的光束振动机构的控制周期,计算构成轨迹图案的第二多个坐标值。

假牙加工轨迹生成方法.pdf
一种假牙加工轨迹生成方法,属于数控加工技术领域。首先生成用于假牙粗加工的刀轨,再生成用于假牙精加工的刀轨,所述粗加工刀轨的生成分为Z向粗加工轨迹生成和-Z向粗加工轨迹生成两步,精加工刀轨的生成分为Z向精加工轨迹生成和-Z向精加工轨迹生成两步。生成粗加工轨迹的步骤为:①确定材料去除区域;②获取截交轮廓曲线集;③处理截交轮廓曲线集;④生成加工区域;⑤轨迹填充;⑥轨迹连接。生成精加工轨迹的步骤为:①确定材料去除区域;②获取截交轮廓曲线集;③处理截交轮廓曲线集;④生成加工区域;⑤轨迹填充;⑥轨迹连接。本发明可以有

采用激光加工孔的方法.pdf
本发明涉及一种采用激光加工孔的方法。所述采用激光加工孔的方法包括以下步骤:使激光切割头与待加工材料上的第一定位点间隔一预设的加工距离,聚焦激光于所述第一定位点,以于所述待加工材料上形成第一起点孔;所述激光切割头控制激光从所述第一起点孔开始沿待加工轨迹线移动并终止于所述第一起点孔,以在所述待加工材料上形成第一切割孔;使所述激光切割头与所述待加工材料上不同于所述第一定位点的第二定位点间隔所述加工距离,聚焦激光于所述第二定位点,以于所述待加工材料上形成第二起点孔。所述采用激光加工孔的方法的加工良率高。
一种微曲率半径天线激光加工扫描轨迹优化方法.pdf
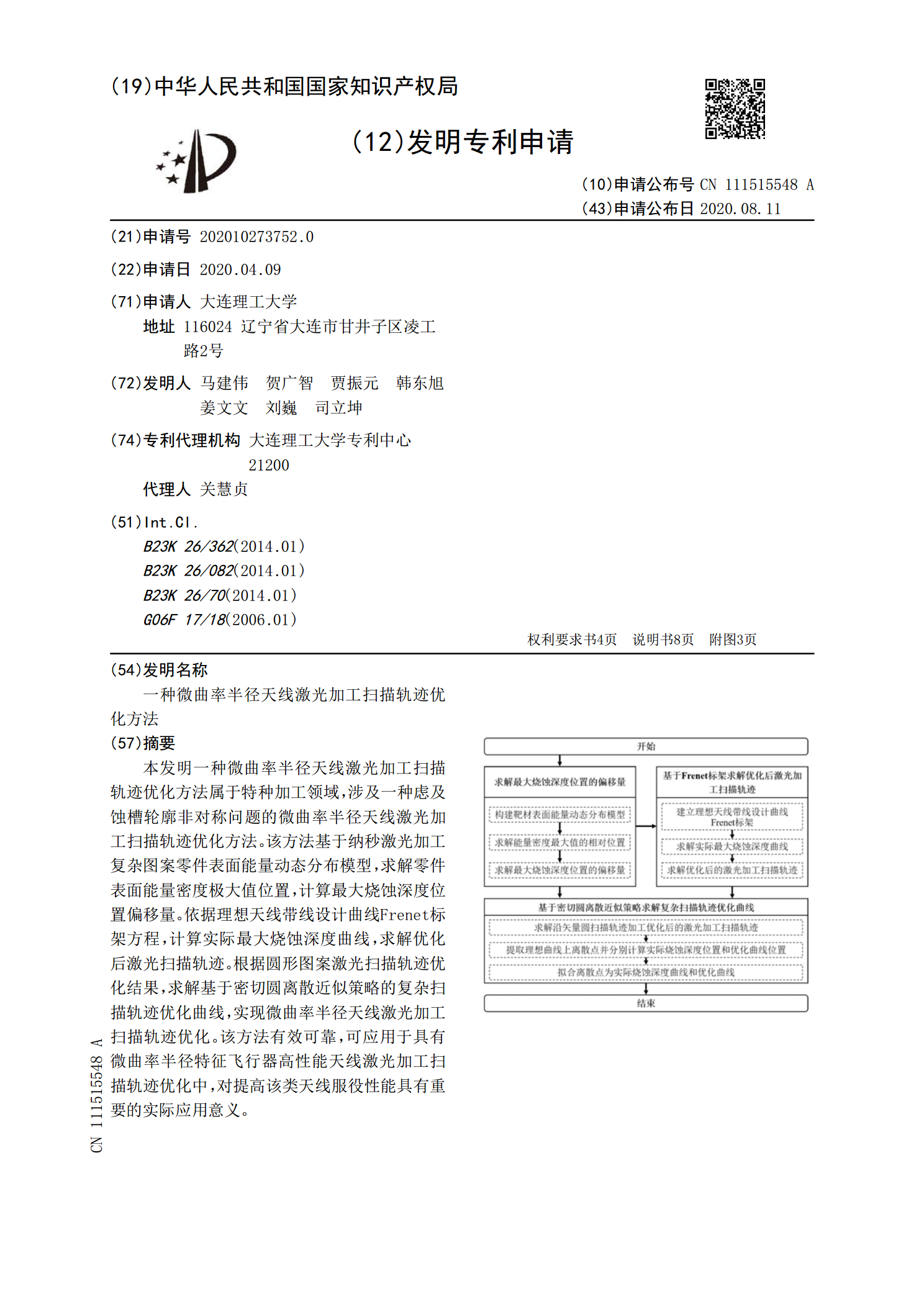
本发明一种微曲率半径天线激光加工扫描轨迹优化方法属于特种加工领域,涉及一种虑及蚀槽轮廓非对称问题的微曲率半径天线激光加工扫描轨迹优化方法。该方法基于纳秒激光加工复杂图案零件表面能量动态分布模型,求解零件表面能量密度极大值位置,计算最大烧蚀深度位置偏移量。依据理想天线带线设计曲线Frenet标架方程,计算实际最大烧蚀深度曲线,求解优化后激光扫描轨迹。根据圆形图案激光扫描轨迹优化结果,求解基于密切圆离散近似策略的复杂扫描轨迹优化曲线,实现微曲率半径天线激光加工扫描轨迹优化。该方法有效可靠,可应用于具有微曲率半